
活性焦在钢铁行业的应用及趋势分析
2021-03-11 08:13王利斌李兰廷
煤质技术 2021年1期
解 炜,王利斌,盛 明,吴 涛,李兰廷,吴 倩
(1.煤炭科学技术研究院有限公司 煤化工分院,北京 100013; 2.煤炭资源高效开采与洁净利用国家重点实验室,北京 100013; 3.国家能源煤炭高效利用与节能减排技术装备重点实验室,北京 100013)
0 引 言
活性焦是以煤炭为主要原料生产的多孔炭材料,其隶属于煤基活性炭。由于其浅度活化,活性焦的耐压及耐磨损强度高、比表面积小[1],可主要作为脱硫脱硝的吸附剂、催化剂,目前工业使用的活性焦主要为直径9mm或6mm的柱状,因此也被称为“脱硫脱硝活性炭”或“大颗粒炭”。
活性焦主要用于烟气净化,该技术源于20世纪60年代的德国,之后由日本三井矿山(Mitsui Mining Company)与德国BF(Uhde Bergbau- Forschung GmbH)公司合作,且经技术转移后开发形成MET-Mitsui-BF技术。日本住友重机(Sumitomo Heavy Industries,SHI)和电源开发(J-Power EnTech,Inc)在此基础上进行研发、消化吸收及改进,在1980年代得到工业应用,并逐步得到推广。活性焦干法烟气净化技术工程,最开始应用于脱除烟气中SO2,接着发展了烟气选择性催化还原(SCR)脱硝的相应技术,形成了活性焦联合脱硫脱硝技术。
我国主要的环境问题在于SO2和NOx排放量超过大气环境容量,如近些年高发的雾霾天气就与大气中形成的硫酸盐或硝酸盐类气溶胶存在较高的相关性[2-3]。另外,我国属于贫硫国,需从国外进口大量硫磺。国内电力行业的绝大多数燃煤电厂已改造并升级达到了烟气污染物“超低排放”的要求,非火电行业的清洁生产需求是我国目前的基本国情。非火电行业中,有色冶金、矿石烧结、球团生产、焦化、有机化工、水泥、垃圾焚烧电站行业同样也向大气中排放SO2、NOx和粉尘等污染物。因此,活性焦干法烟气净化技术主要为非火电行业烟气净化提供了良好的选项。
2017年中国粗钢的产能已接近世界产能的一半,钢铁生产过程中所有工序均向大气中排放污染物,不仅总量大且污染物浓度高,因而此为非火电行业污染物治理的重点领域。以下基于活性焦自身特性及其干法烟气净化技术具有的特点,阐述了活性焦的脱硫脱硝机制,列举了该技术在国内外应用及发展状况,且分析了钢铁行业烟气排放标准限值变化的影响,结合一些关键指标的实验室测试及工业应用现况,探讨活性焦烟气净化技术在钢铁行业的应用及趋势。
1 活性焦脱硫脱硝机制
1.1 活性焦脱硫机制
对活性焦的脱硫机制已展开大量的研究,也提出了包括孔隙结构、表面化学特性等影响脱硫的关键因素[4-6]。活性焦对烟气中SO2的吸附转化涉及了SO2、O2和H2O的相互作用,包括纳米级孔隙结构的吸附以及官能团或活性中心的催化转化机制等相关问题[7-8]。
活性焦的孔结构、表面化学与极性特征、吸附质赋存形态、脱附特性及反应空间共同影响了其脱除SO2的性能:活性焦催化活性位促进了对SO2的吸附,O2作为氧化剂促进了SO2转化成SO3,SO3从活性位脱附且以物理吸附态存在,从而活性位继续吸附SO2。活性焦的极性官能团可作为极性分子H2O的吸附中心,由此吸附烟气中H2O的极性中心并使得吸附质SO3迁移至极性中心,从而H2SO4以液相赋存在活性焦的中孔和大孔内[9]。活性焦的整个脱硫涉及吸附、氧化和极性至迁移等过程,如图1所示。

图1 活性焦脱硫-再生机制[9]
脱硫后的活性焦需通过再生恢复其催化、吸附性能,在工业应用的移动床设备中通常需经热再生处理。一方面利用活性焦中C元素作为还原剂在一定的再生温度条件下(350 ℃~450 ℃)将H2SO4还原成SO2且富集,以实现硫资源的回收和利用;另一方面脱硫饱和活性焦通过热再生处理,将吸附质脱附从而恢复其脱硫性能,实现活性焦在移动床反应器内的循环使用。因此,具有理想的催化反应活性、合理的孔径分布和表面化学官能团以及一定极性的活性焦,其脱除SO2的能力较为理想。
1.2 活性焦脱硝机制
Mochida提出NH3的吸附是炭材料低温SCR脱硝的关键步骤,该机制早已被提出且反复引用,其主要通过对比研究酸改性前后炭材料的SCR脱硝性能从而得出结论[10-11]。
活性焦作为典型的纳米结构炭材料,在SCR脱硝过程中对温度较为敏感,且在不同的温度区间内脱硝机制有所区别。在100 ℃~300 ℃的温度范围内,一般情况下活性焦随着温度上升SCR脱硝效率逐渐降低,在经过某个临界温度后脱硝效率又逐渐提升[12-13],最理想的脱硝温度区间通常在低温110 ℃~180 ℃,此为其应用于烟气净化的优势。低温条件下活性焦主要作为NH3物理吸附的媒介物,而高温条件下活性焦与NH3发生化学吸附从而促进了SCR的脱硝。NH3不管以何种形式负载在活性焦上,其负载量的增加均有助于提升SCR脱硝活性。
活性焦的孔隙提供了参与SCR物质反应的通道和场所,其表面化学特性是影响其低温脱硝的关键[14]。表面氧元素含量越多、酸性官能团越丰富,其低温SCR脱硝性能越强。NH3与活性焦内部多聚芳环结构边缘的典型酸性官能团羧基和羟基反应的过程如图2所示,NH3作为碱性气体与酸性官能团结合是SCR脱硝反应的关键步骤[15]。

图2 活性焦SCR脱硝过程中的关键步骤[15]
1.3 活性焦联合脱硫脱硝机制
活性焦联合脱硫脱硝过程涵括活性焦和烟气逆向接触、烟气先脱硫再脱硝;而针对活性焦是先SCR脱硝,脱硝后的活性焦再用于脱硫。活性焦SCR脱硝过程中烟气的SO2对吸附态NH3的损耗会造成活性焦脱硝效率明显降低;经过SCR反应后,活性焦表面酸性有所减弱且碱性官能团含量增加,尤其是引入的含氮官能团可有效提升活性焦脱除SO2的效率[7]。
2 活性焦在钢铁行业的应用
活性焦烟气净化技术在日本和韩国推广较多,应用领域包括有钢铁厂、燃煤电站、垃圾焚烧电厂、石化裂解和钢铁烧结等领域。日本电源开发(J-Power)在横滨建设的矶子电厂应用了活性焦烟气净化技术,排放的粉尘、SO2、NOx和重金属等均满足超低排放的要求,是电力行业烟气污染物净化、处置的标杆。活性焦烟气净化技术在钢铁烧结领域的应用更为广泛,包括有神户制钢、新日铁名古屋、JFE福山、浦项制铁等超过20套活性焦烟气净化装置投运。活性焦烟气净化技术从2000年起在国外的应用情况见表1。由表1可知,活性焦烟气净化技术主要在日本、韩国的钢铁企业应用,处理的烟气流量较大,均超过100万m3/h,副产物以硫酸为主。到目前为止,日本是除了中国以外建设活性焦干法烟气净化装置最多的国家。
由于国外的工业化及环保治理已发展到一定阶段,烟气净化的市场容量有限。在2010年之后鲜有活性焦烟气净化装置投运。中国正处于工业化发展阶段,并且对环保的要求日趋严格,目前已成为活性焦烟气净化技术最大的应用市场。
我国第1套烟气净化装置是2005年煤科院-国电南自-贵州瓮福基于“十五”期间的国家863课题“可资源化烟气脱硫技术”处理瓮福(集团)有限责任公司130 t/h燃煤锅炉产生的20万m3/h烟气,主要用于烟气脱硫。并且基于此项目成立了上海克硫环保科技股份有限公司(简称上海克硫公司),主要致力于活性焦烟气净化技术工程化及生产运营。国内首次应用活性焦烟气净化技术的钢铁企业是太原钢铁集团有限公司(简称太钢),在2010年引进了日本住友(SHI)的活性焦烟气净化技术用于烧结烟气(3号和4号烧结机)的净化,此为我国首套采用活性焦联合脱硫脱硝的大型烟气净化系统[16]。
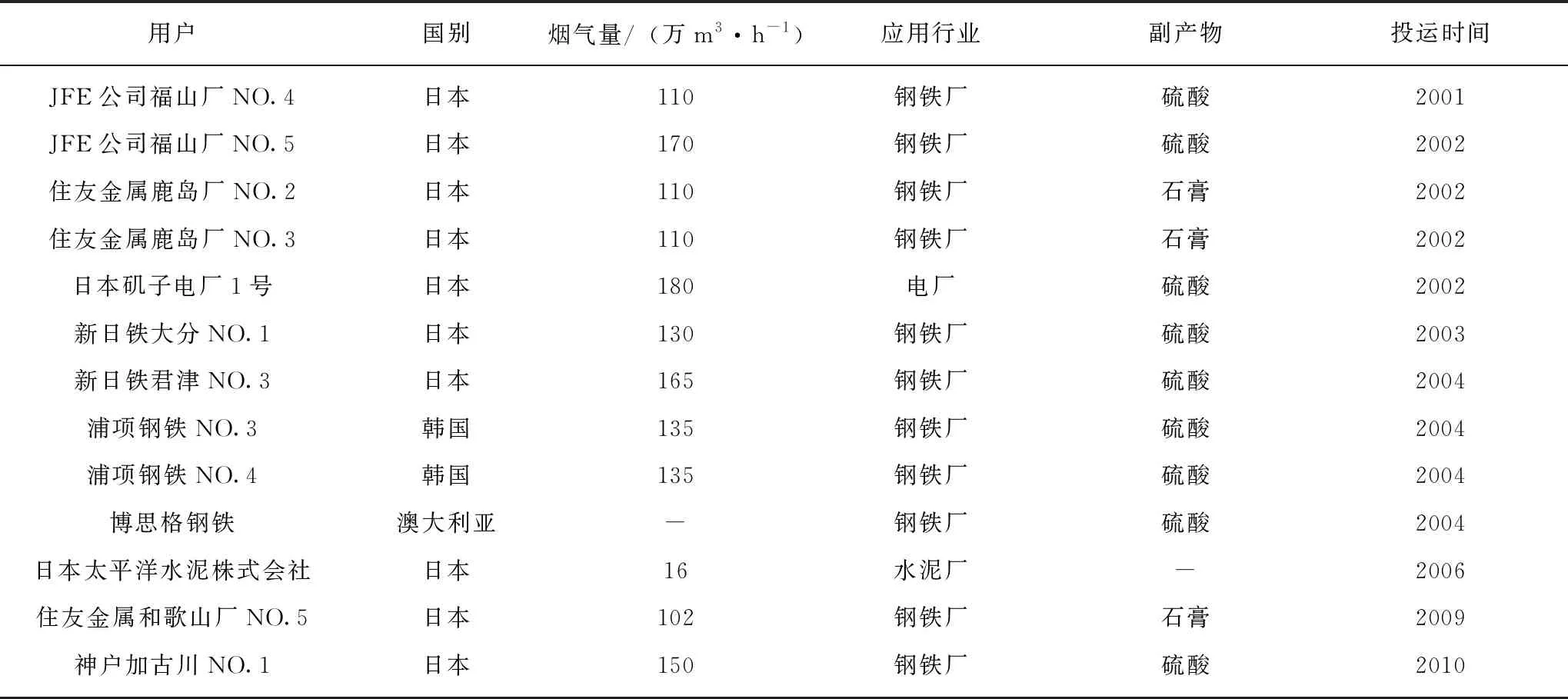
表1 活性焦烟气净化技术在国外的应用状况
钢铁生产过程中的矿石烧结、球团生产、炼焦化工及炼铁(热风炉、高炉)均涉及到烟气净化处理。自2014年起钢铁行业必须执行一系列的烟气特别排放标准,主要包括《炼焦化学工业污染物排放标准》(GB 16171—2012)、《钢铁烧结、球团工业大气污染物排放标准》(GB 286621—2012)和《炼铁工业大气污染物排放标准》(GB 28663—2012)。具体排放标准中的大气污染物排放浓度限值变化对比如图3所示,钢铁生产主要工序的粉尘、SO2及NOx排放浓度限值均有不同程度降低。

图3 中国钢铁生产主要工序大气污染物排放浓度限值标准
基于钢铁生产大气污染物排放限值要求,宝山钢铁股份有限公司(以下简称宝钢)在工程案例、投资匡算、运行成本和副产物处理等方面对多种烟气净化技术进行对比分析和评估,同时在宝钢上海本部建设活性焦烟气净化中式装置且获取了相关实验数据。由数据分析最终认为活性焦烟气净化技术尽管投资相对较高、脱硝效率较低,但运行水耗低、可以实现低温脱硝及多污染物一体化脱除,其脱硫效率高且在钢铁厂内可将副产物浓硫酸用于冷轧酸洗[17]。在所有的炼钢工序中,活性焦烟气净化技术非常适用于烟气量大、排烟温度低、烟气成分复杂的烧结烟气处理。宝钢湛江为新建的2台550 m2烧结机同步配套2套烧结烟气活性焦净化系统,已分别于2015年11月和2016年7月投入运行。
矿石烧结产生的烟气量较大,根据烧结机的规模(m2),烧结烟气流量通常在每小时百万方。而烧结烟气的排烟温度较低,在110 ℃~150 ℃左右。将如此大量的烟气升温至传统的SCR脱硝催化剂(V2O5/TiO2/WO3)的窗口温度(≥200 ℃)[18],需要消耗大量的能量。烧结烟气污染物成分复杂,包括粉尘、重金属等,传统催化剂在冲刷下易于失活。活性焦的化学稳定性较强,且具有一定的吸附性能,可以将粉尘、重金属等污染物一体化脱除。尽管活性焦SCR脱硝效率不高,应用在太钢的设备脱硝率仅40%左右[16,19],但烧结烟气中NOx浓度在(100~500)mg/Nm3,较低的脱硝效率仍能满足国标要求的排放限值。国内最早从事活性焦烟气净化业务的上海克硫公司业绩见表2。

表2 上海克硫科技有限公司活性焦烟气净化业绩表
由表2可知,2015年之前上海克硫公司活性焦烟气净化技术主要在燃煤锅炉和有色金属冶炼领域应用。自2015年联峰钢铁450 m2烧结机烟气采用活性焦净化技术开始,该技术就以在钢铁行业的应用为主,之后涉及到球团烟气的净化处理,且从2018年开始发展到焦化烟气处理。
在钢铁生产的工序中,矿石烧结、链篦机—回转窑球团工序和焦化生产的烟气处理均已实际应用活性焦烟气净化工艺。尽管物料的来源不同,组成会有所差异,以下选择国内钢铁企业相应工序典型的工况条件进行比较,其中烧结烟气参数来自于550 m2烧结机,球团工序烟气条件参考200万t/a球团工序,焦化烟气基于国内60万t/a焦炉,具体烟气条件见表3。由表3可知,矿石烧结和球团工序的烟气工况条件较为类似,均具有烟气流量较大、排烟温度较低、SO2含量较高的特点,只是球团工序的NOx浓度最高值较矿石烧结的低。如前文活性焦脱硝机制中所述,其脱硝活性会随着温度有所变化,在200 ℃以上不是最理想的脱硝温度窗口,但仍具有一定的脱硝性能。焦化烟气的排烟温度在200 ℃~220 ℃之间,活性焦作为炭材料其吸附—脱除属于典型的放热反应,在脱硫脱硝过程中较高的温度易于产生“热点”,并不利于烟气的净化。因此,实际工程应用过程中可以换热将烟气温度降低后再送至活性焦移动床净化处理。焦化烟气中的SO2含量通常低于其它2个工序,但由于焦化热解气中H2含量较高,会产生大量的热力型NOx,NOx含量最高甚至可达1 000 mg/Nm3以上。同时,焦炉热解气中高含量的H2会导致焦化烟气中H2O含量高,从而在一定程度上抑制了活性焦SCR脱硝活性。

表3 应用活性焦烟气净化技术的炼铁工序烟气条件
3 活性焦产品质量控制和运行成本分析
3.1 活性焦脱硝效率实验室测试及工程应用
活性焦烟气净化的特点为脱硫效率较高,如2010年太钢投运的活性焦烟气净化装置,其排烟气SO2浓度仅7 mg/Nm3左右。但在同样的活性焦填装量条件下其脱硝效率较低,太钢的活性焦烟气净化系统脱硝效率仅为40%左右。尽管国标GB/T 30201—2013对合格活性焦的脱硝效率未提出限制性指标,但随着环保的要求越来越严格,应用活性焦烟气净化技术的企业对脱硝效率会提出要求。按照GB/T 30202.5—2013测试活性焦的脱硝效率,其操作参数见表4。

表4 国标GB/T 30202—2013测试脱硝率技术要求
温度150 ℃条件下进行活性焦SCR脱硝性能测试,NO的浓度设定为200×10-6(268 mg/Nm3),在矿石烧结排放NO浓度范围内。以等体积浓度的NH3为还原剂,测试NO的转化率,每隔120 min测1次NO出口体积分数,当连续4次体积分数差值不大于5×10-6时可停止试验,即以NO的平衡转化率确定活性焦的脱硝效率。
在反应温度、空速、反应物浓度确定的情况下,活性焦的自身特性决定了其SCR脱硝性能。煤炭科学技术研究院有限公司多年来依据国标测试商用活性焦脱硝率结果的分布状况如图4所示,其脱硝率分布在28%~53%,近似正态分布,且在37%~45%之间较为集中。

图4 活性焦脱硝效率测试结果评价分布
2019年4月由生态环境部和国家发展和改革委员会牵头发布《关于推进实施钢铁行业超低排放的意见》(环大气[2019]35号),称之为钢铁行业的“超低排放意见”,其提出“烧结机机头、球团焙烧烟气颗粒物、二氧化硫、氮氧化物排放浓度小时均值分别不高于10、35、50毫克每立方米”的要求;针对NOx排放浓度较高的焦炉烟气,其排放浓度最高限值为150 mg/m3;河北省2019年1月实施的《炼焦化学工业大气污染物超低排放标准》(DJ 13/2863—2018)中规定焦炉烟气中NOx排放限值为100 mg/m3。基于活性焦的脱硝机制及其作为炭材料的物质、结构特性,除非将其化学改性或使用添加剂负载一些活性中心,否则活性焦的脱硝性能很难有质的提升。活性焦化学改性或负载活性中心的工艺,都会显著提高生产成本,并不是工业生产中常用的方式。
按照GB/T 30202—2013测试脱硝效率的空速及NOx浓度条件,目前实验室测得未加改性的商用活性焦脱硝率最高值也仅为53%,若用于处理烧结、球团或焦化烟气则很难满足钢铁行业“超低排放意见”的要求。在活性焦自身特性很难优化的前提下,只能在脱硝工艺条件上进行一些调整。基于国家重点基础研究发展计划(973计划)“燃煤污染物干法联合脱除的基础研究”课题中期报告[20],通过调节反应空速或调整NH3/NO比,研究其对NO转化率的影响,具体如图5所示。
由图5可知,NO的浓度为520×10-6,即使将还原剂NH3的浓度提升至1 878×10-6,NH3/NO比例在即使超过3的条件下仍很难显著提升NO的平衡转化率。在保证NH3/NO比例不改变的条件下,将反应空速由5 000 h-1降低为3 000 h-1,NO的转化率由22%提升至27%;空速再由3 000 h-1降低为1 500 h-1,NO转化率可升至42%。
以上研究说明改变反应空速和提升NH3/NO比例是调节活性焦脱硝系统脱硝能力的有效方法。过量使用的NH3作为还原剂,未能全部参与SCR反应中,其逸出不仅是浪费更是1种污染源。活性焦烟气净化工程应用实践中增加填装量、降低反应空速,从而提升活性焦烟气净化系统的脱硝能力。尽管活性焦烟气净化过程中脱硫脱硝采用分段处理,但依据处理烟气流量和填装总量以计算空速是较为简便、有效的方法,可用于横向对比。
以利用活性焦烟气净化技术处理60万t/a焦炉烟气实际工程情况为例,具体的参数且反应空速计算见表5。

图5 空速及NH3/NO比对SCR脱硝效率的影响

表5 60万t/a焦炉烟气活性焦烟气净化系统参数
活性焦的SCR脱硝性能与温度密切相关,在200 ℃左右恰好是NH3的物理吸附控制向化学吸附的过渡阶段,SCR脱硝活性处于低点,因此通过换热回收余热并且降低烟气温度至135 ℃。活性焦烟气净化系统工程中可以通过导流板、喷氨格栅等设计优化提升NOx的脱除效率,但改变空速才是最为重要的手段。焦炉烟气流量较小,60万t/a焦炉烟气量仅为14万m3/h,填装了650 t(1 000 m3)的市售商用活性焦在反应器中,反应空速低至140 h-1。此条件下脱除后NOx的含量为71.0 mg/Nm3,脱除效率达到89.9%;脱除后SO2浓度为0.1 mg/Nm3,几乎近零排放。
活性焦烟气净化的特点是脱硫性能较好,但同等条件下其脱硝效率较低。为了满足目前钢铁行业生产工序中超低排放的要求,通过增加活性焦的填装量以降低空速尚能满足NOx的排放要求,但也造成填装量大、投资及运行成本高。基于目前钢铁行业“超低排放意见”要求已很严苛,为了满足活性焦烟气净化系统的脱硝率要求,过量填装活性焦使得SO2近零排放也易导致净化能力的浪费。
3.2 活性焦强度检测及运行成本分析
活性焦的强度指标主要包括耐压强度和耐磨强度。根据国标GB/T 30201—2013《脱硫脱硝用煤质颗粒活性炭》的要求和配套的《脱硫脱硝用煤质颗粒活性炭试验方法》(GB/T 30202—2013)对耐磨强度和耐压强度测试进行详尽的规定。活性焦的关键技术指标见表6,耐磨强度和耐压强度是区分A型活性焦(φ=9 mm)合格品、一级品及优级品的关键指标。其中A型活性焦为常用的φ9 mm柱状颗粒活性焦产品,常用于移动床设备中。

表6 活性焦关键技术指标
活性焦移动床烟气净化设备较高,一般高度大约几十米,活性焦堆砌在设备中,其自身重量形成的压力较大,需要保证活性焦具有较高的耐压强度以减少其被压断、破碎的可能性,从而降低损耗率;另外,由于活性焦烟气净化装置为移动床,活性焦颗粒在设备内输送、转运的过程中不可避免地发生磨损,因而较高的耐磨强度是降低活性焦磨损率的关键。
为了保证活性焦烟气净化系统正常运转则需要不断补充新鲜的活性焦,以弥补其在运行过程中的损耗。因此,保证活性焦较高的耐压强度、耐磨强度是降低该技术运行成本的关键。以2019年度年产100万t焦炭的焦化企业烟气处理为例,对其烟气净化工程系统运行成本分析见表7。

表7 活性焦烟气净化系统运行成本分析
利用活性焦烟气净化技术处理年产100万t焦炭的焦炉烟气,其直接运行费用为1 116.72万元,其中补充活性焦的费用即达673.92万元,占到运行成本的60.3%。活性焦用于百万吨级的烟气净化折合成吨焦的直接运行费用为11.16元,低于如“半干法脱硫+袋式除尘+SCR脱硝”等烟气净化技术的运行成本,且运行过程中几乎不存在废水、废渣的处理问题。
4 活性焦烟气净化技术发展趋势
4.1 活性焦生产的发展趋势
经过多年的研究与生产实践,生产活性焦的技术壁垒已被打破,包括配煤技术、匹配成型、炭化和活化工艺等。活性焦为浅度活化生产的炭材料产品,单条生产线的产能较大,从投资建设到生产运行的周期较短,近2年内国内活性焦的生产能力由约20万t/a激增至50万t/a。此外,原料煤价格一直在上涨,使得活性焦不再是1种具有较高附加值的产品,故须在原料、生产工艺等方面对其进行优化。
活性焦通常以煤为原料生产,为了保证强度、脱硫性能等指标达标,最初阶段活性焦是以优质、稀缺的太西无烟煤为主通过配煤生产,之后又逐渐扩展至一些特定烟煤为主要原料进行制备。目前一些企业为了降低活性焦的生产成本,在原料中配有大量的兰炭粉、焦粉等,或为了提升原料的反应性以利于其快速造孔,也会配入一定量低变质程度的长焰煤。
太西无烟煤或特定烟煤均为稀缺资源,可以用于生产具有更高附加值的活性炭产品。活性焦用于烟气净化过程中不需要发达的孔隙,而是在保证强度的基础上需要具备较好的反应活性与较多的表面官能团。因此,从生产技术的角度,利用低变质程度的原料煤、高灰煤或其它含碳材料替代部分优质原料煤以生产活性焦完全具有可行性。如一些焦渣、气化残渣、焦粉、飞灰等固体废弃物,其较高的含碳量可以用作生产活性焦的原料。国内一些机构已经开展相关的实验室及工业级试验,并已制备出理想的活性焦产品。
强度对于活性焦是至关重要的指标,因而为了提升活性焦的强度,在生产过程中可以添加一些改质沥青或稠环添加剂。此外,在传统的活性焦生产过程中采用高温煤焦油作为黏结剂,其作为危险化学品,不仅采购、运输及储存需要办理较为繁琐的手续,同时其也是1种挥发性有机物(VOCs)源,需要匹配相应的环保措施。高温煤焦油作为黏结剂用于生产活性焦并不符合未来的发展趋势,目前部分生产企业采用改质沥青作为黏结剂,该改质沥青完全可以替代高温煤焦油。
在活性焦的生产工艺方面也势必需要优化,由于只需浅度活化,生产活性焦勿需另设活化炉,可在同一套炭化—活化一体炉内完成活化,而制备高吸附性能的活性炭工艺则需另设活化炉。此举不仅降低了投资、缩减了生产用地,且半成品炭化料勿需经过冷却降温—升温活化—冷却降温的过程,减少了物料转运损失,节约了循环冷却水的消耗。目前,炭化-活化一体工艺已在一些大型的活性焦生产企业得到了成功应用。
4.2 活性焦烟气净化技术优化
活性焦的脱硫性能较好,且在脱硫的同时能够将烟气中的粉尘、重金属、汞等一并脱除。而活性焦烟气净化技术的最大劣势即为其作为炭基催化剂时的脱硝性能较差。近些年,低温脱硝催化剂成功研发,在120 ℃~150 ℃仍具有较为理想的脱硝性能[21],将活性焦的高效脱硫性能和低温脱硝催化剂相匹配,完全可以达到“超低排放”的要求,适用于钢铁生产过程中烧结烟气、球团转炉等工序的烟气净化需求。其活性焦脱硫-低温SCR催化剂脱硝工艺流程如图6所示。

图6 活性焦脱硫-低温SCR催化剂脱硝工艺流程
5 结 语
活性焦是国内生产、应用量最大的炭基吸附剂、催化剂,干法烟气净化技术具有的技术特点符合中国国情,在钢铁行业应用量较大且在不断推广。钢铁企业用户对活性焦的各项指标要求越来越高,活性焦生产、应用甚至评价技术仍有待不断进步。因此无论生产企业、科研院所以及设计院均需在降低生产与应用成本、提高净化效率方面加大研发力度。
猜你喜欢
消费电子(2022年6期)2022-08-25
小学生必读(低年级版)(2022年5期)2022-08-16
能源工程(2022年2期)2022-05-23
载人航天(2021年5期)2021-11-20
建材发展导向(2021年12期)2021-07-22
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
船舶标准化工程师(2020年1期)2020-06-12
安邸AD(2018年4期)2018-05-14
Coco薇(2017年7期)2017-07-21
科学启蒙(2015年11期)2015-11-28
