ZJ17 卷接机组最终切割烟支长度控制装置的研制
2021-03-11 10:15金彩洪刘亚男刘松
中国设备工程 2021年3期
金彩洪,刘亚男,刘松
(红塔烟草(集团)有限责任公司楚雄卷烟厂,云南 楚雄 675000)
ZJ17 卷接机组是1993 年中国烟草机械总公司,引进德国HAUNI 公司生产的PROTOS70 生产技术,由常德烟机生产的卷接设备,国产代号为ZJ17 卷接机组,在国内各卷烟工厂应用十分广泛,也是我厂的主力设备。本文主要针对提高滤嘴烟支长度六西格玛水平,研制了一套最终切割烟支长度控制装置。
1 存在的问题
我厂使用的卷接设备,中速机ZJ17 卷接机组,超高速ZJ116 卷接机组,M5 卷接机组都属于德国HAUNI 公司PROTOS 系列的卷接设备,在使用过程中最终切割圆刀分切后的两支滤嘴烟支,基本能够保证烟支长度是合格的,但与工厂追求合格率99.9999(6 个西格玛水平)的目标相距较大。ZJ17 卷接机组最终切割烟支长度控制装置的研制,可使分切后的滤嘴烟支长度向中值84mm 靠拢,从而可提高物理指标烟支长度的六西格玛水平。
2 原理与原因分析
2.1 原理分析
ZJ17 卷接机组MAX 滤嘴接装机进烟鼓轮接收SE 卷烟机输送过来的双倍长度烟条(120mm),传送给第一切割鼓轮,在第一切割鼓轮两端浮圈控制下实现双倍烟条的轴向定位,第一切割鼓轮一次分切圆刀将其分切为等长度的两段烟条(60mm),再经过烟条分离鼓轮把两段烟条向分离鼓轮两端部轴向拉开一定的距离,然后传送给汇合鼓轮,在汇合鼓轮上两段烟条中间加入一段双倍长度的滤嘴棒,到达靠拢鼓轮处,靠拢鼓轮浮圈再将两端的烟条向中间的滤嘴压缩收拢,接收粘贴涂有胶水的接装纸片,在搓板和搓接鼓轮中间滚动搓接后形成双倍长度的滤嘴卷烟,过渡鼓轮接收搓接鼓轮上的双倍长度滤嘴卷烟,传送到最终切割鼓轮上分切为等长度的两支滤嘴烟支。
2.2 原因分析
造成MAX 滤嘴接装机最终切割圆刀分切后两支滤嘴烟支长度不等的原因有:
(1)SE 卷烟机刀头切割装置切割后的双倍烟条长度(120mm)不等;
(2)MAX 滤嘴接装机第一切割鼓轮圆刀,对双倍烟条分切后的两段烟条长度(60mm)不等;
(3)MAX 滤嘴接装机滤嘴供给系统二切三圆刀,对滤嘴棒分切后的三段滤嘴段长度(48mm)不等;
(4)MAX 滤嘴接装机靠拢鼓轮浮圈磨损、浮圈橡胶老化或压轮磨损。
针对原因分析,修理工对软线6 号机上述部位逐一进行了认真的检查、更换、调整确保各功能部位符合技术要求。生产取样检测烟支长度物理指标,六西格玛水平4.12与其它设备接近。对MAX 滤嘴接装机的整个工作过程进行深入研究,分析认为:在靠拢鼓轮上的滤嘴烟支经过两浮圈的控制实现了轴向定位,但滤嘴烟支组经过在搓板和搓接鼓轮之间滚动形成双倍长度的滤嘴卷烟,双倍长度的滤嘴卷烟在搓板内滚动、经归位鼓轮、搓接鼓轮、过渡鼓轮、最终切割鼓轮的接收、传送,在这个过程中双倍长度的滤嘴卷烟无轴向定位装置,双倍长度的滤嘴卷烟就有可能在交接、传送过程中发生微小的向内或向外不规则的轴向移位,MAX 滤嘴接装机最终切割圆刀轴向位置是固定的,圆刀在切割鼓轮刀槽内高速旋转,故造成了最终分切后的两支滤嘴烟支长度一致性差的问题。
为深入了解玉米芯残渣的酶水解动态过程及其酶水解机理,将玉米芯残渣的酶水解曲线进行动力学模型分析。为此,采取拟一级反应动力学模型和拟二级反应动力学模型来描述玉米芯残渣的酶水解过程[14]。拟一级反应动力学模型与拟二级反应动力学模型方程式分别如式(1)和式(2)所示。
3 解决办法
为从根本上彻底解决ZJ17 卷接机组烟支长度过程能力指数低的问题,决定在MAX 最终圆刀切割处加装一套烟支长度控制装置,烟支长度控制装置包括:支撑导轨、内部烟支端部导轨、外部烟支端部导轨、导轨水平移动调整装置等组成。为快速调整该装置,并制作了专用工专。
4 烟支长度控制装置设计
4.1 支撑导轨设计
(如图1 所示)支撑导轨通过两颗M8 螺钉固定在机器墙板支座上,用于支撑内、外部烟支端部导轨,水平移动调整装置,在支撑导轨上还加工有螺纹孔用于固定内、外部烟支端部导轨滑块和调整装置螺杆支座。

图1 支撑导轨
4.2 内部烟支端部导轨、外部烟支端部导轨设计
(如图2 所示)内、外部烟支端部导轨主体形状为与MAX 滤嘴接装机切割鼓轮、过渡鼓轮配合的不规则形体,工作面由三个平面构成,最大压缩点为正平面,入口、出口为倾斜平面,内、外部烟支端部导轨的工作面组成限位纠偏通道,入口通道宽度尺寸大,是逐渐收缩的喇叭口,最大压缩点宽度等于双倍滤嘴卷烟长度,出口通道尺寸是逐渐放大的喇叭口曲线型通道;内、外部烟支端部导轨上端开槽的滑块与支撑导轨配合,螺纹孔与调节螺杆配合形成调整装置,可实现内、外部烟支端部导轨沿支撑导轨向内或向外滑动,从而实现调整限位纠偏通道的宽度。内、外部烟支端部导轨设有两个圆弧结构,其半径分别为80mm 和95mm,弧面R80mm 与最终滤嘴烟支切割鼓轮同心, 弧面R95mm 与过度鼓轮同心,确保内、外部烟支端部导轨在实现纠偏功能的同时又不能与运转中的最终滤嘴烟支切割鼓轮、过度鼓轮发生干涉。
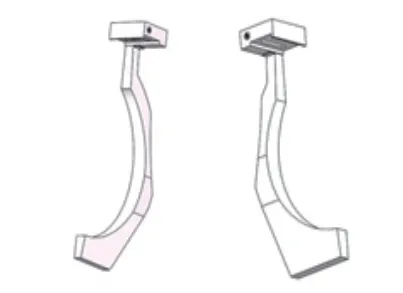
图2 控制烟支长度的端部导轨

图3 调节螺杆
4.3 调节螺杆设计
(如图3 所示)调节螺杆为M6 外螺纹,旋合长度为60mm,开槽端最大直径为Φ8mm,光杆部分加工有卡环槽。
4.4 烟支长度控制装置工作原理
(如图4 所示)内、外部烟支端部导轨上端开槽的部分扣在支撑导轨上表面,4 颗M5 的紧固螺钉将其预紧,两个调节螺杆支座通过4 颗M4 螺钉也固定在支撑导轨上,两个调节螺杆分别穿过调节螺杆支座上Φ6.1mm 的通孔,从螺纹端向调节端各装入一个卡环,转动调节螺杆使调节螺杆的外螺纹,分别与内、外烟支端部导轨滑块的内螺纹啮合,然后使两个卡环进入调节螺杆的卡环槽内。这样调节螺杆就只能转动,而不能轴向移动,松开内外烟支端部导轨滑块上的紧固螺钉,转动调节螺杆,调节螺杆作旋转运动,内、外烟支端部导轨滑块沿支撑导轨水平移动,从而实现对双倍长度滤嘴卷烟轴向位置的精准控制。
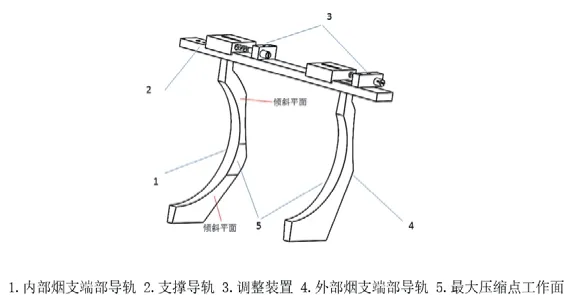
图4 ZJ17 卷接机组最终切割烟支长度控制装置

图5 专用量棒
5 烟支长度控制装置上机安装及调整
5.1 烟支长度控制装置上机安装
(1)拆下切割圆刀、拆下最终切割鼓轮、拆下防旋转导轨;
(2)将支撑导轨通过两颗M8 螺钉固定在机器墙板支座上;
(3)安装内部烟支端部导轨,使内部烟支端部导轨上端开槽部分扣入支撑导轨上平面,且滑动自如,预紧两颗M5 紧固螺钉;
(4)将内部调整螺杆支座安装到支撑导轨上平面上,并用两颗M4 螺钉固定;
(5)将调节螺杆穿过调节螺杆支座上Φ6.1mm 的通孔,从螺纹端装入一个卡环,转动调节螺杆使调节螺杆的外螺纹,与内部烟支端部导轨滑块的内螺纹啮合,然后使卡环进入调节螺杆上的卡环槽内;
(6)将最终切割鼓轮安装到位;
(7)用上述同样的方法安装外部烟支端部导轨即可。
5.2 烟支长度控制装置首次安装后调整方法
图5 是烟支长度控制装置最初调整专用量棒:是一个模拟双倍长度滤嘴卷烟,与双倍滤嘴卷烟长度相等的专用量棒。
(1)在最终圆刀切割位置(内外烟支端部导轨最大压缩点)把专用量棒放入最终切割鼓轮的一个承烟槽,并使量棒中部凸环部分进入切割鼓轮容刀槽中;
(2)松开内部烟支端部导轨滑块上的两颗M5 紧固螺钉;
(3)转动内部调节螺杆,使内部烟支端部导轨向外移动与专用量棒端部紧密接触后上紧两颗M5 紧固螺钉,同理使外部烟支端部导轨与专用量棒紧密接触后上紧外端两颗M5 紧固螺钉;
(4)取下专用量棒,安装防旋转导轨,安装切割圆刀;
(5)启动设备生产,检查内外排滤嘴烟支长度情况,根据实际需要作微量调整即可。
6 效果验证
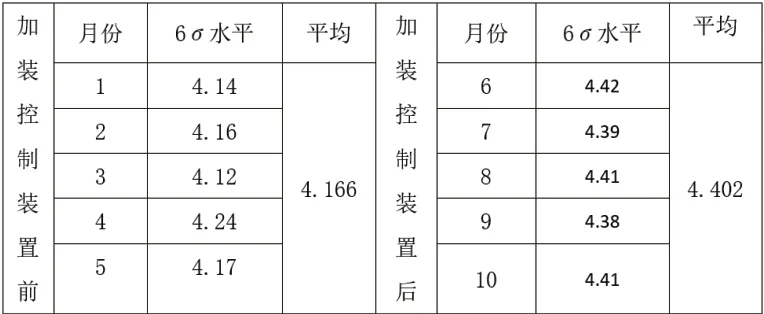
表1 软线6 号机2020 年1 月至5 月与6 至10 月烟支长度6σ 水平
从上表可看出加装烟支长度控制装置后,软线6 号机烟支长度提高了0.236 个六西格玛,项目取得了较好的效果并推广到余下的17 台ZJ17 卷接机组上。
7 结语
在今后的工作中要养成勤动脑,勤动手的习惯,紧紧围绕车间生产中心工作,在设备效率、质量控制、生产成本方面深挖潜力,以问题为导向,积极开展类似的技术改造、创新创效技术攻关等活动。
猜你喜欢
江苏安全生产(2022年12期)2022-02-06
装备维修技术(2021年40期)2021-11-22
装备制造技术(2021年12期)2021-04-23
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
商品与质量(2018年41期)2018-04-15
西南农业学报(2016年4期)2016-05-17
中国塑料(2014年1期)2014-10-17
中国造纸(2014年1期)2014-03-01