螺纹搅拌针直径对铝/钢填丝搅拌摩擦焊接头组织及性能的影响
2021-03-29 08:04:18韩世伟罗展蒋晓谭攀李小飞许惠斌
精密成形工程 2021年2期
韩世伟,罗展,蒋晓,谭攀,李小飞,许惠斌
应用技术
螺纹搅拌针直径对铝/钢填丝搅拌摩擦焊接头组织及性能的影响
韩世伟1,罗展1,蒋晓1,谭攀2,李小飞2,许惠斌2
(1. 重庆铁马工业集团有限公司,重庆 400050;2. 重庆理工大学 材料科学与工程学院,重庆 400054)
采用填丝搅拌摩擦焊方法,研究螺纹搅拌针直径对6061铝合金/304不锈钢搅拌摩擦焊接接头组织及性能的影响。通过使用3种不同直径的螺纹搅拌头,观察不同结构搅拌头对焊缝成形及接头微观形貌的演变规律,并对其进行力学性能测试,研究搅拌头结构对接头性能强化的影响。随着螺纹搅拌针直径由M4增加到M6,焊缝表面成形逐渐粗糙,同时在接头焊缝中易产生大尺寸钢屑;另外,随着螺纹搅拌针直径的增加,接头界面处容易生成HOOK缺陷,同时在界面附近区域易出现钢屑的聚集;接头的抗拉强度随螺纹搅拌针直径的增加,呈明显下降的趋势。当螺纹搅拌针直径为M4时,接头的抗拉性能达到最大值156 MPa。通过采用直径为M4的螺纹搅拌头,能够获得具有最优综合性能的接头。
螺纹搅拌针直径;异种金属;搅拌摩擦焊;铝硅焊丝
铝合金作为一种轻型材料,在飞机、汽车等领域中得到了广泛应用,可以减轻这些结构的重量从而提高其综合性能[1]。由于铝合金熔点较低、热传导系数大,在工程应用中若对其零件采用熔焊方法焊接,易产生裂纹、气孔等焊接缺陷;同时较高的熔焊温度会导致铝合金力学性能较低,故铝合金的连接多采用机械连接,但是在一些连接密闭容器及永久连接的构件方面,焊接这一连接方式是迫切需要的。
不锈钢因其高强度、易加工、良好的耐腐蚀性等优异性能,在船舶、汽车、航空等行业有重要地位,被广泛应用,因此铝钢金属的综合应用有重要意义,可以同时满足材料轻量化及接头良好的承载能力。铝合金与不锈钢的连接方式主要有焊接和机械连接[2]。由于铝钢之间物理性能差异较大,铝钢的焊接性比较差,对于一般的焊接方法,铝合金与不锈钢的焊接受到一定的限制。采用搅拌摩擦焊接铝钢具有广阔的应用前景[3—8]。
搅拌摩擦焊是一项新型的固相焊接技术,于1991年在英国焊接研究所问世,其焊接过程的热输入较低,减小了组织的粗化,因而焊接接头具有较高的强度和韧性[9—14]。相比传统焊接方法而言,在搅拌摩擦焊的焊接过程中,母材金属不会熔化,只是部分金属达到塑性状态,具有一定的流动性;焊前准备也相对简单,焊接过程中没有飞溅、弧光等危害,在优良的焊接参数下也很少有气孔和裂纹等缺陷[15—20]。
搅拌摩擦焊工艺参数包括搅拌头形状、转速、焊接速度等,其中搅拌头是搅拌摩擦焊的核心。文中研究螺纹搅拌针直径对添加铝硅焊丝的6061铝合金与304不锈钢搅拌摩擦焊接接头形貌及力学性能的影响。
1 试验
选用304不锈钢和6061铝合金作为被焊母材,通过机械加工制备为80 mm×45 mm×3 mm的板材,其化学成分如表1—2所示;Al-5%Si焊丝选用规格为85 mm×3.5 mm×0.3 mm,其化学成分如表3所示。
表1 304不锈钢的化学成分(质量分数)

Tab.1 Chemical composition of 304 stainless steel (mass fraction) %
表2 6061铝合金的化学成分(质量分数)

Tab.2 Chemical composition of 6061 aluminum alloy (mass fraction) %
表3 Al-5%Si带状焊丝的化学成分(质量分数)

Tab.3 Chemical composition of Al-5%Si ribbon welding wire (mass fraction) %
铝/钢填丝搅拌摩擦焊示意图如图1所示。选用H13模具钢作为搅拌头材料,轴肩设计为内凹状,直径为15 mm,搅拌针设计为圆柱带螺纹,针长为2.7 mm,焊接转速为660 r/min,焊接速度为44 mm/min,向钢侧偏移量为0.4 mm,压入量为0.35 mm。
焊后沿焊缝垂直方向上截取接头横截面,用扫描电镜(SEM)等分析接头内部成形及各个区域的微观组织。按照GB/T 2651—2008,采用电火花数控线切割机将接头切成标准试件如图2所示,在WDW- 6000C型万能试验机上进行测试,拉伸试验速率为1.5 mm/min,每组参数至少选用3个焊接试件,在相应位置截取拉伸试样并进行力学性能检测。

图1 铝/钢填丝搅拌摩擦焊示意图
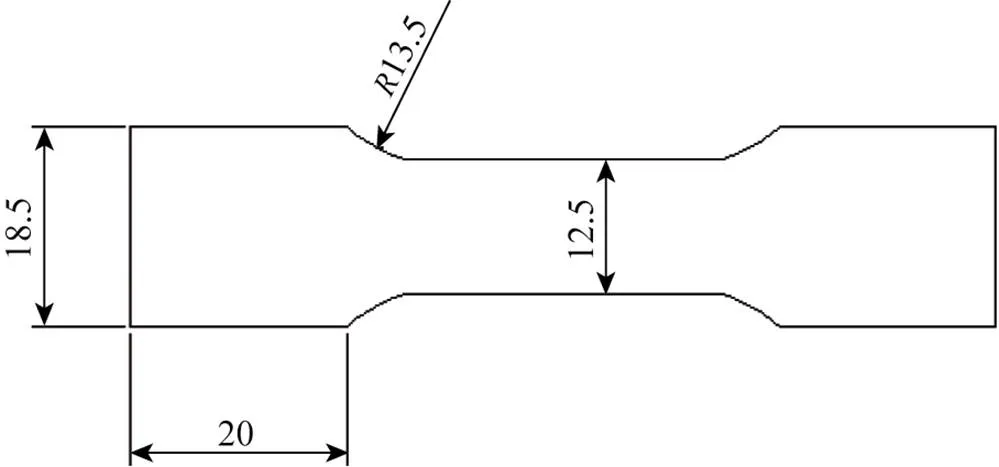
图2 拉伸标准件
2 结果与讨论
2.1 焊缝表面形貌
螺纹搅拌针直径为M4,M5,M6时焊接接头的焊缝表面形貌见图3,可以发现,螺纹搅拌针直径为4 mm和5 mm时,焊缝成形中有较多的金属毛刺;螺纹搅拌针直径为6 mm时,表面有沟槽出现,焊缝成形较为粗糙。

图3 不同螺纹搅拌针直径的接头焊缝成形
2.2 焊缝横截面形貌
不同螺纹搅拌针直径对应的接头横截面形貌如图4所示。由图4a可知,接头横截面形貌中无明显缺陷,焊缝中有少量的钢屑存在,无明显孔洞,界面较为平直;由图4b可知,较多数量的大尺寸钢屑分布在接头焊缝中;同时,在接头界面处生成了HOOK沟形貌,在一定程度上,生成HOOK有利于实现接头的“机械咬合”,以及提高接头的力学性能。图4b中HOOK沟弯曲程度较大,超过正常弯曲范围,易于产生裂纹源,影响接头的力学性能[23]。由图4c可知,焊缝焊核区存在明显的孔洞缺陷,同时出现大尺寸条状钢屑,容易形成焊缝孔洞缺陷。综上可知,随着螺纹搅拌针直径的增加,在焊缝处容易出现大尺寸的尖状、条形钢屑和孔洞等缺陷。

图4 不同螺纹搅拌针直径的接头横截面形貌
2.3 接头界面形貌分析
图5为不同螺纹搅拌针直径的接头微观形貌。由图5a可知,通过使用M4搅拌头,获得的接头界面钢屑的数量较少,界面结合较好,无孔洞等缺陷出现;由图5b可知,在接头近界面区存在钢屑聚集区域,其中该区域内的钢屑尺寸较大;此外,在界面处发现存在界面分层现象,有一层未被完全剥离的钢基体母材仍然依附在界面处,裂纹易于在此处扩展。M6搅拌头接头铝/钢界面处也有钢屑分布,接头容易出现孔洞缺陷。
对不同螺纹搅拌针直径的接头界面观察发现,螺纹直径为M4的搅拌头接头界面如图6a所示,界面连接较为良好,界面较为平直;螺纹直径为M5的搅拌头接头界面如图6b所示,近界面存在大尺寸钢屑;螺纹直径为M6的搅拌头接头界面如图6c所示,焊缝中存在大尺寸条块状钢屑依附于界面处。

图5 不同螺纹搅拌针直径的接头界面SEM图(×100)

图6 不同螺纹搅拌针直径的接头界面SEM(×1000)
2.3 接头力学性能分析
对6061铝合金与304不锈钢异种金属搅拌摩擦焊焊接接头进行拉伸强度测试,如图7所示。分析发现,随着搅拌针直径的增大,接头的抗拉强度先由156 MPa缓慢下降至153.7 MPa,而后接头抗拉强度大幅下降至138.1 MPa。通过对抗拉强度进行分析,发现螺纹搅拌针直径增加时,界面易出现大尺寸未被剥离的钢屑以及孔洞等缺陷,由于搅拌摩擦焊的焊接温度较低,大尺寸钢屑与铝合金焊缝金属的冶金结合效果较差,容易导致夹杂缺陷,从而影响了接头强度的提升。

图7 不同螺纹搅拌针直径焊接接头的平均抗拉强度
3 结论
采用搅拌摩擦焊方法对6061铝合金与304不锈钢异种金属进行焊接,研究螺纹搅拌针直径对异种金属接头力学性能的影响。通过对焊缝表面形貌和接头微观形貌以及接头抗拉强度进行分析,得出如下结论。
1)当螺纹搅拌针直径增加到M6时,焊缝表面较为粗糙且铝/钢界面不分明。同时,接头焊缝中易生成大尺寸钢屑并呈聚集态分布,易生成明显的孔洞缺陷。
2)随着螺纹搅拌针直径增加,接头界面易生成HOOK缺陷,界面附近存在钢屑聚集的现象。
3)接头力学性能试验结果表明,随着螺纹搅拌针直径的增加,接头平均抗拉强度呈现明显的下降趋势。当螺纹搅拌针直径为M4时,接头抗拉强度达到最大值,即156 MPa。
[1] 黄永宪, 黄体方, 万龙. 铝/钢异种材料搅拌摩擦焊研究进展[J]. 精密成形工程, 2018, 10(1): 23—30. HUANG Yong-xian, HUANG Ti-fang, WAN Long. Research Progress of Dissimilar Friction Stir Welding between Aluminium and Steel[J]. Journal of Netshape Forming Engineering, 2018, 10(1): 23—30.
[2] HASSAN K A A, NORMAN A F, PRICE D A, et al. Stability of Nugget Zone Grain Structures in High Strength Al-alloy Friction Stir Welds during Solution Treatment[J]. Acta Materialia 2003, 51(7): 1923—1936.
[3] 王文, 王快社, 张小龙. 不锈钢搅拌摩擦焊接研究进展[J]. 热加工工艺, 2008, 37(11): 104—106. WANG Wen, WANG Kuai-she, ZHANG Xiao-long. Review of Studies on Friction Stir Welding for Stainless Steels[J]. Hot Working Technology, 2008, 37(11): 104—106.
[4] 魏艳妮, 李京龙, 熊江涛, 等. 铝/钢异种金属搅拌摩擦焊及其研究进展[J]. 精密成形工程, 2015, 7(5): 34—39. WEI Yan-ni, LI Jing-long, XIONG Jiang-tao, et al. Research Status on Friction Stir Welding of Aluminum/Steel Dissimilar Metals[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 34—39.
[5] 牛鹏亮, 李文亚. 搅拌摩擦焊残余应力研究现状及展望[J]. 精密成形工程, 2015, 7(5): 1—6. NIU Peng-liang, LI Wen-ya. Present Study and Prospect of Friction Stir Welding Residual Stress[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 1—6.
[6] 李程锦, 王陆钊, 刘其鹏, 等. 搅拌头几何参数及倾角对搅拌摩擦焊接质量影响的数值分析[J]. 大连交通大学学报, 2017, 38(5): 70—74. LI Cheng-jin, WANG Lu-zhao, LIU Qi-peng, et al. Numerical Analysis of Tool Geometric Parameters and Tilted Angle Impact on Quality of FSW[J]. Journal of Dalian Jiaoda University, 2017, 38(5): 70—74.
[7] SUHUDDIN U F H, FISCHER V, KOSTKA A, et al. Microstructure Evolution in Refill Friction Stir Spot Weld of a Dissimilar Al-Mg Alloy to Zn-Coated Steel[J]. Science and Technology of Welding and Joining, 2017: 1—8.
[8] PATTERSON E E, HOVANSKI Y, FIELD D P. Microstructural Characterization of Friction Stir Welded Aluminum-Steel Joints[J]. Metallurgical and Materials Transactions A, 2016, 47(6): 2815—2829.
[9] 谢吉林, 尹立孟, 张体明, 等. 工艺参数对Al-Mg异种金属搅拌摩擦焊-钎焊复合焊接接头力学性能的影响[J]. 精密成形工程, 2019, 11(4): 147—152. XIE Ji-lin, YI Li-meng, ZHANG Ti-ming, et al. Effect of Welding Parameters on the Mechanical Properties of Friction Stir Welding-brazing Hybrid Joints Between Al and Mg Dissimilar Alloys[J]. Journal of Netshape Forming Engineering, 2019, 11(4): 147—152.
[10] 孙舒蕾, 张会杰, 赵晟伟, 等. 搅拌摩擦焊焊缝表面凹陷现象控制方法研究现状[J]. 精密成形工程, 2019, 11(3): 138—143. SUN Shu-lei, ZHANG Hui-jie, ZHAO Sheng-wei, et al. Methods for Controlling the Surface Trench of Friction Stir Welding[J]. Journal of Netshape Forming Engineering, 2019, 11(3): 138—143.
[11] 江周明, 毛育青, 陈玉华, 等. 焊接速度对Mg/Cu异种合金搅拌摩擦焊接接头成形的影响[J]. 精密成形工程, 2018, 10(5): 45—49. JIANG Zhou-ming, MAO Yu-qing, CHEN Yu-hua, et al. Effect of Welding Speed on Friction Stir Welded Mg/Cu Dissimilar Metal Alloy Joints[J]. Journal of Netshape Forming Engineering, 2018, 10(5): 45—49.
[12] 王希靖, 邓向斌, 王磊. Q235钢板与6082铝合金搅拌摩擦焊工艺[J]. 焊接学报, 2016, 37(1): 99—102.WANG Xi-jing, DENG Xiang-bin, WANG Lei. Friction Stir Welding of Q235 Steel Plate and 6082 Aluminum Alloy[J]. Transactions of the China Welding Institution, 2016, 37(1): 99—102.
[13] 高杰, 王娟, 李亚江. 异种钢的焊接研究现状[J]. 精密成形工程, 2017, 9(5): 83—89. GAO Jie, WANG Juan, LI Ya-jiang. Study on the Welding of Dissimilar Steel[J]. Journal of Netshape Forming Engineering, 2017, 9(5): 83—89.
[14] LIU X, LAN S, NI J. Analysis of Process Parameters Effects on Friction Stir Welding of Dissimilar Aluminum Alloy to Advanced High Strength Steel[J]. Materials and Design, 2014, 59(6): 50—62.
[15] 郭伟强. 铝/钢搅拌摩擦搭接接头力学性能及组织特征研究[D]. 哈尔滨: 哈尔滨工业大学, 2014.GUO Wei-qiang. The Study on Mechanical Properties and Microstructural Characteristics of Al & Steel FSW Lap Joint[D]. Harbin: Harbin Institute of Technology, 2014.
[16] 万龙. 铝/钢搅拌摩擦搭接强流变作用下界面行为及力学性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2015.WAN Long. Interface of Severe Plastic Deformation on Interfacial Behavior and Mechanical Properties of Al/Steel Friction Sir Lap Joint[D]. Harbin: Harbin Institute of Technology, 2015.
[17] LEITAO C, ARRUTI E, ALDANONDO E, et al. Aluminum-Steel Lap Joining by Multipass Friction Stir Welding[J]. Materials and Design, 2016, 106: 153— 160.
[18] FEREIDUNI E, MOVAHEDI M, KOKABI A H. Aluminum/Steel Joints Made by an Alternative Friction Stir Spot Welding Process[J]. Journal of Materials Processing Technology, 2015, 224: 1—10.
[19] DONG H, CHEN S, SONG Y, et al. Refilled Friction Stir Spot Welding of Aluminum Alloy to Galvanized Steel Sheets[J]. Materials and Design, 2016, 94: 457—466.
[20] HESSEL S B, GUILHERME Z, CLAUDEMIRO B, et al. Refill Friction Stir Spot Welding of AA6082-T6 Alloy: Hook Defect Formation and Its Influence on the Mechanical Properties and Fracture Behavior[J]. Materials Science & Engineering A, 2019: 773.
Effect of Diameter of Thread Stirring Pin on Microstructure and Properties of Friction Stir Welded Joint of Al/Steel with Interlayer
HAN Shi-wei1, LUO Zhan1, JIANG Xiao1, TAN Pan2, LI Xiao-fei2, XU Hui-bin2
(1. Chongqing Tiema Industry Group Co., Ltd., Chongqing 400050, China; 2. School of Materials Science and Engineering, Chongqing University of Technology, Chongqing 400054, China)
The work aims to study the effect of the diameter of thread stirring pin on the microstructure and properties of 6061 aluminum alloy/304 stainless steel friction stir welding joint through wire filling friction stir welding. By using thread stirring heads of three kinds of different diameter, the evolution law of weld formation and joint micro morphology was observed, and the mechanical properties were tested to study the influence of the structure of stirring head on the joint performance strengthening. When the diameter of the thread stirring needle increased from M4 to M6, the weld surface became rough gradually, and large-scale steel chips were likely to be produced in the joint weld; In addition, with the increase of the diameter of the thread stirring pin, hook defects were likely to form at the joint interface, and steel chips were likely to gather in the area near the interface; Therefore, the tensile strength of the joint decreased with the increase of the diameter of the thread stirring pin. When the diameter of the thread stirring needle was M4, the tensile strength of the joint reached the maximum value of 156 MPa. Through the use of M4 diameter thread stirring head, the joint with the best comprehensive performance can be obtained.
diameter of diameter of thread stirring pin; dissimilar metals; friction stir welding; Al-Si fill metal
10.3969/j.issn.1674-6457.2021.02.018
TG456.9
A
1674-6457(2021)02-0111-05
2020-09-29
重庆市自然科学基金(cstc2018jcyjAX0705);重庆市重点产业共性关键技术创新专项(cstc2015zdcy- ztzx600100);重庆市高校创新研究群体(CXQT20023);重庆英才·创新创业领军人才计划(CQYC201903051);重庆理工大学研究生创新项目(ycx20192038)
韩世伟(1976—),男,高级工程师,主要研究方向为焊接自动化和异种金属连接及工程应用。
许惠斌(1971—),男,教授,硕导,主要研究方向为异种金属的搅拌摩擦焊和特种钎焊技术。
猜你喜欢
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2018年9期)2018-09-19 06:48:36
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
滇池(2017年5期)2017-05-19 03:23:19
焊接(2016年1期)2016-02-27 12:59:14
中国塑料(2015年9期)2015-10-14 01:12:34
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29