基于精密诊断技术的检修管理模式在漯河电厂的应用
2021-03-13 04:05:38赵炎,郑楠
东北电力技术 2021年1期
赵 炎,郑 楠
(1.华电漯河发电有限公司,河南 漯河 462300;2.华北电力大学,河北 保定 071003)
随着我国经济的高速发展,电网容量快速提升,用户对供电可靠性的需求不断提高,许多国内电力公司越来越清晰地认识到,只有提升发电设备的可靠性才能满足市场的需求,才能在市场化竞争中立足。设备的维护与检修管理是设备综合管理的重点,设备全过程管理是综合管理水平提升的重要抓手和主要措施,将发电厂的检修高效化、精细化、全过程管理落实到位,发电设备安全、经济运行才能得到有效保障。
1 精密诊断概述
1.1 精密诊断的必要性
面对机、炉、电、环保4大主机及辅机等诸多昂贵设备,电厂设备检修综合管理水平的优劣,对设备运行的可靠性、安全性产生影响,并进一步影响企业的竞争力和社会效益[1]。传统的设备管理方法存在诸多不足,单凭眼看、手摸、耳听、鼻嗅等感观经验来判断设备故障已无法适应现代化生产的需要,沿用传统的以周期为准则的检修计划制度,已经不能满足“提质增效”的相关要求,已经不能适应现代企业高速发展的迫切需要[2]。如何利用计算机、大数据、人工智能等高科技手段和先进的精密诊断技术更科学地管理好设备,形成最佳检修模式、提高设备的利用率和安全可靠性、降低检修费用、延长设备及部件使用寿命,已成为电力企业不容回避的问题。
1.2 精密诊断技术
常用的精密诊断技术方法有设备振动分析诊断技术、超声频率诊断技术、红外成像诊断技术、油液分析诊断技术以及电流频谱诊断技术等[3-6]。
1.2.1 振动分析诊断技术
振动诊断技术是通过频谱信号分析,对设备进行故障诊断和分析。利用振动频谱分析技术可以对以下故障进行诊断:转子不平衡、弯曲、裂纹;轴系不对中;动静部件摩擦;共振;松动;流体引起的振动,滑动轴承的油膜涡动和油膜震荡;齿轮啮合故障等。
1.2.2 超声诊断技术
超声诊断技术是通过检测特定的超声频率,从不同频率源或噪音源中识别故障频率特征,实现对设备早期故障的发现和原因分析,并预测故障发展趋势。超声诊断技术可以用来检测电气设备的局部放电、电厂热力系统阀门内漏、汽轮机真空系统查漏、转动机械轴承磨损转动、机械润滑等故障。
1.2.3 红外温度诊断技术
红外温度诊断技术是依靠红外热成像检测设备运行的实际状态,以此确定其整体或局部部件是否处于正常运作状态,及早发现设备故障及缺陷原因,并推演设备缺陷发展方向的技术。运行设备的零部件出现部件磨损、金属疲劳、挤压变形、表面腐蚀、间隙松动、表面熔融、材质劣化或异常振动等不正常状态时,造成外表温度场的变化,这些都可以利用红外热成像检测。
1.2.4 油液诊断技术
油液诊断技术是通过对设备内部典型的油样进行化学成分分析,以此判断设备的运行状态及缺陷问题,主要涉及润滑剂分析和磨损微粒分析2大技术领域。前者通过监测添加剂损耗和基础油衰变引起的油品物理和化学性能指标的变化程度,来检测机械设备的润滑状态和识别设备因润滑不良引起的故障;后者通过对油中携带的磨损微粒的尺寸、形貌、颜色和浓度等性态的观测,来实现对设备摩擦状态的有效监测和诊断。
1.2.5 电流频谱诊断技术
电流频谱诊断技术是通过提取电机电流频谱中相关故障的特征量,判断电机定子绕组匝间短路、转子笼条断裂、机械故障、轴承故障等,是电机故障诊断的重要手段。在工作中对电机电流进行检测,运用先进的同步信号采集、数字滤波及校准、合理的数据处理算法,保证数据的可靠性与准确性。利用电流频谱分析技术可以对以下故障进行诊断:电机电气故障;滚动轴承故障;皮带松动故障等。
2 设备精密诊断日常管理模式
对设备开展精密诊断,利用先进的仪器、检测工具对设备的振动数据、温度状态、变形量、绝缘状态、润滑油液成分等状态量进行全面的测试、对比,对测量的数据进行大数据分析、比较、判定,并结合故障诊断系统,找出设备故障规律,准确判定设备的技术状况和劣化程度。同时,运用标准化的方法,建立详尽的设备台账,形成机组、设备全寿命周期管理档案,建立“日常点检,定期体检,精密诊断跟踪”设备管理模式;真正解决“被动检修”、“过检修”和“欠检修”导致维修费用过高,可用度偏低的问题。同时规范和加强设备精密诊断与设备远程管理工作,达到提高设备寿命周期,降低设备维修费用,延长机组大修周期,真正实现状态维修的目标,保证机组设备“安、稳、长、满、优”运行[7-8]。
2.1 日常工作流程
漯河电厂开展日常精密诊断工作实行“八定”原则,即定责任、定人员、定设备、定检测手段、定点、定标准、定流程、定周期。通过定责人明确设备精密诊断过程各级工作人员的职责。通过定人员,明确专业精密诊断技术人员,成立专业设备精密诊断中心。采取点检、检修共同推进的全方位设备管理模式,精密诊断技术人员负责设备的基础管理、检修规划、备品备件采购计划、技术改造等工作。为提升开展精密诊断工作实效,漯河电厂形成了设备管理“五层防护线”。五层防护是日常巡检、专业定期点检、精密诊断、技术诊断和劣化倾向管理防护,其关系是辩证统一、相互协调的。
2.2 设备分类管理
漯河电厂设备的缺陷处理采用华电集团统一配置的Oracle ERP(Enterprise Resource Planning)系统完成,精密诊断技术人员、运行人员将巡视检查中发现的问题录入系统,并及时通知检修维护人员,经精密诊断技术人员检测后,由设备维护人员组进行设备问题处理。最后由精密诊断技术人员和运行人员现场验收后,进入系统回填,实现缺陷的闭环管理[9-11]。
漯河电厂根据现场设备运行实际情况,依据设备关键等级(根据安全环境健康、利用率、生产影响、可靠性、故障耗时、维修成本等评价),筛选出约300台重要的机、电、仪、控设备。同时对设备信息进行采集,设备信息包括设备的铭牌基础数据、运行情况、图纸资料、厂家技术要求、设备的检修、重大缺陷及处理记录等。实施点检定修后,对设备进行划分,分为A、B、C3类设备,精密诊断主要侧重于A、B类设备。根据每种设备的工作原理和物化特性,结合精密诊断技术特点创建了与之匹配的技术检测手段,形成技术矩阵表。漯河电厂设备技术矩阵表范例如表1所示。

表1 漯河电厂设备技术矩阵表范例
根据表1设备矩阵技术表中的主测设备,通过对设备全面考察,确定了设备的具体测点位置,安装了振动测点垫片,以便技术人员定点进行设备数据采集。典型风机测点位置布置图如图1所示,其中HAV分别代表水平、轴向、垂直3个方向。

图1 精密诊断典型风机测点布置图
2.3 设备诊断管理
设备正常运行状态下,按规定设备、项目和周期实施设备的状态监测,及时提供设备精密诊断分析报告和设备状态监测月报。采用精密诊断故障树和技术矩阵表中所列的诊断分析技术手段,再次对设备进行综合诊断分析,提出《设备监测预警通知单》,维护部执行任务单前通知精密诊断技术人员过程跟踪,完成闭环工作。
对确有异常问题的设备,生产技术部组织相关专业人员根据设备运行记录、点检记录、精密诊断的诊断结论及技术监督结果等,对设备进行综合诊断、分析,根据故障诊断专家系统提示缺陷严重程度性和建议,按照事前制定的缩短检测周期计划加强检测,实现状态维修。并按照先进维修理论和《点检定修管理标准》制定维修优化计划和改善预案,故障消除后一周记录设备运行状态,做好该案例闭环工作。
3 精密诊断技术案例
3.1 设备概述
漯河电厂湿式球磨机为单进单出滚筒式钢球湿式磨机,机器通过一级圆柱齿轮减速机拖动小牙轮旋转,大小牙轮相互啮合带动滚筒旋转,利用滚筒内钢球落下来的冲击力碾碎石灰石形成石灰石浆液。湿式球磨机结构如图2所示。

图2 湿式球磨机结构测点
3.2 故障现象
2018年9月15日,设备出现异常振动,精密诊断中心对设备振动图谱进行采集、分析。
a.小牙轮自由端轴承在极低的频率内出现了较高的峰值,解调谱内出现极高的G2(第二级齿轮啮合频率)成分,并在低频内出现了较高的0.16XM(小牙轮转动频率)成分及其谐波,DW图中冲击值高达100 g。小牙轮自由端频谱图如图3所示,小牙轮自由端解调谱图如图4所示。

图3 小牙轮自由端频谱图

图4 小牙轮自由端解调谱图

图5 小牙轮自由端DW图
b.小牙轮两侧轴承,特别是驱动端轴承G2及其谐波附近出现了较为丰富的0.16XM(小牙轮转动频率)边带,并且其2次、3次谐波略高。小牙轮自由端DW图如图5所示。小牙轮驱动端频谱图如图6所示。

图6 小牙轮驱动端频谱图
c.减速机高速轴驱动端轴承出现了较高的4倍G1成分,解调谱中出现较为明显的1XM成分及谐波,并出现较高的G2成分并伴随着0.16XM(小牙轮转动频率)边带。减速机高速轴驱动端频谱图如图7所示,减速机高速轴驱动端解调谱图如图8所示,减速机测点频谱图与小牙轮测点频谱图对比如图9所示。
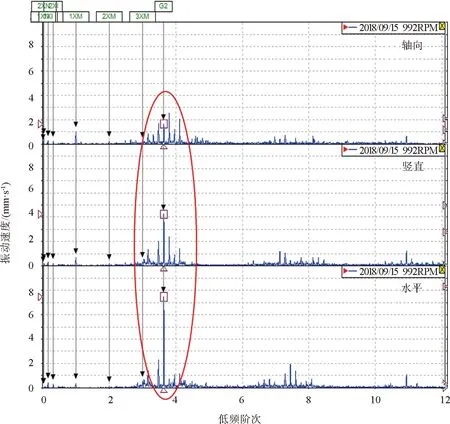
图7 减速机高速轴驱动端频谱图

图8 减速机高速轴驱动端解调谱图

图9 减速机测点频谱图与小牙轮测点频谱图对比
3.3 故障诊断与机理分析
根据机器表现出来的故障特征分析,球磨机主要有以下缺陷:小牙轮自由端轴承出现较严重的磨损或松动,或润滑不良;大小牙轮啮合异常,齿面磨损导致齿侧间隙增大;减速机到小牙轮联轴器(低速联轴器)发生磨损,造成振动传递剧烈;减速机上轴承有磨损或松动,齿轮磨损。
a.小牙轮自由端轴承油脂因污染等原因已造成硬化,轴承出现润滑不良。牙轮轴承依靠端盖密封在轴承座内,端盖与轴采用了间隙密封,轴在密封处装有轴套。因长期运转,会造成间隙密封的沟槽被油污等填充、密封间隙变大(密封磨损或轴套磨损),造成密封效果变差,湿式球磨机现场环境较恶劣,石灰石浆液等容易进入轴承润滑脂中,造成润滑脂变质,轴承发生润滑不良,出现较剧烈的磨损。牙轮轴承外圈有铁锈色磨痕,轴承外圈有松动迹象。现场解体后小牙轮自由端轴承磨损情况如图10所示。

图10 小牙轮自由端轴承磨损情况
b.大小牙齿轮在装配过程中,由于箱体、轴等零件存在加工误差、装配不当等,可能造成齿轮传动精度不高,进一步对齿轮的传动平稳性和载荷分布的均匀性产生不良影响,造成齿轮在传动过程中产生旋转频率的振动和啮合振动,如恶劣的运行工况、磨损、表面疲劳、塑性变形等均能引起齿轮啮合异常而产生剧烈振动。解体后低速联轴器磨损情况如图11所示。

图11 低速联轴器磨损情况
c.低速联轴器挡板变形、安装不到位等原因造成了尼龙柱销产生了挤压变形,造成轴向补偿能力变弱,小牙轮啮合造成的冲击振动不能很好被吸收;尼龙柱销由于长期使用等原因材质发生硬化,韧性减弱,碎裂,或造成联轴器补偿能力变弱。解体后损坏的尼龙柱销损坏情况如图12所示。

图12 尼龙柱销损坏情况
d.湿式球磨机大牙轮通常为铸钢件,为了提高加工性能,一般进行正火处理。在正火状态下,晶间组织通常以珠光体为主,还有少量的铁素体,总体硬度偏低,而小牙轮通常经过了调质处理,硬度偏高。装配误差及不良的运行条件造成大牙轮磨损较快,产生压痕、起皱、隆起和犁沟等塑性变形,齿侧间隙变大,造成了牙轮啮合异常。
3.4 改善效果评估
2018年10月18日,检修人员对湿式球磨机小牙轮轴承和联轴器进行了检查,两侧轴承补加了润滑脂,自由端轴承外圈调整了顶部垫片,对低速联轴器磨损的尼龙柱销予以更换,设备运行正常。
4 结束语
精密诊断技术的快速发展给电厂设备管理提供了一种新的思路和新的模式,其具有很广泛的可操作性,对于提高发电企业的设备管理水平、提升设备运行可靠性及检修模式具有重要作用。依照华电集团内的精密诊断技术实施的导向,结合漯河电厂实际情况,形成了基于精密诊断技术的漯河电厂设备日常管理模式及相关流程、制度。
运用振动分析技术对针对脱硫湿式球磨机齿轮啮合频率G2异常,通过对其冲击频谱、解调图谱、红外成像结果进行对比分析,结果表明是由小牙轮润滑不良、尼龙柱销失效、齿轮传动间隙过大造成的大齿圈与小齿轮啮合异常引起啮合频率G2异常,更换湿式球磨机润滑油脂,调整轴承外圈顶部垫片,更换尼龙柱销,设备异常消除。
猜你喜欢
钻探工程(2023年6期)2023-12-02 08:03:06
机械工业标准化与质量(2021年8期)2021-10-13 06:44:24
空间科学学报(2021年6期)2021-03-09 06:20:14
建材发展导向(2019年11期)2019-08-24 06:34:56
钻探工程(2019年6期)2019-07-08 08:28:40
测控技术(2018年7期)2018-12-09 08:58:22
创新时代(2018年2期)2018-02-11 19:01:26
中国资源综合利用(2016年11期)2016-01-22 02:01:33
无线电通信技术(2015年3期)2015-12-23 11:37:00
浙江大学学报(工学版)(2015年2期)2015-05-30 07:05:13