
砖茶包装机自动化生产线机械结构的设计与研究
2021-03-17 03:25吴丽霞钱洪
五邑大学学报(自然科学版) 2021年1期
吴丽霞,钱洪
(1.咸宁职业技术学院 工学院,湖北 咸宁 437100;2.湖北香城智能机电产业技术研究院,湖北 咸宁 437100)
随着科技的发展,自动化包装广泛应用于各类产品的生产线,但专用于大块砖茶生产包装的自动化生产线目前在市场上较为少见[1-2]. 本文对赵李桥茶厂的“川”字牌砖茶包装工艺进行研究,设计了一种与其配套的砖茶自动化包装生产线机械结构方案,以期提高砖茶的包装效率,改善生产卫生条件,降低劳动力成本,初步达成“机器换人”的构想,为砖茶企业实现规模化生产提供可能.
1 砖茶包装工艺分析
1.1 砖茶外形及内、外包装纸尺寸
赵李桥茶厂的川字牌青砖茶重量为2000±30 g,长330±3 mm,宽155±3 mm,厚32±3 mm,由茶叶称重后通过木模经压力机压制而成. 称重时每块砖茶总质量不变,但因茶叶与茶梗的体积不同且茶叶脱模时会产生粘模现象,压制成型的砖茶在尺寸上存在一定的变化,尤其是厚度变化可达3 mm 左右. 因此,在进行砖茶包装机设计时,要考虑外形尺寸变化所带来的影响. 配套的外包装纸尺寸为445 mm × 445 mm ,正面印有商标图案及产品说明等,反面印有定位线. 内包装为白色轻薄柔软且透气的棉纸,无图案,不分正反面,尺寸为445 mm × 415 mm.
1.2 砖茶包装工艺要求
砖茶包装一般需满足以下要求:1)内包装绵纸与砖茶面贴合较好且空隙小;2)包装后内外包装纸各面平整无褶皱、无破损;3)砖茶必须定位在外包装纸印制的长方形区域内;4)包装后内外包装纸要封装牢固不会松散[3],如图1 所示.
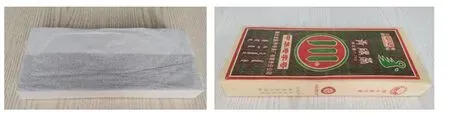
图1 内、外包装完成图
1.3 砖茶手工包装工艺及分析
手工包装砖茶步骤一般分为:先将压制好的砖茶放置在包装纸上,同时进行定位. 外包装纸正面印有定位框,一般情况下可准确定位. 内包装纸无图案,其定位需要根据包装工人经验来判断,具有很大随机性;定位完成后,砖茶长边一侧的包装纸折起压在砖茶上表面,折叠时砖茶棱边处应用手指压出折痕. 同样的方法完成砖茶另一侧长边的折叠,并与前面折起的一侧用食用胶粘合;短边折叠时,先用左右两拇指将长边折叠后伸出砖茶的部分分别压向砖茶短边端面,同样用手指压出棱边折痕. 再将短边处伸出的部分分先后折叠压向短边端面,并用食用胶粘合. 手工包装工艺流程依次为砖茶输入→包装纸输入→长边折叠上胶→短边折叠上胶并封盖→砖茶输出. 外包装纸的包装折叠方法与内包装纸相同,但需按外包装纸反面定位线进行砖茶的定位.
1.4 砖茶机械化包装工艺及分析
在分析了手工砖茶包装工艺之后,针对厂家提出的机械化、自动化包装要求,以及机械化包装本身柔性低、包装实时检测控制条件不足的情况,我们需在手工包装砖茶的工艺上进行合理调整,设计符合机械化包装生产的新工艺流程. 砖茶包装机的整机将按照上述5 个包装流程划分成不同的功能单元,结合机械化包装生产的要求,我们把这5 个功能单元进行了一定调整,形成6 个功能单元,包装纸输入→依次为砖茶输入→砖茶定位+长边推槽入盖并上胶(或短边折叠)→砖茶输送+短边上胶→砖茶短边端面封盖→砖茶输出. 每个功能单元即为一个工位,各工位之间既相互独立又相互衔接.
2 自动化砖茶包装机整机功能及布局
根据调研,内、外包装流程一致. 我们可根据上述砖茶包装工艺流程将砖茶的包装分为内包装和外包装两个工序来完成,每个工序有6 个工位,每个工位都由相对应的控制系统和机械结构完成.除了内、外包装纸输送方式不同导致输送机构有所区别,包装机其余部分在进行内、外包装时均可采用相同结构,即内、外包装工序的工位相同. 整机布局如图2 所示. 在工位3、工位4 和工位5 要完成茶砖的包装纸折叠过程. 整个自动化生产线的控制系统按工位匹配,采用程序控制,参数化设置,人机界面采用触摸屏操作.
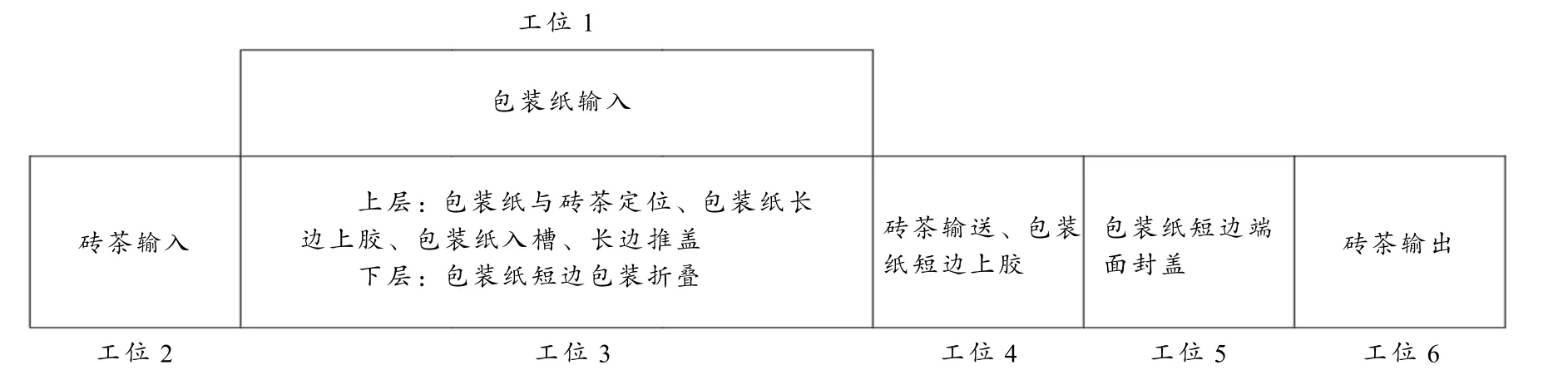
图2 自动化砖茶包装机整机布局
3 砖茶包装生产线机械结构设计
3.1 砖茶夹持及输入机构
砖茶的夹持及输入动作分解为:夹爪下降→夹紧砖茶→夹爪上升→输送架携砖茶移动至包装纸固定位置→夹爪下降→松开砖茶→夹爪上升→输送机构归位(如图3 所示). 拟采用直线模组带动输送架实现对砖茶的水平输送移动,电动推缸带动电动夹爪对砖茶进行夹持和垂直移动. 含有茶梗的砖茶压制成型后尺寸偏差较大,因此夹爪应具备一定的微调节功能,以便于夹爪能更好地适应砖茶外形.
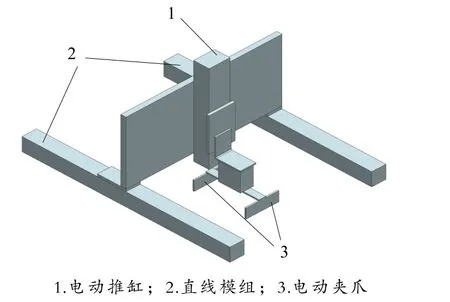
图3 砖茶夹持及输入机构
3.2 包装纸输入机械结构
包装纸输入需要解决两个问题:一是要解决吸盘吸入纸张的准确性和平整性;二是要保证砖茶与纸张的精准定位和同步运行. 经多次试验,本砖茶包装机包装纸的输入机构设计如下.
3.2.1 内包装纸输入机构
内包装纸为轻薄、透气的绵纸,由于其纸质特点,无法采用真空吸入的方式输入,拟采用卷筒进纸、剪裁,然后用电磁夹将剪裁好的纸夹至工位3 包装槽中. 内包装纸输入机构整体外购,机构简图见图4. 内包装纸由上压辊3 和下压辊12 压紧带动,并经导辊6、14、15 导向,通过后托板13、上压条5、上压条4 到达前托板10,再由上切刀2 和下切刀11 切断,切断后由电磁夹9 夹住内包装纸1 边缘送至工位3.
3.2.2 外包装纸输入机构
外包装纸输入机构如图5 所示. 外包装纸类似于牛皮纸,由包装纸生产厂家印刷并裁剪好后直接使用. 外包装纸垛5 整齐码放在托盘2 上,托盘2 由弹簧6 支撑. 采用真空吸盘3 吸起包装纸,再由电磁夹1 夹至工位3 包装槽中.包装时,真空吸盘3 往下垂直运动至纸垛上表面,吸附最上面的一张包装纸. 接着,电磁夹移动至被吸附的外包装纸边缘,夹住外包装并带至工位3 包装槽中.

图4 内包装纸输入机构简图
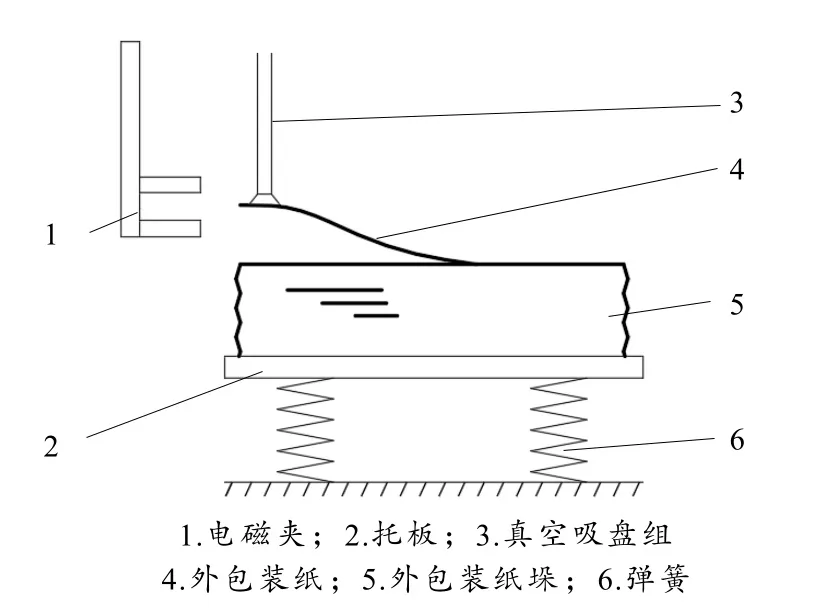
图5 外包装纸输入机构简图
3.3 包装折叠机构
3.3.1 长边入槽推盖机构
砖茶长边采用推盖折叠包装,如图6 所示. 包装纸由电磁夹2、7 夹至工位3 包装槽中后,砖茶被夹至包装纸上定位完成,接着支撑架6 带着砖茶1 及包装纸3 从位置1 下降至位置2. 下降后,砖茶长边两侧电动推缸分别先后带动左推盖板5、右推盖板10 做水平直线运动,将砖茶长边两侧伸出的包装纸8 进行推盖包装. 左右推盖板两侧均倾斜翘起,上方设直线轴承4、9,以适应砖茶的厚度变化,并能将包装纸较好地贴合在砖茶表面.

图6 长边入槽推盖机构简图
3.3.2 短边包装折叠机构
砖茶端面包装采用U 形折叠机构,如图7 所示. 工位3 工作完成后,砖茶6 长边左侧电动推缸分别先后带动 U 形折叠机构直线运动,完成端面的折叠.U 形折叠机构主要由U 型架3 和左右两侧的活动压板2 组成,两者之间由直线轴承1 连接,可使U 型折叠机构开口处宽度可调,U 形板背面也安装直线轴承4,以使U 形折叠机构能够适应砖茶宽度的变化. U 形折叠机构往右推动砖茶至输送槽,推动过程完成短边左侧的包装折叠,砖茶被推到输送槽两侧压条5 之间时右侧包装折叠完成.
3.3.3 短边推盖机构
砖茶短边推盖机构也采用U 形设计,如图8 所示. 当砖茶3 被推至工位5 后,先由电动推缸带动推杆1 和上U 形板2 往下运动,进行上短边包装纸9 伸出部分的包装折叠. 上U 形板2 背面装有直线轴承6,内侧两边装有上活动板8,上活动板8 通过直线轴承7 与U 形板2 连接,可使上短边推盖机构适应砖茶的厚度和长度变化. 上短边包装推盖完成后,再由下推盖板4 往上推动下短边包装纸9 伸出部分,进行推盖折叠. 下推盖板4 内侧也装有活动板10,通过直线轴承5 连接在下推盖板内侧,以适应砖茶长度变化.
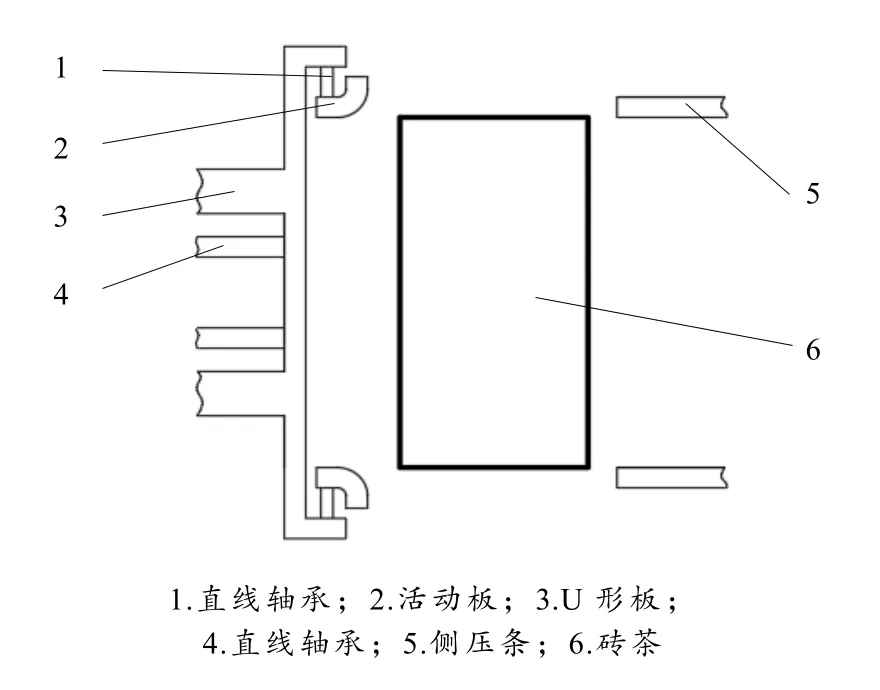
图7 短边包装折叠机构简图

图8 短边推盖机构简图
3.4 传输、压紧机构
传输、压紧机构如图9 所示. 砖茶在工位4和工位5 之间的传输以及砖茶包装完毕后的输出是采用自身推动的方式进行,即下一块砖茶包装好以后,输出同时推动前一块砖茶往前移动一块砖茶的距离. 砖茶在工位4 至工位5 之间移动的过程中,砖茶短边端面及砖茶上表面均设置带有直线轴承3、5 的弹性压条2、4,使包装纸能较好地贴合在砖茶表面,如图9 所示. 砖茶包装完毕输出时不设上压紧机构.

图9 传输、压紧机构图
4 结束语
本文设计的砖茶包装机生产线能满足砖茶包装的工艺规程,并在一定程度上适配砖茶的尺寸偏差. 该生产线投入使用后,预期可将20 人组成的4 条人工生产线的工作任务降低至2 人组成的1条生产线来完成,大大提高了生产效率,降低了人工成本,有利于砖茶企业实现规模化生产. 但该包装机在试包装过程中还存在一定的问题,如包装折叠过程偶有褶皱、内包装纸因太柔软推盖有时无法顺利展开、包装纸在砖茶棱边处无折痕等,如何进行结构优化并解决以上问题是下一步的研究方向.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
包装工程(2022年13期)2022-07-27
包装工程(2022年11期)2022-06-20
农业工程学报(2022年4期)2022-04-24
中国建筑金属结构(2018年6期)2018-08-31
大陆桥视野·下(2018年2期)2018-03-03
科技创新导报(2016年29期)2017-03-15
陕西画报(2016年1期)2016-12-01
商(2016年28期)2016-10-27
科教导刊·电子版(2016年19期)2016-08-19
