安塞长10油藏结蜡规律研究及清防蜡效果分析
2021-04-05 11:32:40白波苏进科
辽宁化工 2021年3期
白波,苏进科
油气田开发
安塞长10油藏结蜡规律研究及清防蜡效果分析
白波,苏进科
(中国石油天然气股份有限公司川庆钻探长庆固井公司,陕西 西安 710000)
结合安塞油田长10油藏的结蜡现状,分别从结蜡现状调查和原油、蜡样高压物性分析试验两个方面对其进行结蜡规律研究,并通过清防蜡工艺配套及效果分析和热洗试验及热洗效果分析进行了清蜡效果综合分析,最终确定了有效的防蜡措施。
自喷井; 结蜡; 热洗; 清防蜡效果
1 油井结蜡规律研究
1.1 结蜡现状调查
1)自喷井结蜡周期短
高52井是长10的第一口井,也是第一口自喷井,自投产以来,由于受油井结蜡的影响,生产56 d后因结蜡严重,出现停喷现象,经热油熔蜡洗井措施后恢复正常生产。存在的问题是:由于热油熔蜡无法彻底清除油管内壁沉积的蜡晶,造成油井结蜡速度逐渐加快,结蜡停喷周期逐步缩短,最短的仅生产了12 d,而且频繁的热洗和热洗排量控制不当会对地层造成一定的伤害,因此需探索新的清蜡手段。
2)机采井结蜡严重段分为上下两段
通过对24口长10油井修井现场的跟踪,发现结蜡严重段分为两段,蜡质及硬度也不相同。井口200~400 m处结蜡严重,平均结蜡厚度2 mm,均匀黏附在抽油杆周围,上提抽油杆过程中容易脱落,蜡质均匀,呈片状;900~1 300 m处再次出现结蜡严重情况,平均结蜡厚度2~3 mm,蜡质黏稠,相对较硬,吸附在抽油杆上不易脱落。井筒结蜡图见图1。
1.2 原油、蜡样高压物性分析试验
现场对部分油井取油样和蜡样,通过实验室分析试验,得出长10油藏原油、蜡样的高压物性。
1)原油黏温曲线分析
从图2高平2原油黏温曲线图中可以看出,温度高于40 ℃时,原油黏度变化不大,曲线拐点不明显,由于轻质油的影响,使得黏温曲线的拐点不易观察,析蜡点的准确度不高,从黏温曲线图中可以看出析蜡点的温度范围大约在40~50 ℃之间。

图1 井筒结蜡图
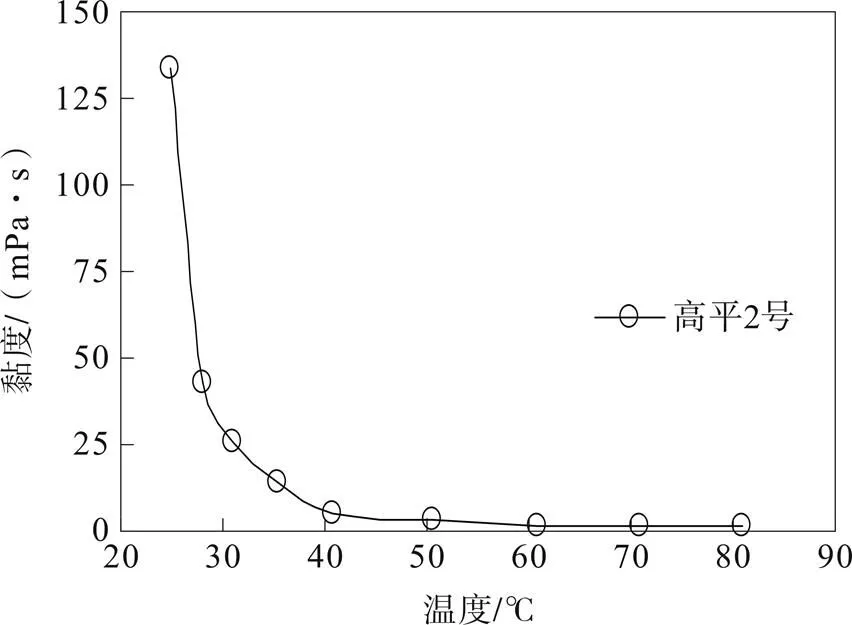
图2 高平2井黏温曲线
2)蜡质组分分析
高14-17、高14-19、高19-15蜡样碳数的分布范围在C16~C80之间,其中碳数大于C30的质量分数最大,在60%以上。
从表1高19-15井上下部蜡样碳数对比可以看出,高碳质量分数(碳数大于C30)含量高,异构烷烃含量高;在实验室进行熔化时,下部蜡样熔点远高于上部,下部蜡样熔化为液体的温度在120 ℃,而上部蜡样在85 ℃。这与现场结蜡的部位和清蜡的难易程度相符。

表1 高19-15上下部蜡样碳数对比
3)原油析蜡点分析
通过对长10层不同油气比、不同压力下含气原油析蜡点的测定,长10油藏原油的析蜡点在50 ℃以上;当地层压力降低到饱和压力点左右时,原油析蜡点出现“先降低后升高”的特点,而且随着地层压力的进一步降低,原油析蜡点的增加值相对越大,说明地层压力下降导致原油脱气严重会造成油井结蜡严重。
2 清防蜡工艺配套及效果分析
2.1 自喷井机械清蜡装置
应用机械清蜡工艺,每口自喷井各配套1套机械清蜡装置,每天进行两次刮蜡作业,刮蜡深度1 500 m左右,刮蜡后均能保证油井正常生产。高52使用机械清蜡前停喷周期30 d,使用后生产185 d未因结蜡停喷;高平2自投产采用机械清蜡,生产427 d未出现停喷现象。配套机械清蜡装置后有效解决了自喷井清蜡问题。
2.2 机采井清防蜡工艺配套
长10层机采井主要采取配套防蜡工具结合定期热洗的清防蜡措施。清防结合能有效地解决长10层结蜡严重的问题。目前现场主要采用的防蜡器有声波降黏防蜡器、防蜡防垢降黏增油器和空化防蜡器。
为了探索防蜡新工艺,现场应用两口油井王519和高15-19试验,安装电磁防蜡器后不采取热洗作业,根据修井作业时结蜡情况、抽油机载荷、电流和井组回压的变化评价防蜡器的效果。
原理:电传输至电磁转换部分后,电能转换成变化的电磁场在管线内向远处延伸,作用于流体后,可改变分子排列结构,防止蜡质析出、堆积,达到防蜡的目的。
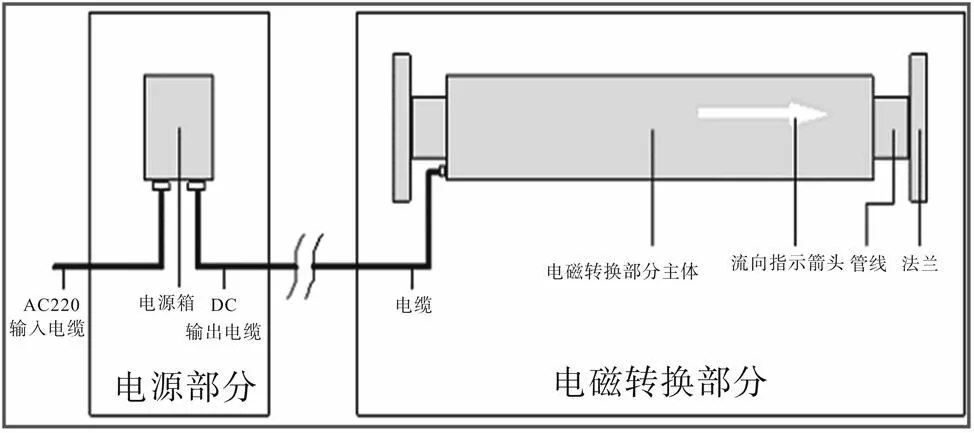
图3 电磁防蜡器结构示意图
应用效果:
A、安装前后油井结蜡缓解
王519安装电磁防蜡器前连续生产103 d未进行热洗作业,检泵时结蜡2~3 mm,安装地磁防蜡器正常生产227 d后因转注进行作业,生产期间未进行热洗,修井时发现上段未结蜡,下段在1 000~1 300 m结蜡1~2 mm。高15-19投产后连续生产71天检泵时未发现结蜡,安装电磁防蜡器后次正常生产306天,期间热洗1次,检泵作业时未发现结蜡现象(见表2)。

表2 电磁防蜡器安装前后油井结蜡情况统计表
B、安装前后井组回压、抽油机载荷和电流下降。
通过跟踪电磁防蜡器安装前后井组回压、抽油机载荷和电流,可以看出安装电磁防蜡器后井组回压、抽油机载荷和电流都有所下降(见表3)。
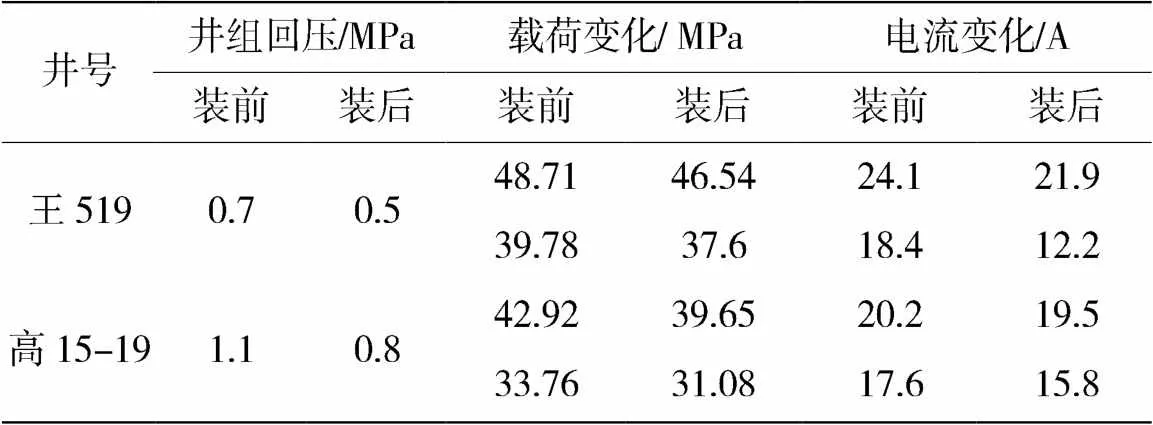
表3 井口电磁防蜡器应用效果统计表
3 开展热洗试验及热洗效果分析
3.1 清蜡试验对比
试验时选取生产动态和井筒状况相近的两口油井高19-18和高15-21分别用相同液量的热油和热水进行热洗。从热洗后抽油机载荷看,采用热油热洗的高19-18载荷呈下降趋势,高15-21热洗后第二天载荷下降明显,而后又上升。从两口井热洗前后电流看,高19-18热洗前后电流基本平稳,而高15-21热洗侯第一天下降而第二天升高,说明高19-18热洗效果优于高15-21。
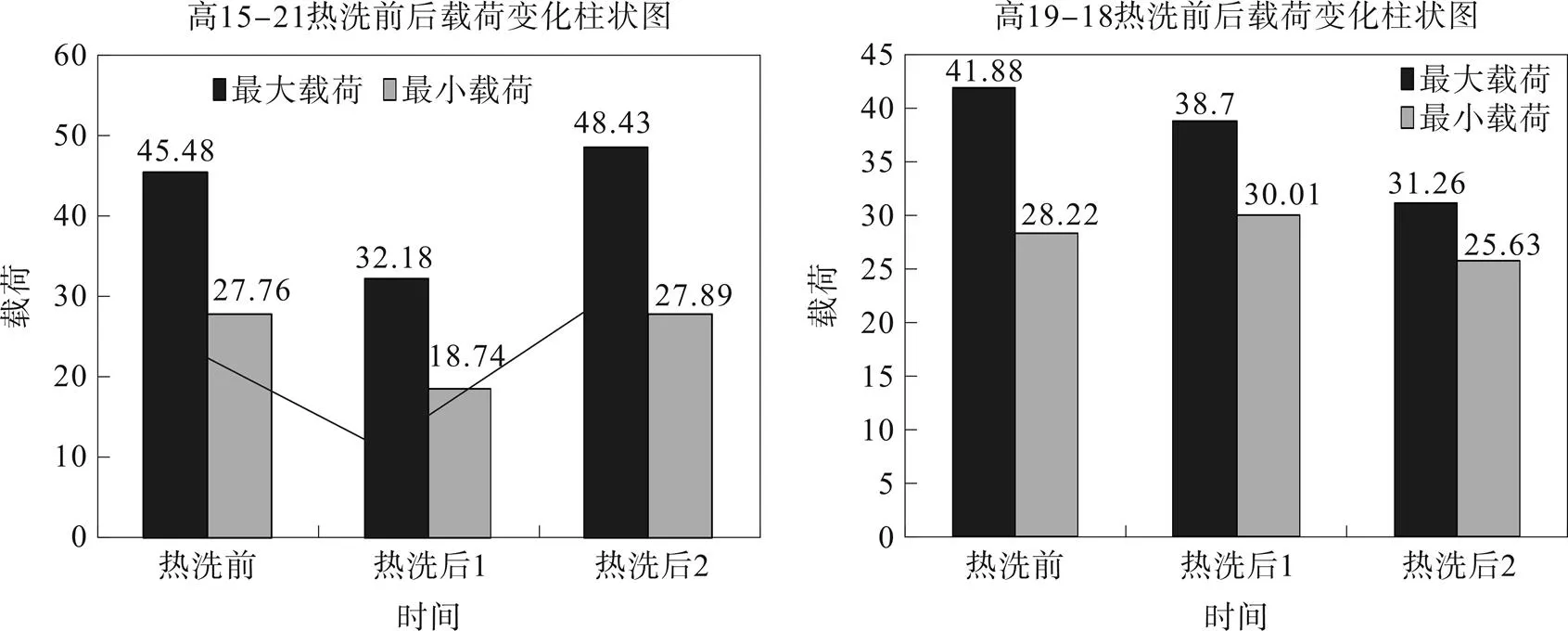
图4 高15-21、高19-18热洗前后载荷变化柱状图

表4 热洗前后电流统计表
3.2 热洗工艺优化
A、 热洗用液量计算
考虑结蜡位置、油套环空容积、泵吸入口位置和热损失。根据热洗液达到泵吸入口位置计算,长10油井平均泵深1 476 m ,并考虑热损失。热洗液量=0.007 9×(泵深+30 m)+热损失=12 m3+(2-3 m3)= 15 m3。
B、 热洗液选型
考虑因素1:考虑热洗后排液期的因素,为减少热洗后排液期对产量的影响,将排液期控制在2 d以内,因此选取日产液为8 m3油井为界限,预计热洗后排液期1.5 d以内。考虑因素2:考虑油井产量越高结蜡速度越快,因此对高产油井采用热油热洗。考虑因素3:考虑长10油井下部结蜡段在1 000左右,为了提高下部热洗效果,依据蜡在加热的原油中熔化效果好的现象,对动液面在1 000以上的油井选用热油热洗,对动液面在1 000 m以下产量小于8 m3的油井,考虑热损失小,采用热水热洗。
3.3 热洗效果分析
共热洗211井次,其中热油热洗114井次,热水热洗97井次。热洗后动态保持平稳,电流、载荷均下降。

表5 长10油井热洗效果统计表
4 结 论
1)长10油井原油含蜡量高,原油析蜡点高,同时受原油脱气和压力变化的影响,原油析蜡点进一步升高,导致油井下段结蜡。由于蜡样中微晶蜡含量高,井下防蜡工具和现场热洗效果均不明显。
2)电磁防蜡器能起到井筒防蜡,降低抽油机载荷、电流,降低井组回压的作用。但是由于电磁防蜡器防蜡范围有限,对井筒下段(1 000 m以下)起不到防蜡作用。
3)对比已修油井结蜡情况,应用“井下防蜡工具+热洗”清防蜡工艺,有效延长了油井的结蜡周期。
[1] 杨振迎,刘勇,冯昆明,等.吴旗油田侏罗系油藏清防蜡技术研究[J].石油化工应用,2015,34(09):76-79.
[2] 刘韵秋,郭小哲,孙宝龙.基于原油及蜡样实验的油井井筒结蜡规律综合分析[J].石油钻采工艺,2013,35(03):102-104.
[3] 高占虎,刘万明,张丽.太阳能电磁防蜡器在低渗透油田中的应用[J].科技创新与应用,2012(15):34-35.
[4] 牛彩云,黄伟,郭方元,等.A油田油井结蜡机理及清防蜡对策研究[J].内蒙古石油化工,2010,36(22):135-137.
[5] 王伟华,徐艳丽,龙永福.油田清防蜡技术研究与效果评价[J].石油化工应用,2010,29(07):87-90.
Research on Wax Deposition Law and Effect Analysis of Wax Removal and Control in Ansai Chang 10 Reservoir
,
(Changqing Cementing Company of CNPC Chuanqing Drilling Company, Xi’an Shaanxi 710000, China)
Combined with the present situation of wax deposition in Chang 10 reservoir of Ansai oilfield, the wax deposition law was studied from the investigation of wax deposition status and the high-pressure physical property analysis test of crude oil and wax samples. The wax removal effect was comprehensively analyzed through the matching of paraffin removal and prevention technology and the analysis of hot washing test and hot washing effect, and the effective wax control measures were finally determined.
Flowing well; Wax deposition; Hot washing; Wax removal and prevention effect
2020-10-24
白波(1983-),男,甘肃省庆阳市人,2020年毕业于中国石油大学石油工程专业,研究方向:固井、修井。
苏进科(1994-),男,研究方向:固井、修井。
TE358.2
A
1004-0935(2021)03-0406-04
猜你喜欢
石油钻采工艺(2022年1期)2022-07-06 06:30:10
石油与天然气化工(2021年3期)2021-06-28 06:33:46
化工进展(2020年10期)2020-10-20 02:12:46
石油研究(2020年3期)2020-07-10 03:25:28
石油研究(2019年14期)2019-12-28 06:58:33
科学与财富(2019年1期)2019-02-28 07:33:32
科技创新与应用(2018年1期)2018-01-19 23:49:51
中国新技术新产品(2014年5期)2014-08-04 03:51:22
油气田地面工程(2014年12期)2014-04-06 09:09:21
化工管理(2014年12期)2014-03-16 02:03:12