
柴油发动机活塞卡簧装配设备的研制
2021-03-26 05:43:36于明辉田志远
组合机床与自动化加工技术 2021年3期
于明辉,田志远
(1.滨州渤海活塞有限公司,山东 滨州 256600;2.山东省发动机活塞摩擦副重点实验室,山东 滨州 256600)
0 引言
在发动机内部,燃烧室活塞与连杆的连接方式是由活塞销同时穿过活塞销孔与连杆小头孔来固定的,而活塞销两端则是由卡簧来固定的,卡簧装配的好坏会直接影响到活塞与连杆的连接。目前柴油机卡簧装配大多以手动装配和半自动装配为主,这样的装配方式具有两个弊端:一是效率低,二是装配质量不稳定。在人工操作安装卡簧时因人为地控制卡簧夹紧与释放时机,很容易造成销孔内的划伤,销孔内有划伤的话,轻则导致活塞销装配卡顿,重则会导致活塞销在工作过程中抱死等严重情况发生;部分全自动活塞卡簧装配设备由于其柔性差,不能适应多品种的卡簧装配,因此没有得到广泛的应用。研发一种高柔性柴油机全自动活塞卡簧装配设备,可解决全自动活塞卡簧装配设备适用多种卡簧装配的难题。
1 设备构造
该设备采用料仓自动取料,将卡簧夹紧放入的方式进行装配。其整体主要包括:活塞定位、卡簧料仓、装卡簧、控制等4部分。设备床身由铝型材组装而成,下方有减震块连接,在降低设备整体重量的同时,易于搬运。如图1~图2所示,其能够适应φ60 mm~φ100 mm缸径的活塞卡簧装配。

图1 设备结构示意图 图2 现场设备使用图
(1)活塞定位部分由定位气缸、卡簧定位棒、活塞定位工装及部分附件组成。如图3所示,尼龙棒固定到定位气缸上,通过气缸的进退进行穿孔定位;活塞放置在定位工装上面,由定位气缸控制的尼龙定位棒推进,在穿过活塞销孔后退回,完成活塞的定位。活塞定位部分是全自动活塞卡簧装配设备运行的关键,气缸、尼龙棒以及活塞止口定位工装的同轴精度直接影响卡簧装配的质量。

图3 活塞定位导向机构图
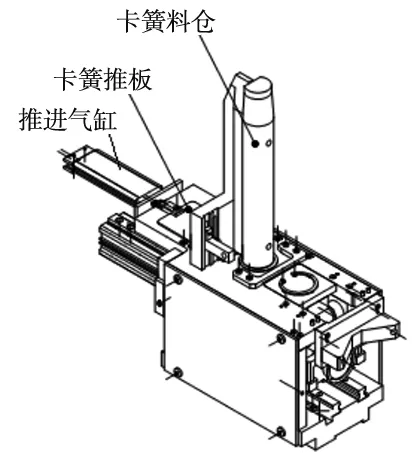
图4 卡簧储料及推送机构图
(2)卡簧料仓如图4所示,料仓按照使用卡簧的尺寸定制,由卡簧存储料仓、卡簧推板、推进气缸及附件组成。操作人员可直接上料,推板的刚性与耐磨性极其重要,在不断进退摩擦中容易磨损导致间隙过大,影响装配效果。推板设计厚度与卡簧厚度相同,使得推板能够完全将卡簧从料仓底部平稳推出,同时又不会使料仓中的卡簧掉落,推出的卡簧受到待装配区上磁力吸附,达到卡簧料仓推送出仓的目的。
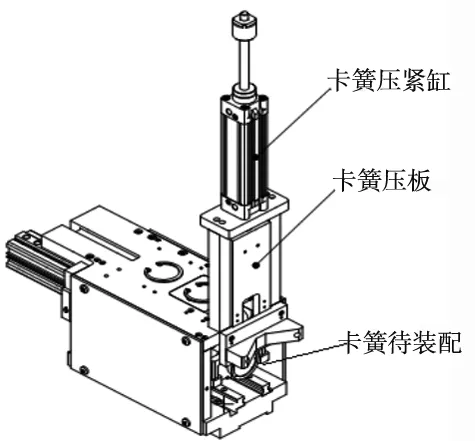
图5 装卡簧部分机构图
(3)装卡簧部分是由气缸驱动,卡簧压紧缸驱动卡簧压板将吸附卡簧的工装翻转压紧到卡簧装配位置,再由卡簧装配位置气动夹爪夹紧后推送至活塞销孔内部卡簧槽位置。气动夹爪能够柔性的夹紧卡簧,使卡簧能够无触碰销孔内壁,推送至销孔槽处,然后缓慢放开卡簧释放压力,将压力完全释放到卡簧槽内部,如图5所示。
(4)控制部分由操作面板及按钮组成,可以控制手动方式下的各个动作,如手动活塞定位、手动卡簧夹紧、手动卡簧翻转、手动推卡簧等手动动作;控制面板配有自动按钮,在自动模式下,设备自动运行,循环装配卡簧动作如图6所示。

图6 控制系统面板图
2 设备工作原理
全自动活塞卡簧装配设备采用步进循环装配方式,定位部分在卡簧装配之前将活塞销孔调整,同轴于装配工装;料仓部分存放卡簧并将卡簧顺利推出至装配等待位;装卡簧部分由夹爪气缸与推进气缸的相互配合,根据活塞型号确定推进行程,使卡簧准确放入活塞销孔卡簧槽中;控制部分的设计考虑操作者的安全、舒适等因素,安装在工作台上装配区域外,如果出现意外情况能够及时正确地处理。此设备的工作原理及工作过程如图7所示。
全自动活塞卡簧装配设备各工序的配合需要行程定位感应开关传送信号,上工序与下工序由控制系统行程互锁反应,在上一工序未完成之前下一工序无法动作,这不但确保了卡簧工序的顺序性还能保证操作者的安全性。因为卡簧夹取时会产生应力,在夹爪松开时使用缓冲气缸释放卡簧进入卡簧槽的张力。

图7 全自动活塞卡簧装配设备工作原理图
3 控制系统
全自动活塞卡簧装配设备控制系统包括高压与低压两部分,电气柜引入220V交流电源,采用交变直的电气元件,将交流电转换为24V直流电源,直流电源将用于控制系统欧姆龙控制器以及各个气缸的继电器使用电源。
活塞卡簧的装配主要有手动、半自动、自动三种模式,可以满足不同用户的需求。装卡簧的动力主要是由气缸来提供,气缸的运动方向由双电控电磁阀来控制。以活塞工件定位为例,气缸进电磁阀接到PLC的24V信号,电磁阀线圈带电产生磁场,吸附气缸接通铜片。触点接触后气阀电路导通,高压气体进入气缸内使得气缸推进动作,其气动原理图如图8所示。

图8 气缸气动原理图
整个设备在工作过程中,气缸的工作状态由磁性开关与接近开关的反馈信号来进行实时监控,并将反馈信号传送给上位机,上位机根据信号状态控制气缸动作。
4 实践与应用
为了进一步验证设备的实用性,通过操作面板进行单工位、单步骤手动操作,图9为活塞定位杆定位时的状态,气缸连接尼龙棒准确推入活塞销孔,完成定位工序。图10是设备卡簧装配部分,其整体工装与活塞定位部分安装在同一个工作台面,并且中心轴线相对。工作台面留有备用开孔,以便后期的设备改进。

图9 活塞定位杆定位状态 图10 设备装卡簧部分工装
5 总结
全自动活塞卡簧装配设备可以实现不同外径的活塞卡簧装配任务,更换产品时,仅需要更换必要的工装即可。其结构相对紧凑,操作方便,不但减轻了操作人员的劳动强度,而且提高了工作效率,使得装配效率及质量得到大幅度的提升,在行业内为自动化装配领域后续科研实践提供可靠的理论依据。
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
建筑机械化(2021年9期)2021-09-30 08:52:08
汽车实用技术(2021年8期)2021-05-17 15:06:02
机械管理开发(2020年2期)2020-04-16 02:47:34
铁路技术创新(2019年2期)2019-06-18 07:21:04
小学生导刊(2017年17期)2017-05-17 05:44:16
光学精密工程(2016年6期)2016-11-07 09:07:41
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
