
甲烷化技术的研究进展
2021-04-09 08:40刘玉玺卿山赵明梁俊宇
应用化工 2021年3期
刘玉玺,卿山,赵明,梁俊宇
(1.昆明理工大学 冶金与能源学院,云南 昆明 650093;2.云南电网有限责任公司 电力科学研究院,云南 昆明 650051)
天然气是一种清洁能源,使用安全性高,对环境的污染小,对我国大幅削减CO2等温室气体排放具有重要价值。由于能源资源禀赋呈现“富煤、缺油、少气”的特点,我国一直在积极研究煤制天然气、焦炉气甲烷化以及电转甲烷储能等甲烷化工艺技术,提升天然气自我供给能力。其中,电转天然气技术(power-to-gas)是解决太阳能、风能发电波动性、随机性的有效方法,也是一种消纳电力系统富余电量的有效方法。我国三北地区风力、太阳能资源丰富,西南地区的水力资源充足,电转气技术可以充分利用富余的可再生电力,提供跨季节的存储能力和稳定的能源供应,具有良好发展前景。
1 甲烷化反应原理
甲烷化技术就是利用催化剂使CO、CO2与H2进行反应,最终转化为CH4的工艺技术[1]。甲烷化技术的应用非常重要,是利用煤、焦炉气、电能等原料得到替代工艺程序中的核心构成环节之一。具体的反应方程式如下[2-3]:
CO+3H2→CH4+H2O
ΔH298 K=-206.28 kJ/mol (1)
CO2+4H2→CH4+2H2O
ΔH298 K=-165 kJ/mol (2)
CO+H2O→CO2+H2
ΔH298 K=-41.16 kJ/mol (3)
上述反应化学式中,反应式(1)代表的是CO的甲烷化反应;反应式(2)则是CO2的甲烷化反应;反应式(3)指代的是水煤气变换反应。前两个化学反应式属于强放热反应,反应物中CO含量对甲烷化过程影响严重,研究表明,在绝热条件下,每1%的CO想要被转化,温升为74 ℃;相比之下,每1%的CO2被转化所需温升为60 ℃[4-5],与此同时,在高温条件下,还有可能会发生副反应,反应式如下:
2CO→C+CO2
ΔH298 K=-172.4 kJ/mol (4)
CO+2H2→C+H2O
ΔH298 K=-131.3 kJ/mol (5)
CH4→2H2+C
ΔH298 K=+74.8 kJ/mol (6)
上述反应式(4)代表的是CO的歧化反应;反应式(5)则是CO的还原反应;反应式(6)指代的是CH4的分解反应。
甲烷化反应属于强放热反应,也就是在反应的过程中,需要释放大量的热量,并且有着较快的反应速率[6-7]。反应平衡常数和温度是负向影响关系,温度越高,那么常数值会越低。然而反应速率和温度则是正向影响关系。
除此之外,由于反应生成产物的摩尔数小于原始反应物摩尔数,甲烷化反应是一种体积缩小反应,在此情况下,通过实验证实,在温度低、压力高的条件下,甲烷化反应效果会更好。除此之外,H和C元素的含量比值大小也会对反应造成影响,如果控制H2量稍微多一些,会得到更好的反应效果。
2 国外甲烷化技术的研究进展
国外很多研究机构和学者对甲烷化技术已开展了大量研究,把理论和实证研究结合起来,获得了一系列的研究成果。
英国BG燃气公司于19世纪60年代后期开始研究甲烷化工艺,以石脑油作为原料在低温条件下进行转化,生产出低热值的城市煤气。英国戴维甲烷化工艺流程见图1,该工艺分为两段转化,分别是大量转化和补充转化,并且各段都设有两个反应器,也就是说一共涉及到4个反应器。第一甲烷化反应器和第二甲烷化反应器为串并联高温反应器,其中第二甲烷化反应器出口部分的气体属于循环气体,需要进行换热处理,在150 ℃下被循环压缩机加压后与新鲜气进行混合反应,并且需要对温度进行合理把控,通过甲烷化反应将反应热给消耗掉。第三、第四甲烷化反应器为串联低温反应器,主要进行补充甲烷化反应。采用戴维甲烷化工艺生产得到的合成天然气体积分数高,可直接输送至天然气管道内。目前,戴维甲烷化工艺在国内多个煤制天然气项目中得到很好的应用,并且具有很好的应用前景。
德国鲁奇公司与南非萨索尔公司于20世纪70年代在遭受石油危机的影响下,通过使用煤炭为原料共同开发成功煤制合成气甲烷化技术。德国鲁奇甲烷化工艺流程见图2,其反应装置主要使用到 3个固定床反应器,前两个反应器属于高温反应器,借助此反应器实现对CO的甲烷化反应;还有一个反应器则属于低温反应器,目的是把剩余没有反应的CO进一步进行反应,以此来达到生产要求。鲁奇工艺投资规模小,甲烷化生产能力强,转化率高,副产品种类繁多,有着非常成熟的技术路线,在工业化发展中能够得到很好的应用。但是使用此种方式来进行反应的鲁奇气化效率不是非常高,并且对能量消耗非常大,实现的能效也不高。通常采用循环气限制反应器的进口温度,防止积炭。
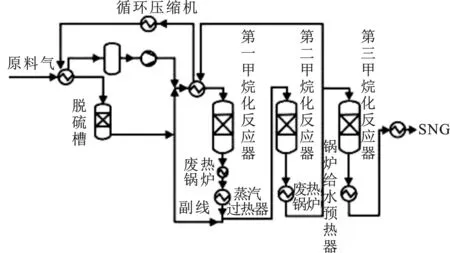
图2 鲁奇甲烷化工艺流程图Fig.2 Lurgi methanation process flow diagram
丹麦托普索公司于20世纪70年代末期开始进行甲烷化循环工艺关键技术的研究,能够使得不同气体组分的合成气作为原料在高温条件下转化为天然气。丹麦托普索甲烷化工艺流程见图3,是一个多段串联甲烷化反应工艺,典型的托普索工艺通常是由3个反应器构成,在不同应用过程中,可以根据实际情况来合理配置反应器数量。在托普索工艺中,反应均是在绝热条件下进行的,大量甲烷化反应是在第一个甲烷化反应器中进行的,反应过程释放出的反应热会导致很高的温升,可以通过部分气体循环来合理把控第一个甲烷化反应器的温度,反应器在高温绝热温升下运行的可能性使得循环气体量减少,循环气压缩机功耗也随之降低。托普索工艺的优点在于有较高的合成气转化率以及较强的生产能力,反应过程中的能耗也比较低,并且可以把甲烷化反应释放的热量得到充分的利用。采用托普索工艺合成的天然气品位高,完全能够满足天然气管道的输送要求。由托普索提供甲烷化技术支持的我国煤制天然气项目已实现商业化运行。
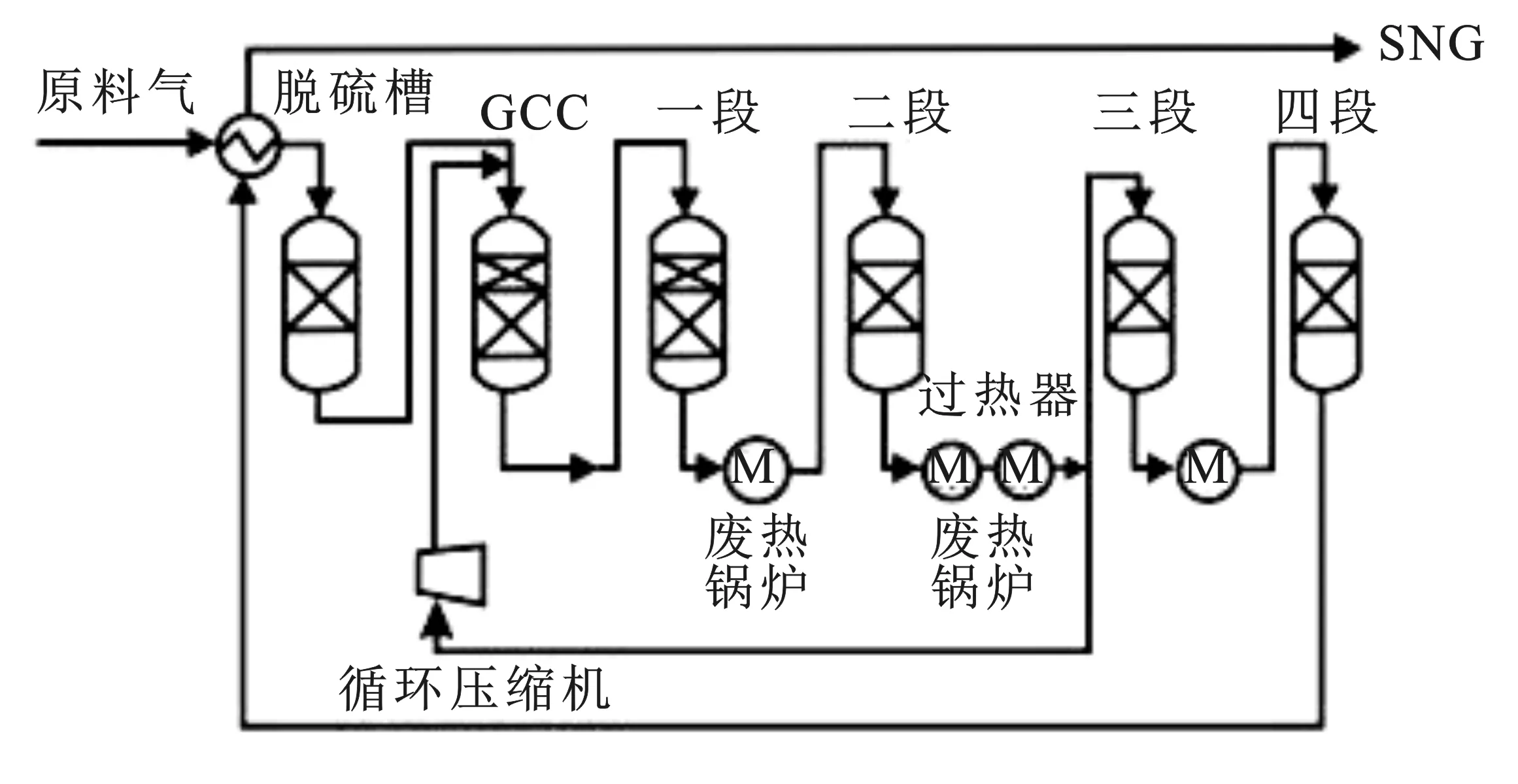
图3 托普索甲烷化工艺流程图Fig.3 Topsøe methanation process flow diagram
总体看,国外早期甲烷化技术的目的是探索用其它原料制取甲烷作为化工过程的替代原料,研究重点是实现甲烷化的工艺技术路线、高效催化剂的开发和反应过程的能量综合利用等。经过多年研究积累,国外已形成成熟的技术工艺,实现了规模化应用。但通过甲烷化技术获得天然气能源,而不是作为化工原料,需要更高效、低成本的技术方法,这是一个新的课题。
3 国内甲烷化技术的研究进展
我国研究机构和研究学者对甲烷化技术研究时间比西方国家晚,但也有多个研究机构开展了相关研究,并取得了重要进展。
中科院大连化学物理研究所在研究中取得了一定的成效,该机构研发的水煤气甲烷化工艺在产业化生产中得到很好的应用。20世纪80年代,其自主开发甲烷化技术在我国取得了很大的研究进展,主要涉及到两类甲烷化技术,一个是不耐硫水煤气甲烷化技术,还有一个是耐硫水煤气甲烷化技术。在不耐硫常压水煤气甲烷化技术研究过程中,通过对甲烷化催化剂的合理选择,并控制在合理使用范围内,能够确保其使用寿命能够维持在1年以上。近些年发展过程中,随着科学技术的不断提高,使得可采用的甲烷化技术类型不断增多,催化剂在反应过程中的稳定性也得到改善,已具备工业应用的条件。
大唐国际化工研究院有限公司自主研发的甲烷化反应器装置主要是由4个甲烷化反应器通过相互串并联方式进行连接,前两个反应器属于高温反应器,涉及到的第二个反应器出口的气体作为循环气,目的是对第一个反应器出口的气体温度进行合理有效的控制,通过向第三、第四个反应器中通入原料气进行调节以满足客户对产品气质量的要求,经过该创新使得循环气量下降,整个装置的能量消耗也减少,详情操作流程见图4[8]。因为副产蒸汽压力和温度存在很大的差异性,在这样的情况,使得第一、第二反应器出口需要通过串联方式设置废热锅炉来完成热量的回收处理。大唐国际化工研究院在研究中严格依照国家规定,完成了合成气甲烷化装置的搭建,以此来确保机组能够得到稳定有序运行,生产出的合成甲烷气体也符合国家标准,符合一类气指标。
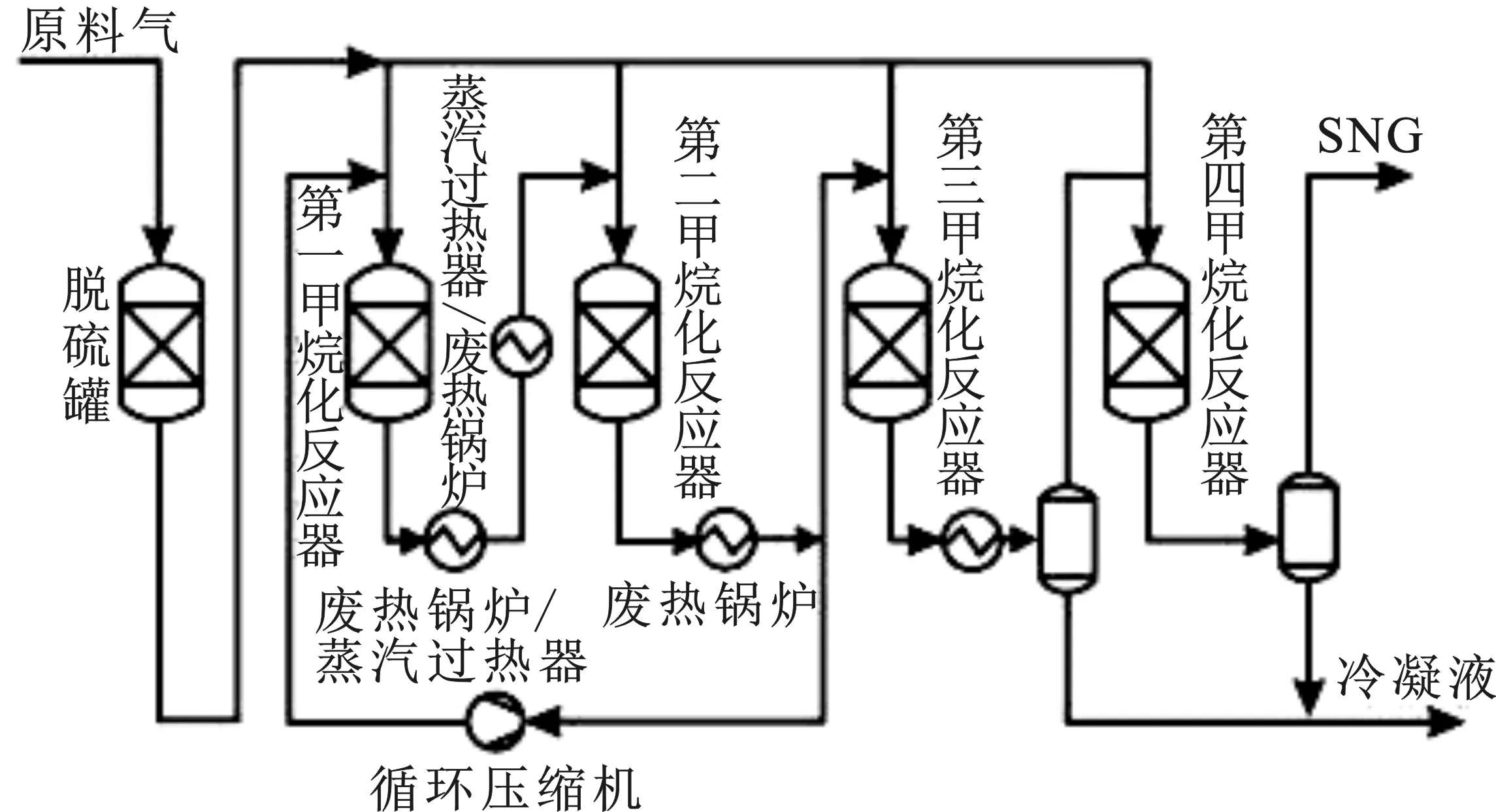
图4 大唐化工研究院甲烷化工艺流程图Fig.4 Datang Chemical Research Institute methanation process flow diagram
西北化工研究院在研究中主要侧重于对甲烷化生产中煤气热值增加的研究,并且通过实验对耐硫甲烷催化剂的特性进行了研究,成功运行1 000 h。1988年完成了耐高温甲烷化催化剂反应特点和物理属性的研究,并且在此基础上,探索了可行性的甲烷化处理工艺。通过对半水煤气实验得知,甲烷化催化剂在使用过程中具着良好的稳定性能和较长的使用寿命,并且CO转化效率高。
云南电科院与东南大学共同在2018年开展冗余水电就地消纳转化为天然气的技术研究,对采用流化床工艺的甲烷化技术进行了讨论。目前已成功搭建20 kW甲烷化流化床反应器并运行示范,该项目提出将冗余水电就地大规模转化为可储存、运输的天然气的技术路线,即采用大规模电解水的方式产生洁净的氢源,结合附近工业炉产生的CO2,采用甲烷化反应工艺路线,将氢气转化为天然气,其流程示意图见图5。H2、N2、CO2三路气体经过流量计通入流化床底部风箱中,再经过布风板进入床内发生化学反应,反应后气体进入换热器,充分冷却后进入气液分离装罐中,由于气液比重大,换热器和气液分离罐需按图中所示位置排布,气液分离后气体经过背压阀,主气路与催化燃烧装置连接,旁路与色谱连接分析产物。在操作压力为0.3 MPa、温度为 320 ℃、进气量H2/CO2为4∶1、对应电转气容量为15 kW试验条件中,通过煤气分析仪测得CH4的选择性>99.9%,CO2转化率>92%。在制取天然气的同时,还能够联产高纯氧气和高品位蒸汽,大大提高了整个工艺的经济性。制取的天然气可以加入常规天然气管道成为具有经济竞争力的清洁能源。此外,本工艺中使用工业炉CO2作为碳源,甲烷化过程中吸收CO2也有助于碳排放成本的降低,实现了CO2的再利用,对我国碳减排具有重要意义。
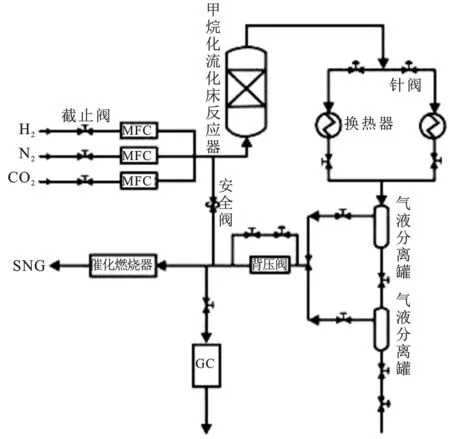
图5 流化床甲烷化工艺流程图Fig.5 Fluidized bed methanation process flow diagram
通过梳理国内甲烷化技术的研究进展可以得知,我国早期甲烷化技术的研究重点是针对焦炉煤气如何提质转化为天然气关键技术的不断探索,近年来,在煤制天然气技术方面取得了重大突破,实现了工业化应用,以消纳可再生能源为目标的电转甲烷技术也取得了一定的研究进展,未来还应投入更多精力发展我国自主甲烷化技术。
4 各种甲烷化反应器特点分析
甲烷化反应器对于甲烷化工艺技术而言至关重要。由于甲烷化反应具有强放热特性,因此甲烷化反应器应具有良好的移热性。高温会导致催化剂烧结、积炭等问题,也将直接影响到反应装置的稳定运行。通过分析不同类型的甲烷化反应器工艺特点以及操作工况对反应器影响可以为后续甲烷化反应器的优化提供参考依据。
4.1 固定床反应器
在当前发展阶段中,传统甲烷化反应器主要使用的是固定床反应器,通过在设备中充填固体催化剂实现非均相反应,可以进一步细分为绝热和等温两种不同的反应器。其中绝热反应器主要指代的是使用这种反应器不需要和外界进行能量交换,并且使用成本较低,操作较为简单,是工业反应器设计的最佳选择[9]。绝热固定床外部通常采用列管式换热器经逐级换热移走反应热,但是固定床反应器由于气固接触受限,反应速率低、装置庞大,热量不易移出,因此为了移走反应热,需要采用高倍率的气体再循环来对反应器温度进行控制,整个工艺操作流程也相对比较复杂。大量的循环气体降低了反应气体的分压,导致压缩功和压降显著增加,设备投资费用较为昂贵。同时,由于固定床自身特征使得床层内不可避免地存在较大温差,如果发生热量的过于集中积累,那么可能会导致出现局部较高温的情况,面临催化剂烧结的问题[10-11],因此对反应器耐温性有很高的要求。在当前发展阶段中,想要解决反应器的承压耐温问题,可以通过对合成气流向进行管控,以及对反应器的绝热保温进行合理有效控制[12-13]。
等温床内部设有换热器,可以通过冷却循环水装置移出反应热达到维持甲烷化热量系统稳定的目的,与绝热反应器相比,等温床反应器的优势在于可以根据催化剂的差异来合理的控制循环水流量,使得催化剂活性达到最佳反应温度,同时加快反应速率。从能量守恒的角度来分析,低温对于甲烷化反应是有利的,所以等温反应器在实际应用同绝热反应器相比更具有优势。使用等温反应器能够实现甲烷化反应过程中对温度合理有效控制,大约是在450 ℃,使得反应器不需要承受较高温度的冲击。在工业生产过程中,反应过程强放热且热损耗小,更容易达到绝热条件,但因不易散热无法快速达到等温条件,所以,在工业生产过程中,需要把误差问题考虑在内,确保可以顺利实施。
4.2 流化床反应器
流化床反应器对于实现非均相催化反应需求更符合要求,能够承受较大的强度和热量冲击,使气体与固体在流化状态下得到更好的融合,反应器几乎处于等温状态,与固定床反应器相比,流化床反应器能够实现高效传热传质,并且可以连续的加入和更换催化剂,反应能够持续进行。甲烷化反应是高放热反应,研究者希望利用导热性能好的流化床控制甲烷化反应温度。在230~355 ℃温度范围内,CO2转化率随着温度的增大而增大,温度为230 ℃时催化剂已经有较高的活性,转化率为42%。当温度达到320 ℃以上时,转化率增长速率逐渐变缓。在较宽温度范围内,CH4选择性皆大于99.9%。
甲烷化反应是一个摩尔数降低反应,通过反应,使得气体摩尔数下降到原来的1/2左右。但是,因为流化床气泡相中颗粒并不多,所以会影响到催化反应成效。通过乳化相反应,会导致气体体积无法对气泡相进行及时补充,就会造成气固滑移速度受到影响,进而影响到乳化相收缩,导致流化质量降低,出现脱流问题,当流化质量发生了变化时会直接影响到反应器传热性能,为了保证反应器安全稳定高效的运行,通过调节进气H/C比,采用气体再循环并且提高气体循环倍率使得流化床反应器内保持较好的流化质量。
在催化剂中掺混合适比例的惰性剂,使得床内温差呈现大幅度的下降,将温差控制在10 ℃以内,这样不仅能够避免催化剂烧结问题的发生,还可对流化质量的提升起到促进作用。并且流化质量的变化和气体流动速度以及床料量也有很大的关联性,两者是负相关关系。
4.3 浆态床反应器
浆态床反应器其中的反应介质是液态惰性烃,传热效率较高,并且有利于降低反应温度,对转化速率的提升有积极的促进作用。通过实验数据可以得知,使用浆态床反应器来转化CO2,在整个反应过程中,当温度控制在280 ℃以下,能够有着较高的CO2转化率,催化效果也不错。有研究[14-15]表明,在实验反应过程中加入惰性组分石蜡烃能够确保床层温度均匀,优势在于:原料适应能力强,传质性能强,CO2转化效率高。为了削弱内外扩散对催化剂造成的影响,需要确保粒径控制在较小范围内,在反应过程中,需要进行强烈搅拌,这样会引发磨损、分离催化剂等问题,在实际工业化应用中存在一定的约束和限制。
5 甲烷化工艺关键技术问题讨论
5.1 温度控制
在当前发展阶段中,虽然可以采用的甲烷化合成天然气技术路线有一定的差异,但是从主要思路上来分析,有着比较明显的相似性。高温绝热反应器使用最为常见,由于甲烷化反应是强放热反应,反应器内部会产生大量的反应热,高温会造成催化剂的失活、碳化,从能量守恒的角度来考虑,低温更利于甲烷化反应向正方向进行,在此过程中,温度控制是技术难题,需要着重处理。
其一,通过对原料气循环量的合理把控,进而控制转化速率和反应进程,降低反应过程中形成的热量,将温度控制在450 ℃之下,确保催化剂使用寿命不会受到影响,但是使用此种方法的效率并不高。
其二,就是对反应器内部装置进行优化设计,举例说明,通过使用等温列管反应器来把催化剂装填于列管中,管间通入沸腾水[16]。在当前发展阶段中,国内使用的最为先进的技术就是借助副产高压蒸汽来移出甲烷反应过程中生成的热量,以此来把反应温度控制在360 ℃内,减少因甲烷化反应强放热而导致的高温放热效应,这样可以有效解决催化剂失活问题。除此之外,可以不需要通入大量循环气来降低原料气浓度,就能提高能量使用效率和经济性。
5.2 催化剂的选择
由于甲烷化反应具有强放热特点,高温会导致催化剂的烧结和失活,因此选择合适的甲烷化催化剂是甲烷化反应研究的技术难点之一。贵金属催化剂对于甲烷化反应具有较高低温催化活性,但由于贵金属价格昂贵,不利于大规模工业生产。因此,在众多Ⅷ族金属催化剂中,Ni基催化剂由于其优异的催化性能和相对廉价而被广泛应用于制备甲烷化催化剂。需要明确的是高温高压状态下,使得催化剂存在很大的可能性会发生积炭反应,特别是在大量甲烷化反应过程中体现的更为明显,对催化剂更换有推动作用。为了最大限度地保障催化剂活性,可在金属镍基础上添加金属助剂,不仅可以有效提高催化剂活性,还可提高选择性和热物性。
5.3 反应器类型的选择
在当前发展阶段中,甲烷化技术使用较多的反应器就是固定床反应器,与其相比,流化床也有自身的特殊优势,主要体现在:原料适应性强、具有气固接触效率高、床层温度均匀、传质效率高等特点,尤其适用于强放热的甲烷化反应[17-19]。与此同时,还存在一个非常明显的优势,对催化剂更换有促进作用,在线装卸更具有优势。但是此种反应器也存在缺陷,主要体现在:催化剂颗粒会发生磨损,进而影响反应效率。通过梳理国内外的研究情况可以得知,美国矿业局、美国煤炭研究所、德国卡尔斯鲁厄大学和Thyssengas公司对流化床反应器的研究都仅停留在试验阶段,在工业化应用过程中还存在一定的约束和限制。流化床使用操作非常简单,使用成本不高,并且有着较好的甲烷化处理成效。但是也存在一些问题,温度控制难度大,反应器系统复杂并且投资费用高。由此可以推断,可以通过工艺优化,使得流化床具有更好的应用潜力。
6 结论
(1)甲烷化技术是从煤、焦炉气、电能等原料制取天然气的关键技术,有着非常重要的实用和开发价值。
(2)甲烷化工艺经过多年发展,已形成成熟的技术方法。但高效低成本甲烷化催化剂的制备与研发、反应器的关键技术开发、各种反应过程中能量优化及高效利用等方面还可以继续深入研究。
(3)电转气技术是近年甲烷化研究的热点,既可以消纳可再生能源,又能实现工业炉产生的CO2再利用,符合我国能源转型发展方向,应用前景良好,但对其应用场景、技术经济性、电网与天然气网络的耦合关系及交互运行等方面需要进行更深入的研究。
猜你喜欢
云南化工(2021年11期)2022-01-12
军民两用技术与产品(2021年10期)2021-03-16
昆钢科技(2021年6期)2021-03-09
水上消防(2020年1期)2020-07-24
石油石化绿色低碳(2019年6期)2019-01-14
疯狂英语·新读写(2018年3期)2018-11-29
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
化工进展(2015年6期)2015-11-13
