
生鲜食品包装机的研究
2021-03-10 02:11:28梅文娟郑兆启李占勇陈京辉
包装与食品机械 2021年1期
梅文娟,郑兆启,李占勇,陈京辉,张 超
(1.天津科技大学 机械工程学院,天津 300222;2.天津市轻工与食品工程机械装备集成设计与在线监控重点实验室,天津 300222;3.天津市低碳绿色过程装备国际联合研究中心,天津 300222)
0 引言
我国包装机械经过多年的发展已有一定规模,但在生鲜食品的包装机械领域,目前还处于起步阶段,生鲜食品的包装主要依靠人工完成[1]。包装机械化是实现生鲜食品产业采后加工规模化、专业化和商业化的重要保证,可以有效提高生产效益,同时解决加工企业劳动力短缺问题。高新技术的发展为生鲜食品包装提供了新的可能,针对生鲜食品包装的多种自动或半自动包装机械,提高了生产率,降低了人工成本。本文综述了目前生鲜食品包装机的研究现状,不同包装机的包装方式、包装材料和包装特点[2-3]。
1 生鲜食品包装机的设计及应用现状
目前超市中生鲜食品包装大多由工人手动完成。现阶段生鲜食品包装机械主要分为以下几种:枕式包装机、盒装热压式封口机、气调生鲜食品包装机、贴体生鲜食品包装机、超薄自粘膜生鲜食品包装机。
1.1 枕式生鲜食品包装机
枕式生鲜食品包装机,又称袋成型-充填-封口机,采用复合膜包裹生鲜食品后进行封合,起到保鲜作用,结构示意如图1所示。生鲜食品包装材料不仅需要具有一定强度,还需要一定的阻隔能力,防止生鲜食品变质,故包装材料为集多种材料的优越性能为一体的复合膜,常用厚度为35~80 µm。

图1 枕式生鲜食品包装机结构示意图Fig.1 Schematic structural diagram of pillow type fresh food packaging machine
枕式生鲜食品包装机主要由以下几部分组成:送料机构、送膜机构、纵封机构、横封横切机构。此类包装机一般为下走膜机型,送料与送膜同时进行,通过送料机构将被包装的生鲜食品运送到复合膜的上方。复合膜通过折膜板,向上折起,制成筒状,由纵封机构中的热封滚子进行纵封,同时为膜的输送提供动力。送料机构装有传感器,对送料速度进行控制。由于放有生鲜食品的包装容器有一定高度,因此横封横切机构配置上下运动的切刀进行切膜,切刀与加热元件相连,热封与切膜同时进行,包装完成的生鲜食品由输送机构送到收集箱。
王中元等[4]研究了枕式包装机的运动特点,确定了横封机构中横封轴的凸轮运动曲线,以保证与送膜轴和送料轴的速度相匹配。蔡旺等[5-7]对枕式包装机电子凸轮的应用进行了研究,结合枕式包装机的封切机构需要往复运行的特点,将伺服技术与凸轮结构曲线相结合,解决了以往机械凸轮安装困难,成本高昂,容易磨损等问题。北京大森长空包装机械从日本引进了伺服驱动技术,开发了 SE500 系列包装机[8]。李敏等[9]采用欧姆龙PLC CPU_CJ2M和CJ1W_NC414模块为核心,结合温控系统以及触摸屏实现对枕式包装机的参数设置以及实时监控。高雪等[10-12]采用控制器结合驱动、编码、传感器模块搭建控制系统,提升了对包装机封切装置中温度的控制,通过对控制系统的优化实现了各个机构的独立调节,提高了包装效率与精度。刘扬等[13]研究了枕式包装机横封机构的平衡问题,将转动导杆增加适量配重,使其质心与回转中心尽量重合。赵慧文等[14]研究了转动导杆振动力与力矩的平衡问题,提出了基于增加配重的综合优化平衡法。
采用枕式生鲜食品包装机包装生鲜食品,可以对生鲜食品保鲜起到一定作用,但叶菜类生鲜食品在储存和售卖过程中,仍会受到因挤压造成的机械损伤。因此枕式生鲜食品包装机适用于包装不怕挤压的生鲜食品,如橙子、柠檬等。此款包装机的包装材料为厚复合膜,有一定强度,能承受折膜时的拉力,并且节省材料,国内枕式包装机包装生鲜食品速度为60~230包/min,包装效率较高。
1.2 盒装热压式生鲜食品封口机
盒装热压式封口机分为两种。一种为半自动,将生鲜食品放置在包装盒内后,放入包装机的指定位置,工人操作机器将装有包装盒的托盘送进包装机内部,加热板下压完成热封。另一种为全自动,结构示意如图2所示,盛装生鲜食品的包装盒放在送料输送带上,输送带将托盘运送到热封机构下方,压杆下压,热封机构中压膜板将包装膜压在托盘上方,剩余薄膜由回收机构回收。

图2 盒装热封生鲜食品包装机结构示意图Fig.2 Schematic structural diagram of hot sealed fresh food packaging machine
赵吉成等[15]对盒装热压式封口机进行了研究,选用Simotion D435控制器控制输送带以及各部分电机,控制包装机的速度和定位,通过Profibus现场总线进行逻辑控制,采用人机界面方便用户设置参数与监控设备运行,提高了设备的工作速度、精确性和稳定性,提升了封口机构的自动化程度。潘丽爱[16]对控制系统进行了设计,并降低生产成本。王利民[17]利用SolidWorks三维软件对盒装热压式封口机的机体进行建模,利用COSMOSWorks有限元分析插件进行分析,对机体进行优化,提高了盒装热封包装机的质量。丁毅等[18]运用ANSYS_Workbench中的物理场耦合对热封板进行分析与参数优化。
热压式封口机采用复合膜和包装盒作为包装材料,目前多用于包装加工过的生鲜食品如鸭脖、牛排等。生鲜食品在储藏或售卖时需要码垛,每包生鲜食品会相互挤压,使用包装盒盛装生鲜食品可以有效避免码垛造成的机械损伤,保证外观完好。热封过的复合膜表面平整,并且可以在复合膜上印刷精美图案,提高人们的购买欲望。但受包装盒的限制,此款包装机一般适用于包装体积较小的生鲜食品。
间歇式盒装热压封口机每次仅能包装少量生鲜食品,适用于小型超市或生鲜食品零售商,可以控制包装数量,做到时包时销。连续式盒装热压封口机可以成批量包装生鲜食品,包装速度一般为 50~100 盒 /min。
1.3 气调生鲜食品包装机
气调生鲜食品包装机的包装材料为预制包装盒或包装袋,将生鲜食品放置在密封容器内,通过改变容器内的环境条件来延长生鲜食品的保鲜期,因此气调包装也称为“气体置换包装”,其中的置换气体采用氮气、二氧化碳或它们的混合物。图3为盒装气调生鲜食品包装机的结构示意图,主要由送料机构、送膜机构、上模具、下模具组成,下模具装有抽气通道和充气通道,用于气调作业。
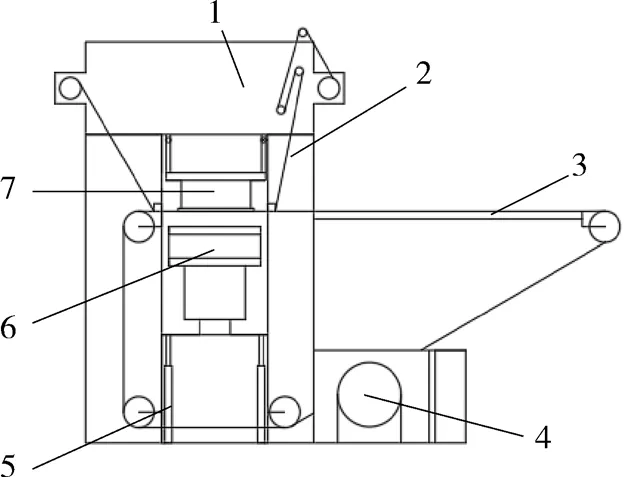
图3 气调生鲜食品包装机结构示意图Fig.3 Schematic structural diagram of fresh food modified atmosphere packaging machine
尹志华等[19]研究了ZQT-1D400型气调包装机,采用压力法原理,气调工作由两个气包循环完成,一个为工作气包,另一个为配气气包,当控制系统检测到工作气包压力不足时,电磁阀调换两个气包,此时工作气包转为配气状态,配气气包开始工作,由此降低了气调包装机的成本且提高了配气精度。王杰等[20]设计了一款新型盒式气调包装机,可同时完成进料和出料的工作,使设备更加紧凑,盒内气体置换精度达到99.2%以上,提高了工作效率。卢立新等[21-22]对气调包装机的气体置换装置进行了研究,发现充气孔和排气孔的分布对气体置换装置性能有显著影响。雷立雨等[23]研究了气调包装机的控制系统,采用西门子S7_200PLC进行控制,可根据不同包装材料调节温度,包装速度。彭群英等[24]解决了气调包装机气体置换效率不高,气体精度差等问题,加入冷却系统,配置制冷压缩机,在低温环境下进行包装作业,有助于生鲜食品的保鲜和冷藏贮存。陈秀等[25]对枕式气调包装机进行了研究,提出了一种新型充气装置,采用两根充气管带动更多气体流动,并利用Fluent软件对气体置换过程进行流体仿真,气体置换率达到99%只需0.4 s,降低了耗气量,提高了置换效率。
盒装气调生鲜食品包装机,目前多用于包装调味的生鲜食品如鸡翅、肉类和海鲜产品,包装速度为40~96盒/min。气调包装可以延长生鲜食品保鲜时间,减少或者避免食品氧化变质,同时抑制生鲜食品中微生物的生长繁殖,保证生鲜食品的品质和安全[26-27]。
1.4 贴体生鲜食品包装机
贴体生鲜食品包装机[28-29],包装材料为贴体膜和包装托盘。包装原理是将生鲜食品放置在托盘内,把透明的贴体膜覆盖在生鲜食品上,用加热和抽真空的方式将贴体膜沿生鲜食品的轮廓成型,并且紧贴在底板上,图4为贴体生鲜食品包装机结构示意图[30]。
李玉佳等[31]对包装机的抽真空机构进行了研究,基于PRO/E行为建模方法优化了双腔真空室的结构。杨超杰等[32]研究了贴体包装机的热封机构,在加热板与热封板中间设置蜂窝板和移动座,蜂窝板与加热板的导热槽相互连通使热封机构的运动更加流畅,同时确保热封的完整性。江苏大江智能装备有限公司对贴体包装机的封膜机构进行了研究[33],热封烫板高于刀架板小于容器外壁,提高了热封的精度。青岛永春食品公司研究了一款牛排贴体真空包装机,对清洁机构进行设计,在滤网和抽风机之间设置通风孔[34],当抽风机工作时,利用气流把杂质吹入滤网,实现杂质的收集。美国纳幕尔杜邦公司研究了一种高透氧性的真空贴体包装结构[35],采用多层膜结构具有特定通透性,高透氧性和低透湿性。

图4 贴体生鲜食品包装机结构示意图Fig.4 Schematic structural diagram of fresh food skin packaging machine
使用贴体包装的生鲜食品外观价值较高,可以直接观察被包装的生鲜食品的原型和色彩,并且由于其真空密封,具有优秀的保鲜能力,延长保鲜期,一般用于包装高价位的生鲜食品,如海产品、牛肉等,包装速度为30~90盒/min。
1.5 超薄自粘膜生鲜食品包装机
超薄自粘膜生鲜食品包装机,采用包装托盘和超薄自粘膜为包装材料,超薄自黏膜具有较好的拉伸强度、断裂伸长率和自黏性,可利用其自粘性封合,可配合热压封合方式。厚度极薄,作为包装材料可节省能源,因常用作食品保鲜故常称为保鲜膜,常见材料类型为PVC膜、PE膜和PU膜等,厚度为 9~13 µm。
常见超薄自粘膜包装机有两种。一种是四折膜板式生鲜食品包装机,原理为送膜装置将膜拉出,生鲜食品放置在托盘上,通过送料装置输送到保鲜膜下方,升降台提升到固定高度,封切装置完成切膜和封合工作,再由推料装置将包装好的物料送出,机构示意图如图5所示。

图5 四折膜板生鲜食品包装机结构示意图Fig.5 Schematic structural diagram of fresh food fourfolding-plate packaging machine
四折膜板式生鲜食品包装机在发达国家研究较早,例如意大利 FABBRI[36]、西班牙 ULMA、日本寺刚和石田等公司进行了关键机构的研发。梁国兴[37]研究了包装机的机械结构,提高了生鲜食品包装的密封性。梁汉麟[38]在升降装置中添加了称重机构和推入机构。雷良育等[39]对超薄自粘膜的压膜装置进行研究,在保鲜膜触碰到托盘内生鲜食品时,由链条带动托盘下方多余的保鲜膜贴合在托盘底部,通过钢板的开合取出包装完成的物料。于大永[40]采用环形气囊压膜的方式提升了保鲜膜的贴合度。
另一种为负压式生鲜食品包装机,结构示意如图6所示,采用立式输送带输送盛装生鲜食品的包装盒,收膜板引导保鲜膜包裹生鲜食品,由一对辊子压合保鲜膜,横向封切装置由前吸风盒、后吸风盒、刮板和切刀机构组成,吸风盒连接风机,吸附被切刀切断的保鲜膜,刮板将保鲜膜刮向包装盒底部[41-42]。

图6 负压式生鲜食品包装机结构示意图Fig.76 Schematic structural diagram of negative pressure fresh food packaging machine
中国包装和食品机械有限公司研究了其机械结构,北京大森长空包装机械有限公司研究了一款保鲜膜包装机,中封完成,超薄自粘膜经切刀机构切断后,折叠机构将两端保鲜膜向托盘底部折起,经过卸料机构时进行加热,对底部保鲜膜进行加固,完成生鲜食品的包装。广东高鑫信息股份有限公司研究了一款PLC控制的保鲜膜包装机,采用包装盒需有排风孔,吸风方式固定保鲜膜,提高包装效率。郑兆启等[43]研究了保鲜膜包装机的封切装置,采用吹风盒与气缸结合的方式,降低了包装能耗,提升了工作效率。
四折膜板式生鲜食品包装机分为高速版和低速版,低速版为人手动操作,每次包装一盒,高速版为自动进料,包装完成后由推杆推出,输送带送出。这种包装机需要多个伺服电机配合,高速版包装速度可达到90盒/min。
负压式生鲜食品包装机同样采用超薄自粘膜为包装材料,在导膜与纵封部分与枕式包装机类似,不同之处在于枕式包装机采用有一定强度的复合膜;在横封装置中采用负压方式进行吸膜,利用包装盒的运动规律进行横封,包装速度可达30~150 包 /min。
2 生鲜食品包装机的发展趋势
随着经济的发展,对生鲜食品进行包装再售卖是当前的发展趋势。在现有生鲜食品包装机的基础上改进设备与工艺,本文认为有以下几个主要发展方向:
(1)提高包装效率,减少时间成本。通过对设备的研究与改进,提高包装效率与包装稳定性。
(2)降低开发能耗,节能环保。超薄自粘膜的厚度仅为9~13 µm,远远小于普通包装复合膜厚度,在包装时使用超薄自粘膜不仅可以降低能耗还可降低一次性包装成本。对于包装盒包装,可降解包装材料的研制成功让包装盒包装更加环保。
猜你喜欢
科技与创新(2021年14期)2021-11-27 03:40:35
装备制造技术(2021年1期)2021-05-21 07:54:50
艺术大观(2019年15期)2019-09-28 07:12:24
食用菌(2019年1期)2019-02-11 19:11:13
环球时报(2017-07-04)2017-07-04 08:20:21
进出口经理人(2016年11期)2016-12-17 23:15:19
食品安全导刊(2016年15期)2016-07-20 06:01:54
电子制作(2016年23期)2016-05-17 03:53:44
销售与市场·管理版(2016年4期)2016-04-20 19:50:19
机电信息(2014年23期)2014-02-27 15:53:31
