
基于AS/NZS 1554.1澳洲标准的焊接工艺评定分析
2021-03-20 05:12:22苗中杰武胜圈白小波许庆伟
建筑机械化 2021年2期
苗中杰,武胜圈,白小波,许庆伟
(中铁工程装备集团有限公司,河南 郑州 450016)
焊接工艺评定是为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价,是保证质量的重要手段,为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。针对出口澳大利亚项目,为满足结构件焊接生产质量和客户需求,企业依据AS/NZS 1554.1-2014 进行了焊接工艺评定,顺利取得了国际认证机构的相关认证证书,最终通过了澳大利亚客户和监理公司的验收。澳标焊接工艺评定要求与欧标和美标、国标的要求有所不同,目前我国制定澳标焊接工艺评定的企业不多,本文对澳标焊接工艺评定方法进行了分析和整理,为焊接工程师在焊接工艺评定策划和焊接工艺规程编制时提供一种参考。
1 预焊接工艺评定策划
1.1 适用范围选择
1)AS/NZS 1554.1 标准限用于指定最低屈服强度不超过500MPa 的母材的焊接,适用于手工电弧焊、熔化极气体保护电弧焊、钨极气体保护焊、药芯焊丝电弧焊等焊接方法。
2)AS/NZS 1554.1 标准中焊接类型分为GP(通用用途)和SP(结构用途),GP 一般用于承受静态荷载的焊接件,SP 一般用于承受动态荷载的焊接件;SP 焊接工艺评定要求高于GP,SP 焊接类型焊接工艺评定可覆盖GP 焊接类型,所以针对承受动载荷的焊接件通常建议采用SP 焊接类型进行焊接工艺评定。
1.2 焊接方法及焊接材料选用
出口产品原材料和焊接材料采用国内标准时,应得到业主认可并合同中约定。企业出口澳大利亚产品焊接件原材料主要为舞钢生产的Q355ND(GB/T 1591-2018),母材的最低屈服强度不超过500MPa,主要焊接方法为二氧化碳气体保护焊。在做焊接工艺评定时,参照AS/NZS 1554.1-2014 标准,焊接材料应该与钢的类型等强匹配的原则,通过对钢板成分的分析和碳当量的计算,最终选定ER50-6 等级的焊材。
1.3 母材厚度
参 照AS/NZS 1554.1-2014 标 准,对 于完全熔透对焊和不完全熔透对焊,试件厚度小于36mm 时,厚度认可范围为测试材料板厚的0.5~2 倍;试件厚度不小于36mm 时,厚度认可范围没有上限。根据产品结构,我公司分别采用20mm、40mm 厚的材料进行焊接工艺评定,覆盖材料厚度≥10mm。
对于角焊,角焊缝程序合格评定应根据角焊缝尺寸而不是根据材料厚度,单道角焊合格评定认可不大于合格评定焊缝厚度的角焊;多道角焊合格评定认可多道角焊。
对接和角接认可范围详见表1 和表2。AS/NZS 1554.1-2014 标准试件厚度覆盖范围大于ISO 15614-1 标准。

表1 完全熔透对焊和不完全熔透对焊母材厚度认可范围
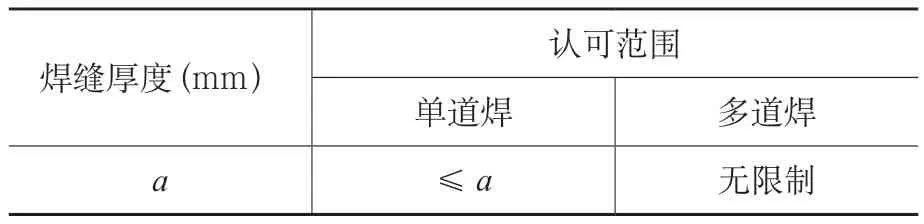
表2 角焊焊缝厚度认可范围
1.4 焊接位置
对于对焊,AS/NZS 1554.1-2014 标准相关附录所列任何预检合格对焊接头的程序合格评定对于该接头和所用准备角的所有其他焊接位置都应该有效,无需进一步测试。如果焊接方向在垂直向上和垂直向下之间发生改变,需要另外给予评定。对于角焊,焊接位置许可范围见表3。结合ISO 15614-1 标准,冲击试样应取自热输入最高的焊缝位置(PF 和PA),硬度试样应取自热输入最低的焊缝位置(PC 和PE),所以企业对角焊和对焊分别进行了PC 和PF 两种位置焊接工艺评定。
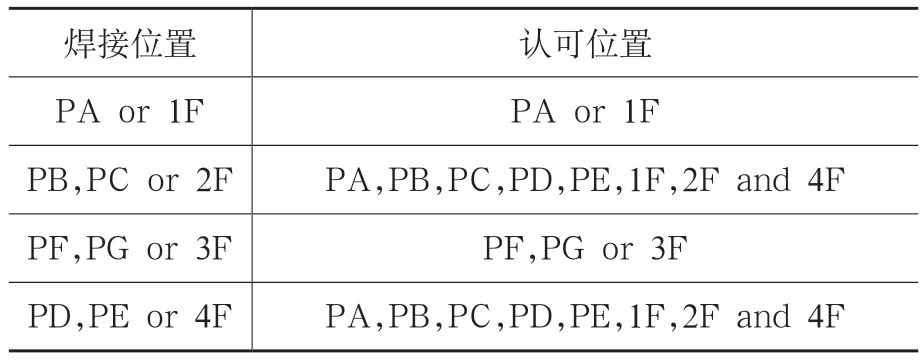
表3 角焊工艺评定焊接位置认可范围
1.5 焊接类型
对于完全熔透对焊和不完全熔透对焊,单边焊接的单V 型对焊的程序评定对于双V 对焊和双面焊接的单V 型对焊的焊接应该有效,单边焊接的单U(J)型对焊的程序评定对于双U 对焊和双面焊接的单U(J)型对焊的焊接应该有效;双V型对焊的程序评定对于双V 型对焊和双面焊接的单V 型对焊的焊接应该有效,双U 型对焊的程序评定对于双U 型对焊和双面焊接的单U(J)型对焊的焊接应该有效。
对于角焊,使用钢板或者钢管角焊工艺的角焊程序合格评定也适用于钢板和钢管的角焊。
1.6 焊接试样准备
AS/NZS 1554.1-2014 标准试样尺寸不同于SO 15614-1 标准,焊接试样尺寸与焊接接头形式相关,焊接试样尺寸应满足具有适当钢板厚度的测试试样数量要求和重新测试试样数量要求。我公司焊接件焊缝种类主要为对焊和角焊,最小对焊和角焊试样尺寸分别见图1 和图2。

图1 对焊试样(单位:mm)

图2 角焊试样(单位:mm)
2 焊接人员
2.1 焊接监理
焊接应该在制造商雇佣或与制造商签订合同关系的焊接监理的监督下进行。
焊接监理应该确保所有焊接都按计划、规范、任何其他文件和本合同中的要求进行。
具有至少三年制造焊接结构经验且持有国际焊接学会颁发的IWS 或IWT 或IWE 证书的焊接监理认定为具备焊接监理资格。
2.2 焊工
焊工应具备执行所需焊接程序的适当资格,满 足AS1796、AS2980、AS/NZS3992、NZS4711 或者ISO9606-1 等标准要求的焊工认定为具备焊工资格。
3 焊 接
焊接过程严格按照pWPS 要求执行,所有试样进行编号,焊工具备ISO 9606-1 标准资质,焊接预热温度和层间温度根据AS/NZS 1554.1-2014 标准中的母材、碳当量、热输入、试件厚度等影响因素选择。整个焊接过程由第三方国际认证机构监理见证检验,审核pWPS,检查母材、焊接材料和接头,记录焊接电压、电流、气体流量、焊接时间、焊道数等参数、保留热处理曲线图,并对外观合格试件进行标记。
4 试样检测
根据AS/NZS 1554.1-2014 标准中SP 焊接类型要求,由于我公司不具备检验资质,特委托第三方国际认证机构进行无损检测和力学性能试验,检测项目见表4。

表4 焊接工艺评定试样检测项目
超声波检测标准是AS2207,磁粉检测标准是AS1171;拉伸试验标准 是AS2205.2.1,弯曲试验标准是AS2205.3.1,宏观检测标准是AS2205.5.1,冲击试验标准是AS2205.7.1,焊接热影响区硬度检测标准是AS2205.6.1,母材金属和焊缝金属硬度检测标准是AS1817。
5 焊接工艺评定试验结果
依据AS/NZS 1554.1-2014 标准,我公司结合产品结构共制作了16 组焊接工艺评定,试验结果全部合格。以板厚40mm、对接接头、向上立焊的试件为例,焊接工艺评定试验数据如下。
5.1 拉伸试验(表5)
拉伸试验标准AS2205.2.1-2003。

表5 拉伸试验数据及结果
5.2 弯曲试验(表6)
弯曲试验标准AS2205.3.1-2003。

表6 拉伸试验数据及结果
5.3 冲击试验(表7)
冲击试验标准AS2205.7.1-2003。

表7 冲击试验数据及结果
5.4 宏观检测(表8)
宏观检测标准AS2205.5.1-2003。
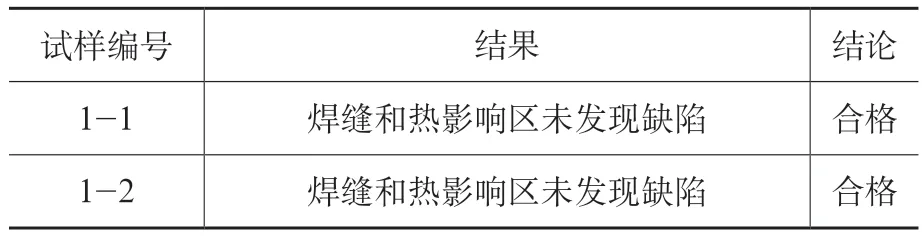
表8 冲击试验数据及结果
5.5 硬度检测(表9)
硬度检测标准AS2205.6.1-2003、AS1817-2003。

表9 硬度试验数据及结果
6 焊接工艺评定报告
在焊接工艺评定过程中,企业严格按照pWPS 要求准备材料和焊接,委托有资质第三方国际认证机构现场见证焊接和热处理过程,记录焊接参数,保留热处理曲线图,收集焊工证、材质证明等资料,试件经过无损检测、宏观、硬度和力学性能试验合格后,第三方国际认证机构出具了合格的焊接工艺评定报告。
7 总结
通过对AS/NZS 1554.1 澳洲标准焊接工艺评定要素进行梳理和分析,澳洲标准与国际标准(ISO 15614)、国内标准(GB 50661)的焊接工艺评定要素存在一定差异,主要不同点为母材厚度覆盖范围、焊接接头类型、评定检测项目、焊接试样准备、无损检测标准等方面。
此次成功的澳标焊接工艺评定证明了企业有能力生产出满足澳洲标准、技术规范要求力学性能的焊接接头,也为产品出口澳洲的相关企业制定焊接工艺指导书或焊接工艺卡提供了参考依据。
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
制造业自动化(2017年2期)2017-03-20 14:26:13
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年8期)2016-02-27 13:05:12
山东冶金(2015年5期)2015-12-10 03:27:40
设备管理与维修(2015年12期)2015-04-09 06:57:24
制造技术与机床(2015年3期)2015-01-27 15:45:24
