
HRB500Eφ40mm大规格抗震钢筋生产工艺优化与组织调控
2021-03-11 07:40刘占林黎志英曾泽芸
工程技术研究 2021年3期
刘占林,练 昌,刘 欣,黎志英,曾泽芸
1.首钢水城钢铁(集团)有限责任公司 制造管理部,贵州 六盘水 553028
2.贵州大学材料与冶金学院,贵州 贵阳 550025
钢筋混凝土广泛应用于建筑行业中,高强度抗震钢筋在建筑结构中承载着各种应力和应变,随着建筑行业的发展,大型的公共建筑、高层建筑等对承载结构能力的抗震钢筋提出了更高的要求,在现代建筑行业中发挥至关重要的作用[1-3]。根据各国对高强度抗震钢筋的要求,提出了三个重要的指标并纳入国标之中:强屈比(Rm/Rel)、屈屈比(R0el/Rel)和最大力总伸长率(Agt)[4-5]。根据《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB/T 1499.2—2018),对产品质量提出更高要求。
目前四级螺纹钢生产主要有两个手段[6-8]:(1)采用微合金化技术(主要是V、Nb、Ti);(2)在轧钢过程中采用控轧控冷工艺技术。Nb、V微合金化钢筋呈现出均匀的铁素体-珠光体组织,硬度值也比较统一[9-10]。Nb含量的增加抑制珠光体的形成,但能促进贝氏体含量的增加,同时细化组织[11]。最终热轧钢的微观结构和力学性能在很大程度上取决于钢的化学成分、控制轧制参数和冷却条件[12]。
此前水钢生产的HRB500Eφ40mm抗震性能不稳定,合格率低,造成生产成本高和无法兑现订单。为提升水钢产品品牌形象和品牌价值,2017年笔者所在公司开始对该钢种进行研制,通过不断优化成分、工艺设计,现已成功开发HRB500Eφ40mm螺纹钢筋,实现产业化生产,并将其成功应用于大型桥梁建设。
1 HRB500E大规格抗震钢筋的特点
HRB500E高强度大规格钢筋具有强度高、强塑性好、较小的应变时效敏感性等特点。微合金强化元素钒有一定的沉淀强化和较弱的晶粒细化作用。在合适轧制工艺条件下,钢的强度随钒含量的增加而提高,可以达到十分显著的析出强化效果。
2 工艺路线设计
此次试制采用钒、氮复合强化工艺。通过固溶强化和细晶强化配合,实现产品性能指标的合格。
2.1 工艺路线
铁水、废钢→转炉冶炼→挡渣出钢→钢包脱氧合金化→LF炉精炼→连铸→加热→控制轧制→轧制速度及尺寸控制→打捆入库。
2.2 化学成分设计
根据近年水钢开展HRB500E的研究项目,掌握各元素强化效果,以及各元素对产品抗震性能的影响。具体化学成分设计见表1。

表1 HRB500E化学成分控制要求
2.3 力学性能要求
HRB500E力学性能的控制要求见表2。

表2 HRB500E力学性能的控制要求
2.4 过程工序参数控制要求
(1)炼钢工艺。原材料严格按现行有效标准组织,装入制度按现行装入制度执行,根据热量情况调整废钢和生铁的搭配。冶炼工艺要求转炉终点碳≥0.08%,终点检验C、Mn、P、S,必须等样出钢。脱氧合金化加入顺序:SiMnFe→SiFe→SiAlCaBa→强化元素合金,出钢时间控制不小于3′30″,出钢过程采用双挡渣出钢工艺,出钢过程中专人压渣,严禁出钢口下渣。严格精炼工艺,实现了快速脱氧、脱硫,均匀钢水成分和温度,有效去除钢中夹杂物的含量,减少此钢种的夹杂物含量,从而有利于保证产品的性能稳定。连铸工序严格控制钢水过热度不大于30℃,采用全保护浇筑,中间包使用Al-C水口,拉速控制为 (2.3±0.2)m/min。
(2)轧钢工艺。严格控制加热炉温度:加热段为1050~1130℃,均热段为1080~1120℃,出钢温度为980~1020℃。要求钢坯加热均匀。优化各架轧机的料型控制,严格控制各架轧机的堆拉钢系数,执行严格的换辊换槽制度,采用滚动导卫替代滑动导卫等措施,保证了产品通条尺寸稳定及表面质量合格。轧制速度按5.7m/s控制,内径控制为(38.7±0.2)mm,确保了HRB500Eφ40mm高强度大规格钢筋的正常化生产。
3 试制过程
现分两个阶段介绍水钢研制HRB500Eφ40mm高强度大规格钢筋的进程。
(1)第一阶段。为保证力学性能,在钒、氮强化的基础上,添加铬0.20%,炼钢严格按复合强化工艺组织钢坯,钢坯化学成分见表3。
表3 钢坯化学成分
轧钢工艺控制要点:出钢温度为980~1020℃,轧后不控冷。力学性能指标:屈服强度为573~595MPa,抗拉强度为718~746MPa,Agt都在11以上,符合要求。但强屈比低,仅为1.239~1.263,半数未达到国标要求。并且部分批次试样冷弯后内弧面有细小裂纹。HRB500E抗震钢筋的金相组织见表4。

表4 HRB500E抗震钢筋的金相组织
HRB500E抗震钢筋的金相组织见图1。第一阶段试制,由于片面强调强度指标,造成屈服强度偏高,强屈比不合格,且冷弯后有裂纹。从金相组织来看,晶粒度粗大,珠光体占比低,且轧制速度和内径控制不做要求,批量生产后容易性能波动大。

图1 HRB500Eφ40mm抗震钢筋的金相组织(不合格)
(2)第二阶段。总结第一阶段出现屈服强度指标偏高的问题,此次试制取消添加铬强化,适当提高锰的控制范围,规范轧制速度和内径控制,其中轧制速度为5.6~5.8m/s,钢筋内径为38.3~38.7mm。不同炉次钢的化学成分见表5,力学性能指标见表6。

表5 不同炉次钢的化学成分

表6 HRB500Eφ40mm的力学性能
HRB500Eφ40mm钢筋的金相组织见表7。

表7 HRB500Eφ40mm钢筋的金相组织
HRB500Eφ40mm钢筋的金相组织(合格)见图2。由图2可知,第二阶段试制,取得了较好的效果,屈服强度控制在较合理的范围,产品性能大幅度改善,没有出现冷弯裂纹现象,各项指标都高于国标要求。
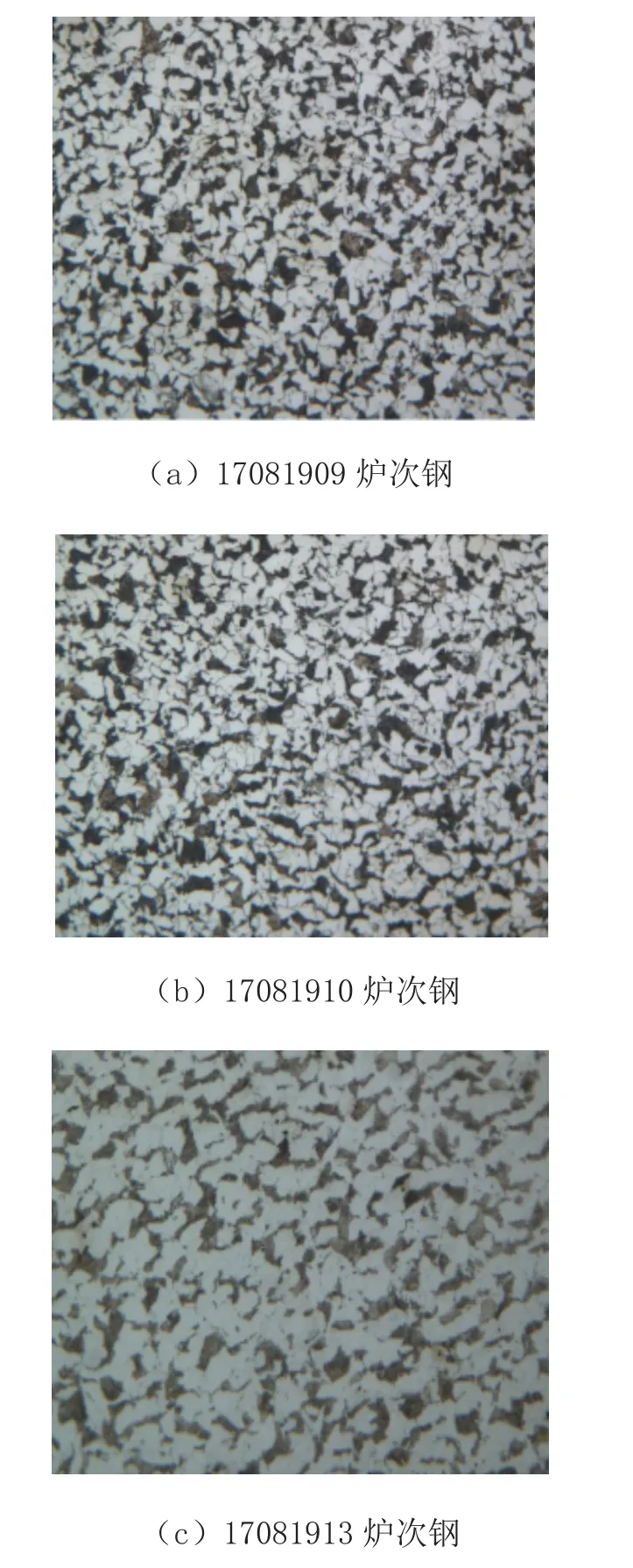
图2 HRB500Eφ40抗震钢筋的金相组织(合格)
4 结论
(1)通过精炼处理,能够提高钢水的洁净度,稳定成分和温度,减少成分波动对产品性能的影响。
(2)取消铬元素的强化,可以提高产品塑性,避免了冷弯裂纹的产生。
(3)通过规范轧制参数,如开轧温度为980~1020℃、轧制速度为5.6~5.8m/s、钢筋内径为38.3~38.7mm等,使产品性能波动变小,保障了各项指标的稳定,产品质量得到提升。
猜你喜欢
山东冶金(2019年6期)2020-01-06
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
世界有色金属(2019年4期)2019-05-11
山东冶金(2019年1期)2019-03-30
山东工业技术(2017年9期)2017-05-16
上海金属(2016年2期)2016-11-23
上海金属(2015年3期)2015-11-29
装备环境工程(2015年4期)2015-02-28
河南科技(2014年12期)2014-02-27
