煤用振动筛的紧固件
2021-03-12 02:05杨唯一叶松浩
煤炭加工与综合利用 2021年1期
周 雪,张 健,杨唯一,叶松浩
(1.唐山国华科技国际工程有限公司;2.唐山国华科技有限公司,河北 唐山 063020;3.北京国华科技集团有限公司,北京 101300)
应用在各类机械设备上的标准紧固件包括铆钉和螺栓两大类。由于选煤厂振动筛的工作是在连续不断振动中进行的,对于各零部件采用何种形式进行紧固更为牢固,笔者通过8 a参与振动筛制造和维护的工作,颇有体会。一些业内人士认为铆钉铆接优于螺栓紧固,但是事实上振动筛激振器安装使用的是双头螺栓(属于螺栓的一种);国内外各种品牌振动筛的有一些部位也不必全用铆接;有些激振器梁反而用钢结构螺栓上紧。鉴于此,笔者对螺栓连接和铆钉连接形式进行了对比。
选煤厂振动筛使用的铆钉,通常指的是美国HUCK品牌的铆钉,并配专用工具。其对应国内的国标是GB/T 36993—2018《环槽铆钉连接副 技术条件》。 所使用的螺栓螺母是指按照国家标准GB/T 5782—2016《六角头螺栓》和GB/T 6170—2015《1型六角螺母》制造的产品,
笔者从力学性能、结构设计、安装方式、产品质量几个方面分别对铆钉和螺栓进行对比。
1 力学性能对比
铆钉连接形式和螺栓连接形式分别见图1和图2。
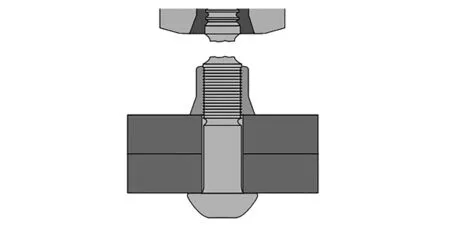
图1 铆钉连接形式
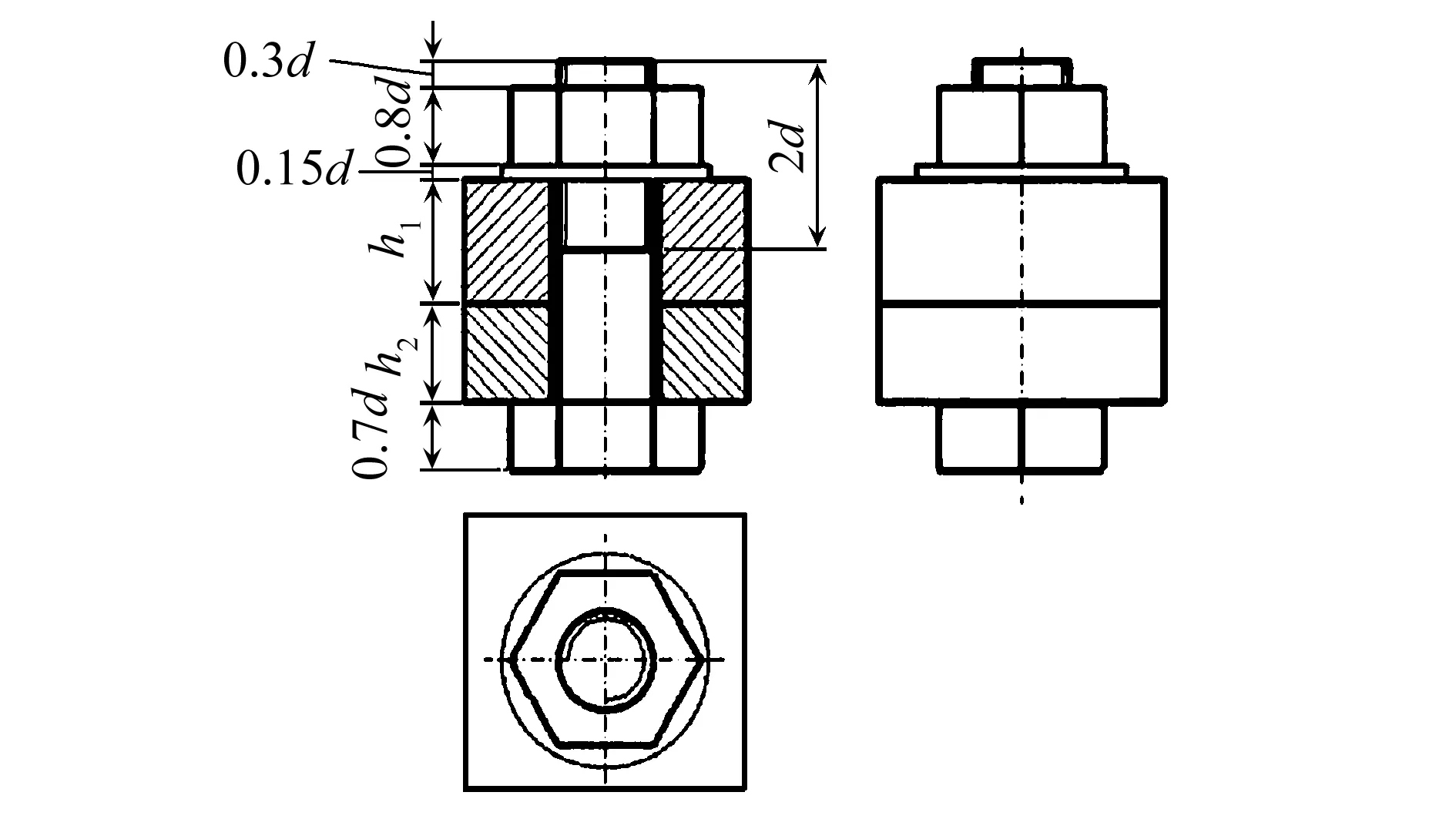
图2 螺栓连接形式
常用的HUCK品牌的铆钉的力学性能见表1。

表1 碳钢钉及套环-力学性能
GBT3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》中规定的振动筛常用螺栓保证载荷见表2。

表2 螺栓保证载荷
螺栓保证载荷的通俗解释:比如10.9级M20规格的螺栓,它的最低拉力标准是255 kN,保证载荷是203 kN。当对螺栓施加拉伸载荷到255 kN时,螺栓不能有任何的塑性变形、开裂或者断裂等,继续施加载荷直到超过最低拉力标准255 kN的某一个数值时,数据开始回落直至螺栓断裂,其过程所测得的拉力最高值就是该螺栓的最终拉力值。为此用螺栓的保证载荷和铆钉的抗拉伸力进行对比。
通过力学对比,直径15.9 mm和直径19.1 mm的铆钉的力学性能要优于8.8级螺栓、M16螺栓和M20螺栓。直径15.9 mm的铆钉和10.9级M16螺栓的力学性能基本一致。12.9级的M16螺栓和M20螺栓的力学性能要优于前述的这2种铆钉。
2 紧固件的规格表示
2.1 铆钉
铆钉连接紧固的特点:主要用于不更换或者很少更换的零部件位置的紧固,由于铆钉一次性使用,无法重复利用,更换时需要配合切割工具。
铆钉规格表示:C50L(头型)-(材料)(直径)-(夹紧范围代码)-(表面处理方式),示例如图3。铆钉的命名规则见表3,铆钉钉杆头型见表4。
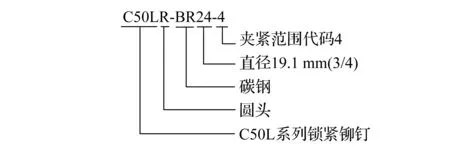
图3 铆钉规格示例

表3 铆钉的命名规则
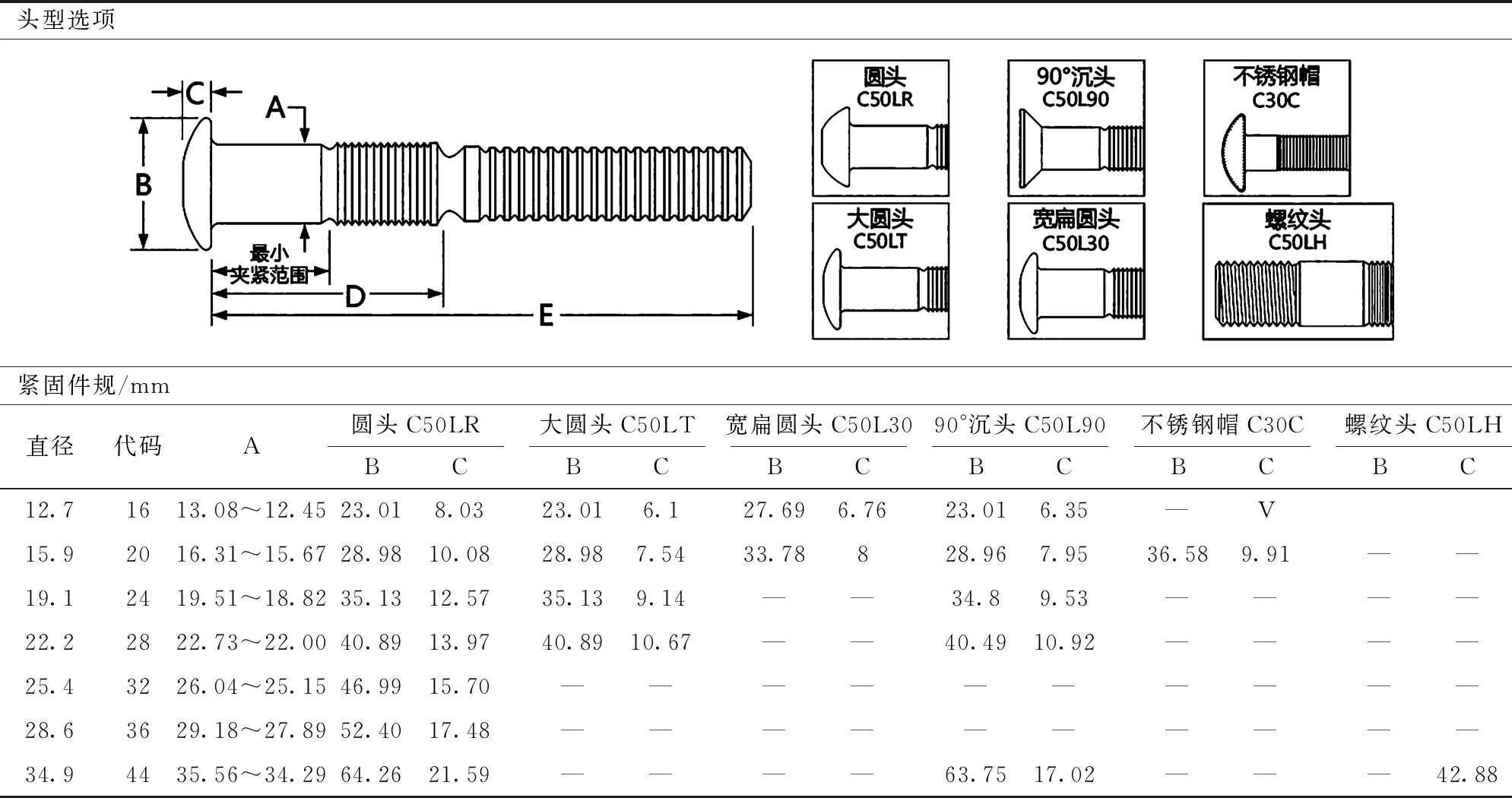
表4 钉杆头型简介
钉帽的规格表示如下:
例如:LC-2R20G
标准套环、低碳钢、直径15.9 mm(5/8″)、镀锌。
在大型工程项目的土石方量测量过程中,以GPS-RTK 形式来确定三维的坐标,对两期的测量信息相叠加,算出大型工程项目区域的土石方开挖量是一种可行性较强、精确性较好的方法。方格网法计算主要和方格边长相关,掌握较为合适的边长能够确保计算的精确性。断面法一般适合地形较狭长的场地,计算的精度取决于生成横断面的信息完整性。实际上,边界不太规则的大型工程项目,其横断面的基础数据一般不够完整,难免存在较大的计算偏差,因此,此时采用方格网法进行土石方工程量的计算比较精准。
(套环类型)(材料)(直径)(表面处理,其它可选项)

表5 铆钉帽的命名规则
铆钉对连接件的底孔大小也是有明确要求,见表6。

表6 铆钉底孔尺寸
因为进行铆接必须使用专用工具,因此在振动筛组装工艺设计时应考虑到要有足够的工具操作空间。
2.2 螺栓
螺栓连接紧固的特点是可拆解重复利用,使用扳手工具即可实现。没有特殊要求的情况下,凭借操作人员的经验上紧(如果是有弹簧垫圈的螺栓连接副,弹簧垫圈压平即可),如需有预紧力要求,可按照参数表,使用电动力矩扳手上紧。
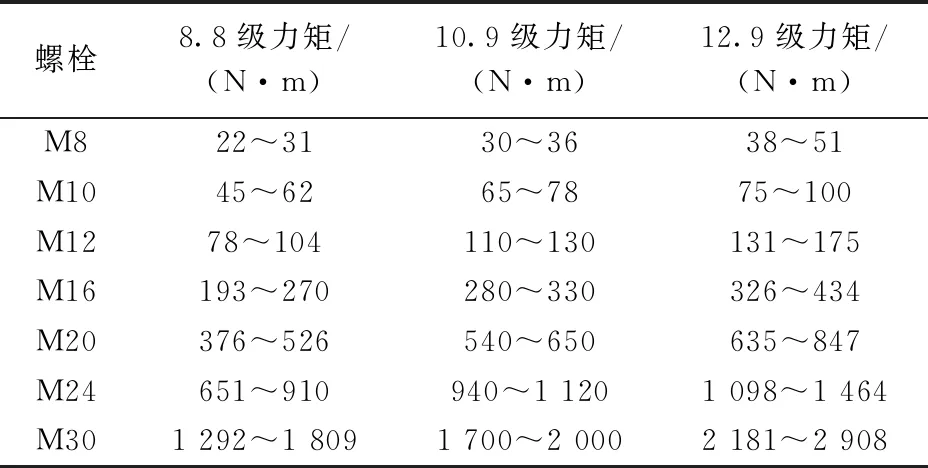
表7 螺栓的力矩范围
螺栓的种类繁多,GB/T 5783—2016 《六角头螺栓 全螺纹》中常用规格的螺栓标注示例如下:
GB/T 5783—2016,螺纹六角头螺栓,M16×80,10.9级
六角螺母标识方法按GB/T 6170—2015《1型六角螺母》执行。
GB/T 6170—2015,螺母,M16,10级
螺母执行标准GB/T6170—2015,螺纹规格为M16,性能等级为10级。
螺栓和螺母配合等级表,见表8。

表8 螺母和螺栓搭配等级
从振动筛组装考虑,铆钉连接和螺栓连接各有优点。但考虑连接强度来说,并不像大多数人认为的铆钉连接要比螺栓连接强度高,在10.9级及以上的螺栓强度会高于对应的铆钉规格。
3 紧固条件比较
3.1 铆钉紧固的工作条件
采用专用铆钉枪进行紧固,需有配套的有电源保证的液压站220 V(50 Hz)。铆接形式简单,按照铆钉标准作业,确保垂直铆接,接触面无异物,都能铆接牢固,而且铆接效率高。
3.2 螺栓紧固的工作条件
可用手工扳手,也可用电动扳手,采用电动扳手,可提高工作效率。螺栓连接受人为因素影响比较多,需要经过系统学习才能成为合格的装配钳工。加力方式、加力顺序等因素都会影响安装效果。
4 紧固件的性价比
虽然国内一些厂商也能批量生产各规格的铆钉,但目前振动筛的制造商大部分使用HUCK品牌,质量稳定性好。需专用工具才能紧固,所以铆接的质量一直很稳定,不容易出问题。同规格的铆钉价格是普通螺栓的3~5倍(表8)。对于机械制造厂而言,各类螺栓螺母均是大宗外购件,质量参差不齐,稳定性较差,所以建议使用单位要实施严格的质量检验制度。一般做法是:① 通过材质单判定其材质是否符合要求;② 通过通止规判定其螺纹是否符合要求(通规能旋入,止规旋转1~2圈就无法旋入螺栓或者螺母);③ 通过硬度计测量其热处理后的硬度指标是否符合要求。对于关键部位的标准件应该委托有关部门进行力学性能检测。高质量的螺栓同样价格不菲,也会是普通螺栓的1~2倍。但总体来说,螺栓螺母的制作普及率高,使用率高,所以其价格对应铆钉还是很有优势的。
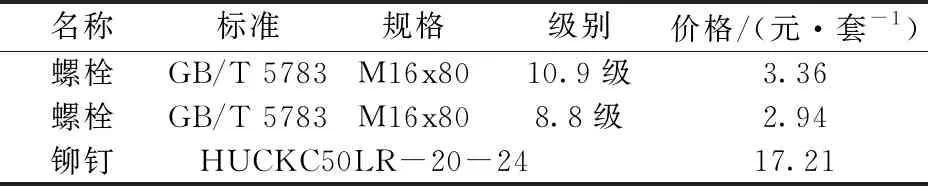
表9 紧固件询价对比
5 紧固件在振动筛上的应用及注意事项
铆钉由于其安装简便、快捷、质量稳定,在振动筛上应用的相当广泛,但在长期使用中如果出现铆钉断裂现象主要是由于铆接面之间的摩擦力失去导致的。所以在铆接前,对铆接面进行打磨并确保两面完全接触,促使摩擦力起作用。
在振动筛的实际使用过程中,容易松动的位置就是用螺栓紧固的位置,例如:楔块压板的压板螺栓,入料盲板垫板螺栓。主要松动的原因是:此位置拆卸筛板和更换盲板时要松动螺栓螺母,松动后再二次上紧,螺母的锁紧力会降低。在振动过程中螺母松动,造成螺栓连接失效。为避免出现此问题发生,在振动筛拆卸旧部件后,安装新部件时必须采用新螺栓螺母来紧固。
螺栓紧固,在振动筛上主要用于经常更换的易损件和高强度的激振器安装。如果在振动筛工作中发现振动筛螺栓松动应及时处理更换,以免导致共振或次振动产生裂纹甚至断裂。
铆钉和螺栓在振动筛各部位的分布情况如下:
(1)生产中需要更换部位:如激振器、筛板、侧压板、入料挡板,连接紧固位置为螺栓配合锁紧螺母。
(2)生产中不需更换部位:如激振器梁、底梁、吊装梁、侧板及加强角钢,连接紧固件为铆钉连接。
(3)铆钉连接位置可以用10.9级螺栓替代,但10.9级螺栓连接位置不一定能用铆钉替代。
6 结 语
铆钉紧固和螺栓紧固各有千秋,有共同均可适用的场合,但铆钉能紧固的位置,能用10.9级以上螺栓替换。10.9级螺栓俗称强力螺栓,以其安装方便、安装强度高等特点,广泛应用在振动筛上。对螺栓紧固,笔者认为振动筛上的所有螺栓应该都采用电动扳手紧固。
猜你喜欢
中国核电(2022年2期)2022-09-16
橡塑技术与装备(2022年3期)2022-03-17
内燃机与配件(2022年2期)2022-01-17
小资CHIC!ELEGANCE(2022年3期)2022-01-11
教练机(2020年4期)2020-12-29
世界有色金属(2020年13期)2020-12-08
世界有色金属(2020年13期)2020-12-08
消费导刊(2020年33期)2020-08-27
科技视界(2020年4期)2020-04-26
北京航空航天大学学报(2017年2期)2017-11-24