定力矩紧固在C9 石油树脂加氢装置的应用
2021-03-11 10:15陈建华王玉顺彭杰辉贺方斌
中国设备工程 2021年3期
陈建华,王玉顺,彭杰辉,贺方斌
(新疆天利石化控股集团有限公司,新疆 独子山 833699)
1 装置概况
某公司C9 石油树脂加氢装置,以C9 石油树脂为原料,经催化剂的作用把原料中的硫、氮、氧化物等杂质转化成相应的烃类及易于除去的H2S、NH3和H2O 而脱除,同时,对烯烃、芳烃进行加氢饱和,生产低硫、低芳烃的无色透明氢化C9 树脂。两段加氢反应器的操作压力高达18.4MPa,介质为属于易燃易爆的C9 石油树脂、溶剂油和氢气,生产过程中高温高压法兰极易因为生产波动而发生泄漏导致着火爆炸。为保证安全生产,实现本质环保,2020 年装置检修,为确保顺利开工和长周期运行,对高压法兰回装均采用定力矩紧固新技术,保证了加氢系统在开工和正常生产过程中的零泄漏,实现了装置开工一次成功。
2 定力矩紧固使用的背景
1.5 万吨/年C9 石油树脂加氢装置在2019 年6 月20 日首次开车,开工前对静密封点使用传统的紧固方式即敲击扳手和大锤,全部紧固完成后分阶段升压做气密,及法兰密封面修复等问题。由于螺栓所处位置不同和人员差异,整个法兰面紧固力矩不均匀,不能保证法兰密封面全程处于平行闭合状态,在升压过程中,法兰多处泄漏,需要反复进行气密实验。
3 定力矩紧固技术前期准备
参照中国石油天然气股份有限公司炼油与化工分公司法兰垫片紧固件选择及安装指导意见和板块装备处静密封安装指导意见,2020 年检修引入定力矩紧固技术。由凯特克贸易(上海)有限公司全程技术指导,应用十字紧固方法,并搭配凯特克预紧力控制技术,有效地保障法兰密封面在作业过程中保持平行闭合状态。

图1
本次检修中使用液压力矩扳手,根据装置检修计划,梳理出检修和配合检修需要打开的高压、高温及已出现泄漏的部位,M27 及以上螺栓使用液压扳手,编制《高压部位法兰风险分级台账》;由凯特克公司工程师根据工况数据表对高风险、中风险法兰进行现场参数复核(数量53 对),修正有偏差的法兰、螺栓参数,计算法兰的螺栓紧固力矩,确定最终的螺栓紧固力矩。

图2
车间与凯特克专业人员对施工人员、车间项目负责人、监护人员进行专业定力矩紧固机具的操作、螺栓预紧力控制、法兰紧固专业技能、法兰紧固安全培训;重点对法兰及密封面检查、紧固件清洗检查、法兰对中回装、密封垫片更换、螺栓螺母润滑、法兰紧固工艺等六大步骤进行系统的培训。为后期现场施工提供有力的技术保证。
机具清单如表1 所示。

表1
4 现场施工技术管理
根据合同要求,凯特克技术人员坚守现场,以抽检的方式,对高压法兰、螺栓、密封垫、紧固等进行全过程监督检查,监督承包商全面落实静密封点“六步骤检查法”;每日进行数据整理、工作备忘录,次日追踪处理、整改情况,做到闭环。检修期间,现场发现法兰、螺栓、密封垫等质量及施工问题及时进行问题反馈及整改闭环。

图3
4.1 数据复核挂牌
参照《法兰紧固作业工况数据表》中的法兰位号,确认法兰位置、螺栓规格、螺栓数量、螺母对边及紧固使用机具型号,对无异议的法兰进行编号,保证唯一性,制作标识牌,标明法兰编号、法兰名称、螺栓规格、螺栓数量、紧固扭矩(30%、70%、100%)以及施工方法、步骤,现场挂牌方便指导施工人员施工。
4.2 密封面完整性检查
检查每片法兰密封面是否符合法兰密封结构标准化管理中对于密封面的要求,确认密封面无划痕、贯通伤、凹坑及腐蚀点,表面粗糙度达到1.6 以内,确认密封面形式,测量密封面中经和宽度并记录。
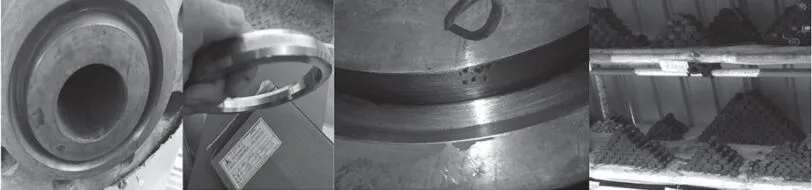
图4
着重检查每个密封垫是否符合法兰密封结构标准化管理及对密封垫的要求(特别注意法兰与密封垫的DN、PN 是否一致),法兰与螺母接触面及密封面的损坏程度对后期的螺栓紧固与设备运行有直接影响,故拆卸法兰后就需要对法兰进行清洁检查,便于发现问题及时处理。检修中发现加氢第一反应器R-92201 和加氢第二反应器R-92202 封头上法兰密封槽有缺陷,小凹坑和八角垫压出的槽痕,本次采用法兰密封胶对凹坑进行修复,再次检修时需对法兰进行机械修复后使用。
4.3 螺栓清洗检查
使用柴油与二氧化钼混合液体进行浸泡4 小时以上,再使用钢丝刷清洗,除锈、除杂质;检查螺栓、螺母是否螺牙有损伤,螺栓、螺母是否能顺畅旋合;同一高压法兰螺栓螺母规格一致,螺栓长度是否相同;清洗修复螺栓螺母后,以使螺母可以自由旋转到螺栓的任意位置为合格标准。对清洗合格的螺栓喷涂防锈油,码放整齐,用防水材料包裹做好防水、防尘工作,防止二次污染。
4.4 法兰对中回装检查
(1)检查每对法兰是否符合法兰密封结构标准化管理中对于法兰的要求:①中心度,依据ASME PCC-1-2010 对法兰找正,法兰中心线高/低的找正:在法兰周围选四个点,相互之间大约间隔90 度,任何一点的公差均小于1.5 毫米。②法兰平行度:通过测量和比较法兰的最大/最小间隙来确定,公差不超过0.8mm。③法兰螺栓孔的找正:按照90 度的角度测量公差;在此情况下,保证螺栓穿过法兰螺栓孔,或者两螺栓孔处于3 毫米的范围内。④两片法兰间隙的调整:当法兰处于静止状态时,两个法兰之间的间距超过垫片厚度的两倍;当间隙过大/过小时均需要调整。对于超出误差允许范围的,需要使用法兰调整工具进行调整,见图4。⑤确认密封垫的回装:密封垫一般不建议重复使用,经验表明,只有使用新的垫片,才能可靠地提供有效密封所必需的塑性变形和弹性恢复特性。安装垫片前,应对超出公差范围的法兰进行调整,避免回装时损坏垫片。垫片安装后,只能对法兰进行最小的或合理的调整。
调整公差范围依据:ASME PCC-1-2010。确认垫片符合尺寸(外径、内径、厚度)和材料规格。将垫片定位在与法兰内径同心的位置;在定位过程中采取适当的措施,确保对垫片进行适当的支承。垫片的任何部分不得伸入流道内。⑥螺栓润滑:螺栓穿过螺栓孔后涂抹润滑剂,避免法兰螺栓孔内的颗粒物污染,如有污染,需清理后再涂抹润滑剂。螺栓穿过螺栓孔后涂抹高温咬合剂,避免法兰螺栓孔内的颗粒物污染,如有污染,需清理后再涂抹润滑剂,加氢装置高压系统温度较高故使用高温抗咬合剂作为润滑剂。⑦一般工况建议使用:二硫化钼,高温工况(≥250°)建议使用:高温抗咬合剂。螺栓的长度以紧固后与螺母平齐为宜,最长不宜长出3 倍的螺纹间距,粗略地估算就是最长不宜超过10mm(使用液压螺栓拉伸器的螺栓除外)。螺栓紧固后如果低于螺母表面,则判定为螺栓过短,不合格。
(2)紧固步骤。按照十字交叉法对螺栓进行编号:①在编号1 ~4 对角分别放置液压扳手,以2 同步方式进行锁紧,设定预紧力输出为30%、70%、100%,测量并调整法兰间隙。②最后,用100%的预紧力从位置1 ~4 开始顺时针紧固所有位置的螺栓,直至所有螺母不在转动。
(3)施工注意事项:①同步紧固,平行闭合。②同步紧固的工具必须是一模一样的工具。③所有液压扳手都要有扭矩对照表才可以使用。④通过压力表的示数确定紧固所使用的扭矩。
4.5 紧固结果检查
力矩校验流程如下:
(1)不合格判定方法:抽检螺栓在给定力矩值90%以下就能转动,不合格;抽检螺栓在给定力矩值110%以上仍无法转动,不合格。
(2)合格判定方法:抽检螺栓力矩值位于给定目标值90%~110%,合格。
5 存在的不足
(1)第一次使用螺栓定力矩紧固技术,虽进行类培训,但在实际应用过程中项目负责人、施工方相关专业知识不足,施工方无相关螺栓定力矩检修经验。
(2)工机具准备过少(一次只能进行一对高压法兰定力矩紧固),无备用工具,若工机具故障将会严重影响施工进度。
(3)对法兰面存在的缺陷预判不足,当现场出现法兰面损伤后,密封胶临时协调石化公司,下次检修前,应提前考虑法兰修复方案和消缺材料。
猜你喜欢
电站辅机(2021年2期)2021-08-19
装备制造技术(2021年4期)2021-08-05
锻压装备与制造技术(2021年2期)2021-07-19
隧道建设(中英文)(2019年12期)2020-01-01
新乡学院学报(2016年6期)2016-12-01
焊接(2016年9期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
橡胶工业(2015年9期)2015-08-29
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年8期)2015-07-29