
PGT25+燃气轮机用GS16燃调阀的运行及维护技术
2021-04-06 09:43沈登海邓丹辉田永文
燃气轮机技术 2021年1期
沈登海, 邓丹辉, 田永文
(国家石油天然气管网集团有限公司西部管道有限责任公司,乌鲁木齐 830011)
PGT25+燃气轮机是美国通用电气公司于上世纪60年代以TF39涡轮风扇发动机为样本研制的航改型燃气轮机。该系列燃气轮机有着非常广泛的用途,具有体积小、功率大、启动灵活等优势[1],可应用于船舶动力、发电、石油开采、油气储运等行业,运行时长和装机数量在全球范围内名列前茅。燃气轮机控制系统的主要控制功能包括:启动控制、转速控制、负荷控制、排气温度控制、进口可调导叶控制、燃料控制等[2]。其中燃料控制采用的燃调阀大多为伍德沃德公司生产的GS16燃调阀,由电子位置控制器驱动,精准控制球形阀芯V字型流量口的位置,使其有效流通面积与流量在一定压差下成线性比例,具有自清洁功能。解码器对位置反馈,解码器、无刷直流电机转子与燃调阀阀芯转子通过键直连,省去了联轴器和齿轮组,消除了调控精度不准确问题。文章通过阐述GS16燃调阀自主维修与测试方法,为自主国产化维修和制造提供了可行的依据,同时掌握了GS16燃调阀常见故障的诊断方法,形成了GS16燃调阀拆卸、安装检修工艺和GS16燃调阀修复后实验室、现场零点位置调整校准的方法。
1 GS16燃调阀的特性
1.1 GS16燃调阀电流控制特性
GS16燃调阀具有先进功能,定期发起位置脉冲,使执行器重新分配,保证控制的平稳性。脉冲发起周期为60 min,脉冲半波期为10 ms,位置步进1%,以此检验燃调阀是否卡滞等机械缺陷[3]。
通常控制器易造成动力输入电源存在瞬态干扰,需在正负极间并联一个100 V、1 000 μF的电容,消除干扰。GS16燃调阀通过4~20 mA模拟信号控制,4 mA对应0%的阀位开度,20 mA对应100%阀位开度。在此范围内,阀位与输入电流成线性,如果输入电流小于2 mA或大于22 mA,供电电压小于17 V或大于33 V,燃调阀将被关至0%位置,阀位输出设定在0 mA。
运行过程中,燃调阀持续检测,阀位命令与反馈偏差大于1%,且延迟500 ms,若出现供电电压错误、模拟和数字转换器错误、软件看门狗错误、工厂校验和参数错误,则阀门关闭,需要更换燃调阀。
1.2 GS16燃调阀机械特性
燃调阀[2]几何流通可用面积968 mm2,质量48 kg,燃料气过滤精度25 μm,介质为天然气,防护等级IP56。入口操作压力范围为690~5 171 kPa,耐压试验压力为7 757 kPa,爆破压力为25 856 kPa,名义管径尺寸为50.8 mm,阀门泄漏排放背压为69 kPa。环境温度、燃料气温度范围为-40~93 ℃。在345 kPa入口压力、0 kPa出口压力条件下,燃调阀泄漏量小于最大额定流量的0.1%。
全开或全关时间:小于100 ms。位置回路带宽:在24 V DC、40 rad/s条件下,功率衰减6 dB(分贝)。燃调阀配对法兰:50.8 mm RF法兰,ANSI B16.5 Class600。
1.3 GS16燃调阀流量特性
非特性精度:在室温条件下,运行点的流量精度高于5%,或高于全流量范围的名义校准表的2%,特别是在2%~100%流量范围精度更高[3]。
温度漂移:每摄氏度,模拟位置精度的最大漂移量为全输入命令(4~20 mA)的0.005%。共模抑制比:在每伏特条件下,模拟位置精度的最大共模偏差为全范围输入命令的0.025%。
1.4 GS16燃调阀位置控制特性
旋转变压器用于运动伺服控制系统中,作为角度位置的传感和测量用。旋转变压器是目前国内的专业名称,简称“旋变”,英文名称“resolver”,人们把它称作“解算器”或“分解器”。旋转变压器在同步随动系统及数字随动系统中可用于传递转角或电信号;在解算装置中可作为函数的解算之用,故又称为解算器。其输出随转子转角作某种函数变化的电气信号,通常是正弦、余弦、线性等。上世纪60年代起,旋转变压器逐渐用于伺服系统,作为角度信号的产生和检测元件。GS16主要采用三相旋转变压器,用于燃调阀角度位置伺服控制,达到命令与阀门开度的一一对应关系。一旦有效面积被确定,有效面积对应阀的百分度行程,毫安信号量和阀的角度在有效面积中列出,压比(P2/P1)为0.05~0.95,确定了所用阀的有效面积流动点,在压比和需求之间进行插补计算,最终通过百分比、毫安、阀门角度确定流量[4]。
2 GS16燃调阀的选择依据
为了选择适当尺寸的燃调阀,应用至PGT25+燃气轮机,有效面积首先需要满足最大流量,临界压比R7、有效面积A由下列公式计算[3]:
5)PCIE接口:用于和存储阵列控制器进行数据通信;PCIE作为第三代I/O互联总线,采用数据串行传输、点对点互连,同时可以扩展基于PCIE总线接口的接收频率和发射频率[8][9],因此可以高效利用数据线从而达到使用少量数据传输线达到数据高速传输的目的。
(1)
(2)
(3)
式中:A为有效面积,mm2;W为质量流量,kg/h;R7为临界压比;P1为燃调阀入口压力,Pa;P2为燃调阀出口压力,Pa;K为比热(在15.56 ℃时的标准天然气为1.30);S为天然气相对空气的比重(标准天然气为0.6);T为绝对气体温度;Z为气体压缩机因子(其对方程的影响较小,压缩因子近似为1.0)。
为了使选择的燃调阀有余量,燃调阀的有效面积至少比方程计算值高10%,包括即使在最恶劣的工况(最小的入口压力,最大的出口压力,最大流量和最高温度)条件下,燃调阀尺寸须有10%的余量。
针对PGT25+燃气轮机,通过GS16燃调阀的有效面积的压力降必须小于最大允许的差压,见图1。一旦燃调阀有效面积被确定,以及10%的余量被添加,燃调阀位与有效面积的关系如图2。

图1 GS16有效面积为967.74 mm2燃调阀的阀位与最大差压关系

图2 GS16燃调阀的阀位与有效面积的关系
流通面积为645.16 mm2(1.0开口)、967.74 mm2(1.5开口)的燃调阀在PGT25+燃气轮机上均有应用,在相同的阀前、阀后压力条件下,需要相同的流通面积。前者的阀位开度较大,由于阀芯流通面积是球面V字型,流通面积和阀位是指数关系。
3 GS16燃调阀的故障处理
GS16燃调阀主要故障表现为:1) 电缆故障、输入电压故障、输入命令信号(4~20 mA)及极性故障;2) 控制器、执行器、旋转变压器故障;3) 机械故障包括阀芯在零点或100%位置边界卡滞,密封泄漏、轴承磨损等。其中第一类故障主要检查供电、输入命令电缆、元器件,故障易排除。第二类故障中执行器、旋转变压器类问题为线圈损坏、绕阻阻值超限等,电阻范围见表1,若出现上述问题,则需要更换备件。若控制器出现故障,主要表现为控制器驱动电路存在故障,负载过高,供电单元等电气元件损坏,超过驱动电路正常工作的电流,烧坏AD629、MBRS100T3、HCPL0701、Capacitor 0.1 UF、VR2、VR3等元件,需要返厂检修控制器,返厂前须使燃调阀机械部分完好。GS16燃调阀采用三极线圈旋转变压器,检查过程需要测量三组线圈的阻值以及执行器线圈的阻值。第三类故障为机械故障,运行过程中较常见,为阀芯卡滞、阀座偏斜、轴承内润滑脂失效导致转动不灵活、密封磨损泄漏等。通常伍德沃德燃调阀是免维护的,维修周期按现场应用条件决定,若燃气轮机在低负荷工况下长时间运行,维修周期会缩短。若燃调阀故障为卡涩,则可以进行清洗。清洗时,拆卸燃调阀的控制器,盘动燃调阀上端的转动惯量盘,使用石油基的溶剂清洗或刷洗阀门,禁止使用酮基溶剂,有可能损坏VITON成型O形圈或特氟龙密封材料,防止使用高压冲洗阀门及带尖角的工具刮擦阀门,可能导致阀门精度下降。冲洗阀芯入口球面,然后使用仪表风清洁阀门。若清洗无法解决上述问题,则需要解体检查GS16燃调阀。

表1 解算器及执行器线圈的阻值范围
3.1 拆卸GS16燃调阀
拆卸控制器、转动盘、旋转变压器、上部轴承座、轴承及减振弹簧片,拆卸电机转子锥形销与限位座、电机静子绕阻件、电机转子、下部阀座,压缩阀门进口阀座弹簧,拆卸阀芯及进口阀座,拆卸阀芯上下部轴承座及密封。此阀拆卸的关键点是需要专用工具压缩阀座弹簧。
3.2 检修GS16燃调阀
此阀座背后的静密封是易损件,为VITON材质O型圈与聚四氟材料圆环两者组合的复合件,配合使用见图3,保证阀座外径处的密封。阀杆上部的两级串联和阀杆下部单级指状密封是另外的易损件,见图4。阀座弹簧有较强的弹簧力,使阀座与阀芯在阀腔中紧密贴合,见图5、图6。若阀座与阀芯接触面有划痕,则需要研磨处理,轴承分别采用6202D、R8系列。在检修过程,分别测绘加工4套阀杆指状密封、1套阀座复合密封,并更换原密封,以4套6202-2RSH、1套R8-2RS轴承替代原轴承。拆卸后的阀门主要部件见图7,清洗、研磨阀芯、阀座,更换损坏的螺丝钢套,测试电机线圈、解算器线圈电阻,然后组装燃调阀。若测试阀门0%位置时,阀前压力稳定在429.56 kPa,阀后为大气压,阀门泄漏状况为0 kg/h,见图8。同时对阀杆泄漏检测,包括OBVD(阀杆上部密封泄漏检测)和阀杆下部密封检测,阀门上下游法兰打盲板,使用专用带阀充压工具,介质采用仪表风或氮气,压力3.1 MPa,测量泄漏量均小于13.5 mL/min。

图3 GS16燃调阀阀座复合密封

图4 GS16燃调阀阀芯上、下部指状密封

图5 GS16燃调阀阀腔示意图

图6 GS16燃调阀阀座、阀芯示意图

图7 GS16燃调阀拆卸至零件状态示意图

图8 GS16燃调阀泄漏量测试
3.3 VPC(阀位控制)软件诊断及标定GS16零点
GS16燃调阀组装后,测试阀芯转动扭矩≯2 N·m,使用RS232电缆连接VPC程序,上电,阀门有正常的嗡嗡声,软件执行数字通讯诊断、I/O诊断、位置控制器诊断、位置传感器诊断、内部诊断,状态无异常,说明检修的阀门可控。进行零位调整或开关行程测试,若确定零位,在VPC程序中测试阀门0%位置、100%位置参数,读取解码器计数值分别为10 000或50 000左右,并且阀门开度的反馈趋势平滑,无毛刺,与经验值对比相符。
3.4 GS16燃调阀的现场测试与处理
燃气轮机的启停和功率的变化是通过调节阀开度的变化,从而改变进入透平的气体流量及气体参数来实现的,所以调节阀内的流动特性和工作可靠性对整个燃气轮机的安全经济运行有重要的影响[5]。GS16燃调阀即起调节阀功能,修复后安装至PGT25+燃气轮机进行测试。正常状况燃气轮机吹扫结束后,开始执行点火进程。在燃气轮机转速升至1 700 r/m时,IGNTACTIVE和GAS_IGNITN变成TRUE,Mark VIe系统[6]将燃料气请求命令下发至SIS安全系统,SIS安全系统配合打开燃料气截断阀XV224和XV226阀门,Mark VIe系统将燃调阀打开至10%,与此同时下发10 s燃烧室点火命令进行点火,如果10 s内燃烧室仍未检测到火焰信号,则执行燃气轮机清吹进程并停机,见图9、图10。

图9 燃调阀点火进程逻辑一

图10 燃调阀点火进程逻辑二
正常启机点火进程开启,燃调阀打开至10%,燃调阀阀后压力GP2数值为111.52 kPa,点火命令IGN_CMD_S同时下发,一般在5 s左右燃烧室检测到火焰信号,点火成功。
一旦点火成功,燃调阀开始开大,燃气轮机一般在65 s左右升速至怠速6 800 r/m左右。从开始点火到燃气轮机到达怠速,期间燃调阀开度从10%增大至16.917%,见图11,GP2压力上升至366.93 kPa。由于燃料气调节阀调节迅速,燃料量迅速增加,提高涡轮进气温度[7],使燃气轮机转速迅速增加。

图11 PGT25+点火至怠速过程的趋势变化
燃调阀进行维修后,2019年05月17 日第一次启机点火测试,发现未成功点火,主要是阀门的零点位置较正常阀门偏小15%左右,处于零点余量的死点位置。当点火进程开启,燃调阀打开至10%,阀后压力数值为82.092 kPa,与大气表压几乎一致,点火命令IGN_CMD_S同时下发进行点火,同时燃调阀开始增大开度配合点火,但直到10 s点火命令执
行完毕,燃调阀开到15.086%,阀后压力为85.105 kPa,与大气表压基本一致,燃烧室仍未检测到火焰信号,点火失败燃气轮机执行清吹程序停机,见图12。

图12 第一次维修后的GS16燃调阀点火趋势变化
将燃调阀返回实验室,重新校正零点的位置,按照阀门开度1.4%时,能检测到光线。2019年5月19日第二次启机点火测试,点火启机成功,但点火后至怠速转速6 800 r/min用时近118 s,见图13。后续三次启机过程中,燃调阀均能正常点火启机至运行转速。
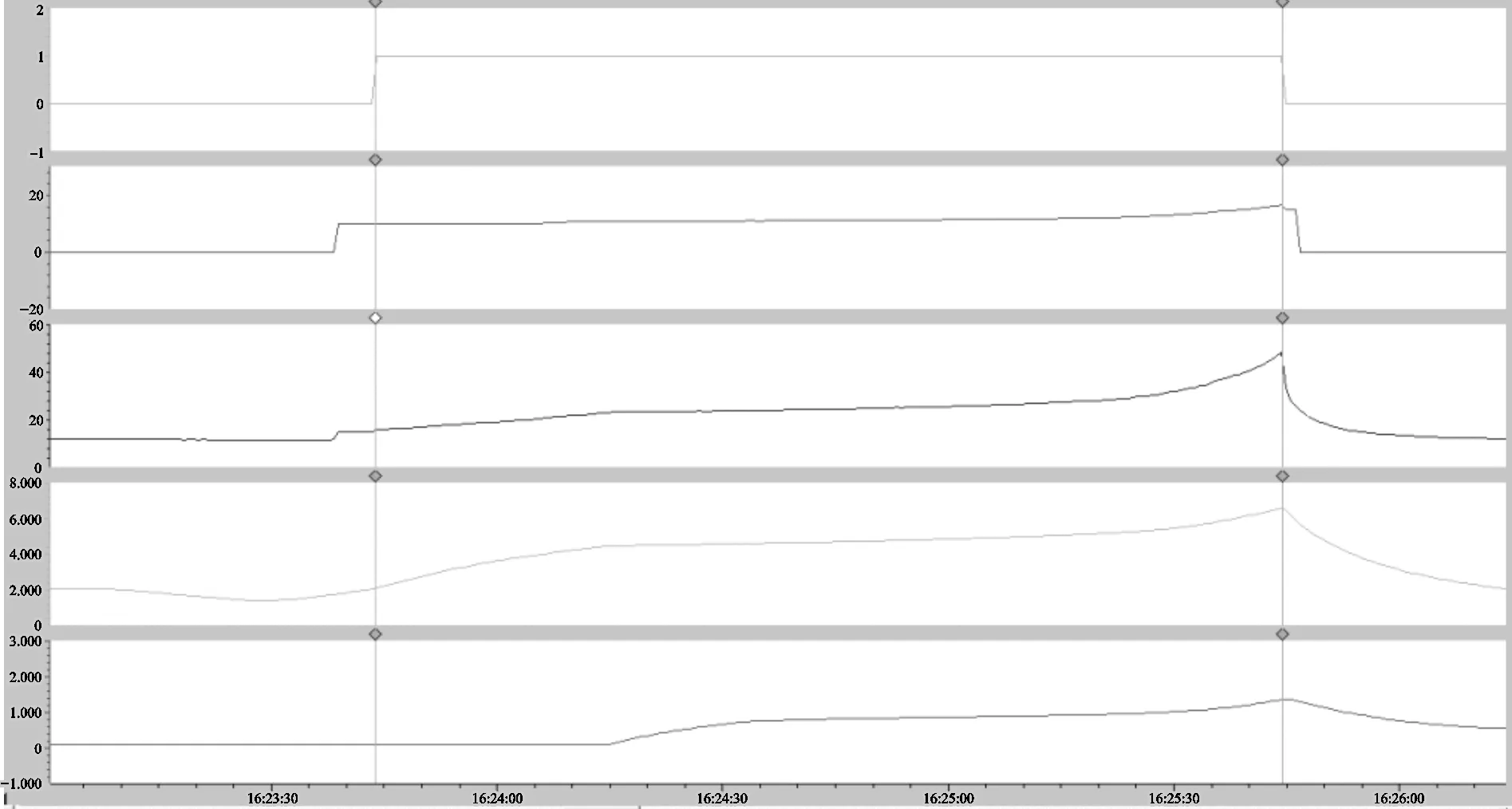
图13 第二次维修后的GS16燃调阀点火失败趋势
2019年7月20日启机过程中,点火正常,但燃气轮机在随后的升速至怠速过程中,时间超过120 s,触发GGIDLEFLT(燃气轮机到达怠速失败),随后停机,启机失败,见图14。说明燃调阀运行时,相同阀位开度下,其燃料气流量与燃料气温度、大气压、环境温度有一定的关系,其中与阀门零点开度位置有极大的关系,否则不可能出现三次点火运行成功,而后一次发生点火至怠速超时的现象。
观察趋势发现,燃调阀打开至10%,燃调阀阀后压力GP2数值为102.67 kPa,点火命令IGN_CMD_S同时下发进行点火,4 s后燃烧室检测到火焰信号,点火成功。燃调阀开始缓慢开大以配合燃气轮机升速,燃气轮机在120 s内未升速至怠速6 800 r/min,触发GGIDLEFLT停机(燃气轮机到达怠速失败)。从开始点火到燃气轮机升速的120 s期间,燃调阀开度从10%增大至16.408%。相关的逻辑解释[6]见图14。
根据逻辑分析,维修的阀门可能零点位置较阀门开度偏大,即在怠速过程,阀门给定开度,实际的燃料气流量不足以在120 s内将燃气轮机拖转至6 800 r/min,燃料气量偏小;同时使用光束检测新购买的GS16燃调阀的零点位置,发现阀位一般在0.6%~0.9%时是关闭状态,在0.7%~1.0%时是打开状态。按照上述参数,现场调整解算器定子的旋转角度,阀门开度跟随其位置。当阀门开度在1.0%位置,有光线通过,较第二次调整零点位置,提高了0.4%,虽然仅仅是微弱的提高,但当阀门开度达到16.5%时,其燃料气的流量及实际阀门开度均增加,燃调阀维修前后各参数见表2。
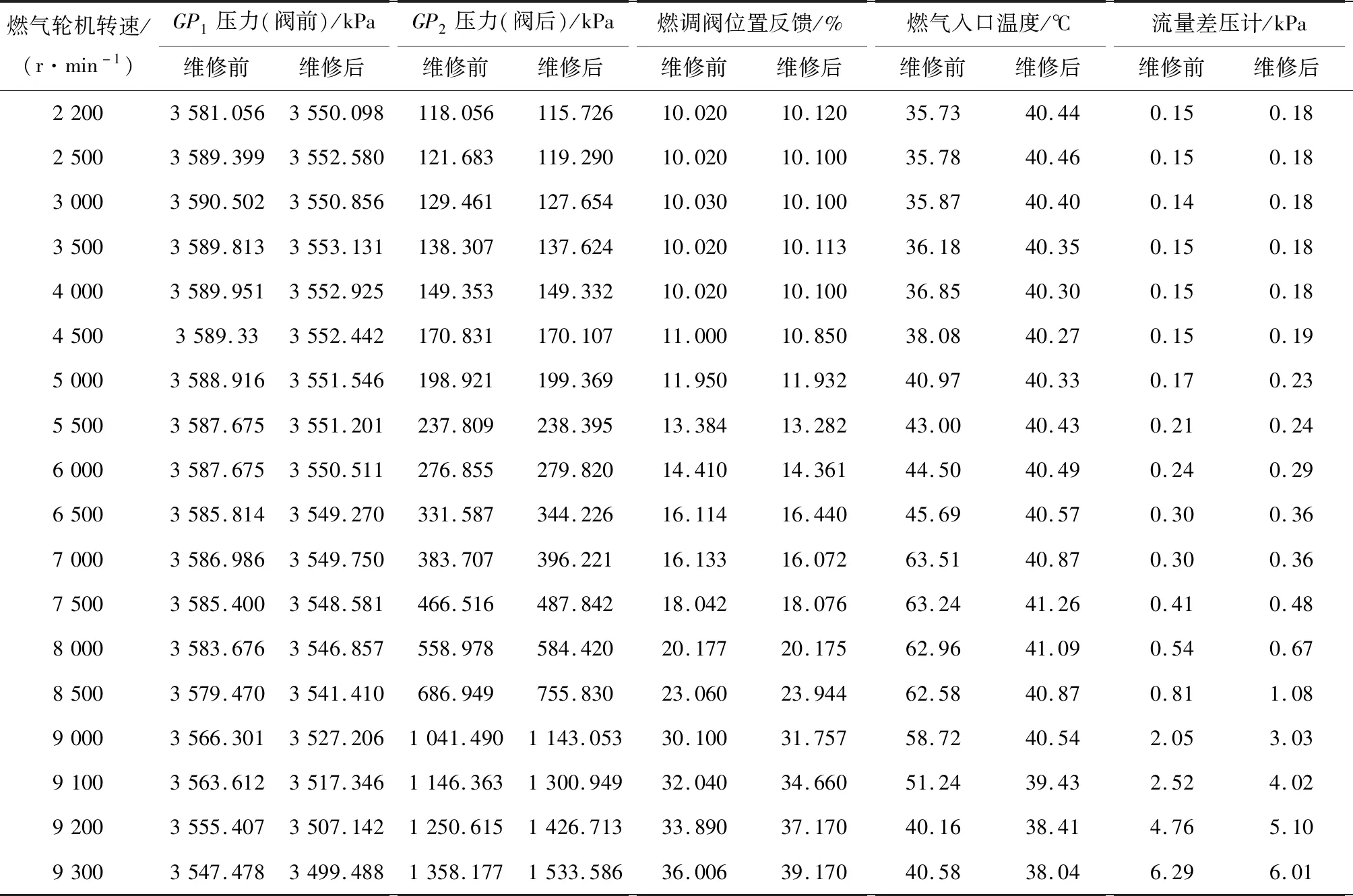
表2 GS16燃调阀维修前后各参数随转速的变化
调整后,燃调阀正常点火,并在62 s内升速至6 800 r/min,符合PGT25+燃气轮机的控制要求,并对维修前后燃调阀的趋势进行比较,发现曲线趋势基本吻合,说明修复的燃调阀点火、怠速、稳定运行的控制命令与反馈能够达到同步,满足机组控制要求。
4 结语
经过近两年的实践与探索,用于PGT25+燃气轮机的核心部件GS16燃调阀,已实现了完全自主知识产权的维护和检修。在缺少技术资料、专用工具、维修方案的条件下,自主设计专用工具,创新了维护和检修方法,突破了外方的技术封锁,为PGT25+燃调阀国产化工作打下了坚实的基础。
猜你喜欢
能源研究与信息(2022年2期)2022-11-02
流程工业(2022年3期)2022-06-23
流程工业(2022年5期)2022-06-23
航空发动机(2021年1期)2021-05-22
航空发动机(2021年1期)2021-05-22
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
中国科技纵横(2020年16期)2020-11-28
发电技术(2020年3期)2020-06-29
戏剧之家(2018年21期)2018-10-19
