
5CrNiMo钢齿轮热锻模具的热处理工艺研究
2021-03-26 02:37:28焦何生
金属加工(热加工) 2021年3期
焦何生
济钢集团有限公司 山东济南 250101
1 序言
5CrNiMo钢热锻模造价高、用量大,因此提高其使用寿命具有重要的经济价值。影响模具使用寿命的因素很多,最主要的是模具的热处理质量与模具材料的选择。本文通过分析总结影响模具热处理质量的有关因素,为满足某公司生产组织需要,设计与制定模具的生产组织方案,科学合理确定模具的选材、模具的热处理工艺参数等,达到满足综合力学性能的要求。
2 模具的选材和失效原因分析
2.1 工件材料和性能要求
某公司拟生产小批量中间常啮合齿轮,为提高生产效率,保证产品质量,制定了用热模锻压力机设备和5CrNiMo钢制造模具(见图1)的生产方案[1]。设计锻模高度336mm,模面硬度38HRC,尾部硬度32HRC,锻模重量3t[2]。
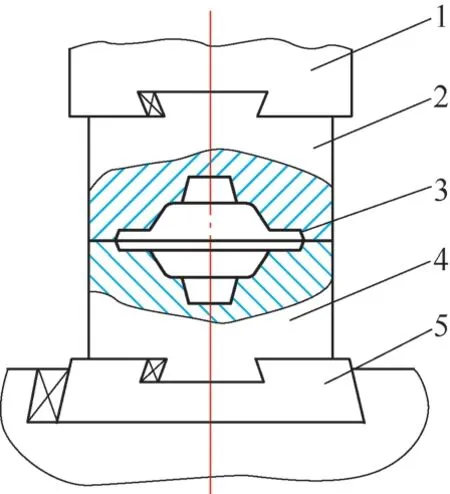
图1 热锻模平面图
5CrNiMo钢为合金元素含量较低的合金工具钢。该钢具有良好的韧度、强度和耐磨性。它在室温和500~600℃时的力学性能几乎相同。在加热到500℃时,仍能保持300HBW以上的硬度。由于钢中含有钼,因而对回火脆性不敏感。从600℃缓慢冷却下来以后,冲击韧度稍有降低。5CrNiMo钢有良好的淬透性。此钢广泛用来制造各种类型的大中型锻模。且此钢易形成白点,需严格控制冶炼工艺及锻轧后的冷却工艺制度[3]。选用炉号为019-0147,5CrNiMo热锻模具钢的化学成分见表1。

表1 5CrNiMo钢的化学成分(质量分数) (%)

表2 模具失效原因的统计百分比 (%)
2.2 模具的失效原因分析
模具质量的好坏,特别是使用寿命,在很大程度上决定于制造材料的最佳选用和热处理的质量好坏。通过对模具失效的原因进行统计,得出的数据见表2。从表2中可以看出,因模具热处理问题造成的失效占整个失效原因的50%。模具热处理几乎又是模具加工工艺过程中的最终工序。若热处理不良造成报废,则将 “前功尽弃”。
3 模具的热处理工艺参数[4]
5CrNiMo钢锻模在使用过程中承受复杂的应力,因而形状复杂的锻模,必须具有尽可能均匀的组织和性能,而冶金厂供给的钢材具有纤维组织,其各项性能不同。为了消除钢坯纤维的方向性,使其性能尽可能地一致,并获得所需要的尺寸,必须进行锻造。锻造后必须缓冷以防止产生“白点”。具有白点的钢材,其纵向抗拉强度与弹性极限降低得并不多,但伸长率则显著降低,尤其是截面收缩率与冲击韧度降低得更多,有时可能接近于零,且这种钢材的横向力学性能又比纵向的低得更多。因此,具有白点的钢材一般是不能使用的。
3.1 热锻模钢的退火
5CrNiMo钢毛坯经锻造后,为了消除锻造时所产生的内应力并细化晶粒,得到均匀的组织(铁素体+珠光体),以及为了降低硬度以改善切削加工性能,锻坯必须进行退火处理。
3.2 热锻模钢的调质
为了消除锻模在机械加工的加工应力,并且避免因急剧加热而产生的热应力,装炉后,通常在600~650℃下进行预热。从预热温度升至淬火温度,所需最短保温时间:
式中a——系数(min/mm),采用盐浴炉时a=0.4min/mm;
h——模具高度(mm)。
而此模具高度为3 6 5 m m,由上式计算得τ≈2.5h,淬火加热保温时间6h,因为锻模钢的奥氏体比较稳定,为了减少锻模冷却过程中所产生的热应力,减少模具的变形和开裂,将出炉的锻模在空气中预冷至≤780℃。模具淬入油中约5min后,将尾部提出油面,停留数分钟,使燕尾温度回升,待油迹烧干,再浸入油中,3~5min后再提出,如此反复3~5次,待整个模具冷至150℃左右时提出,然后立即转入回火。
为了消除因淬火而产生的内应力,降低淬火后的硬度,增加韧性,得到均匀的屈氏体组织,锻模必须立即进行回火,回火在箱式炉中进行,根据工艺原则,大型锻模需保温5~6h。其具体的热处理工艺(退火、调质)曲线如图2所示。
3.3 模具的燕尾回火
为了增加锻模的使用寿命,特别是为了防止磨损锤头和折断锤杆,规定锻模燕尾硬度应低于工作型面的硬度,因此模具需进行燕尾回火。盐浴炉加热回火,锻模淬火、回火后,其燕尾的回火置于低温盐浴炉中进行。对于大中型模具,燕尾需加热至620~650℃,硬度达到286~321HBW(30.5~35HRC)。至于加热时间,一般根据锻模工作面的回火颜色决定。当工作面的颜色是蓝灰色甚至是灰色时(此时工作面部分已达400℃左右),即停止加热。燕尾加热后可油冷。为了减少热应力,油冷至约100℃后提出空冷。燕尾经处理后,可得到均匀的索氏体组织。
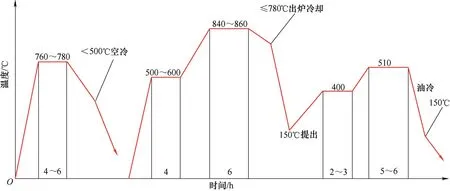
图2 5CrNiMo钢的热处理工艺曲线
4 结束语
1)模具经淬火、回火后,用机动砂轮及砂纸将需要检查硬度处磨光(磨入表面深度0.30~0.50mm),用经校对过的洛氏硬度计检查工作表面及燕尾的硬度,模面平均硬度为39HRC,尾部平均硬度为32.5HRC,抗拉强度为1360MPa,达到了力学性能要求。
2)模具热处理是保证模具性能的重要工艺过程,对模具的制造精度、强度、工作寿命及制造成本等有着直接的影响。热锻模经过加工工艺路线:退火→成形加工→淬火、回火→精加工(修型、抛光),能满足其硬度的要求,也能使其具有一定的耐热疲劳性。
猜你喜欢
发明与创新·小学生(2023年11期)2023-11-02 16:04:31
东方企业家(2022年9期)2022-11-25 15:37:05
模具制造(2022年6期)2022-07-26 05:29:44
快乐作文(5.6年级)(2021年11期)2021-12-17 02:26:33
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:50
金属加工(热加工)(2020年11期)2020-11-25 04:27:28
北京航空航天大学学报(2020年10期)2020-11-14 09:26:04
中华民居(2020年4期)2020-09-21 06:31:26
兵器装备工程学报(2018年3期)2018-04-04 02:07:18
精密成形工程(2014年6期)2014-12-31 11:48:48
