错缝砌筑在大型回转窑内衬砌筑中的应用
2021-03-09 09:50孙铁成
世界有色金属 2021年20期
孙铁成
(中铝中州铝业有限公司,河南 焦作 454000)
1 概述
目前国内外大型回转窑多用于建材、冶金等行业。对于如何实现预热分解区域物料的热加工,都采取了各自的方案和措施。
1.1 回转窑及其工作原理
回转窑最早用于水泥行业,用于取代古老的立式窑,迄今已经120多年了。下图所示为英国某企业在1937年建造的回转窑,筒体钢板拼接全部采用了铆接。

图1 英国某企业在1937年建造的回转窑
随着回转窑技术的日臻完善,逐渐被推广到冶金、碳素及其他化工行业。虽然回转窑的用途多种多样,但他们都有着颇多的共性。如下图所示。

图2 回转窑主要组成部分示意图
如图所示,回转窑包括六大组成部分:
(1)承托系统,包括轮带、托轮、托轮钢底座等,在整个窑系统中起到支撑作用。
(2)传动系统,包括大齿圈、小齿轮、小齿轮钢底座、减速机、电机等,驱动回转窑转动。
(3)窑体系统,包括窑筒体、轮带筒节等,和内衬系统一起构成熟料热加工的空间。
(4)内衬系统,包括浇筑料内衬、耐火砖内衬等,起到保护筒体及减少筒体散热的作用。
(5)密封系统,包括窑头密封及窑尾密封,主要作用是减少漏风和改善工作环境。
(6)燃烧系统,包括喷煤管、鼓风机等,燃烧燃料,为窑系统对物料的热加工提供热源。
下图为某水泥厂的湿法回转窑。图中可见,为了强化物料换热,在预热烘干带采用了换热悬链。
回转窑在安装时具有一定的斜度,斜度一般为3%~4%,动力传动系统驱动大齿圈转动,从而带动整个窑系统转动;待加工物料从窑的高端喂入窑内,随着窑体的转动,靠自重不断向低端移动,经过烘干、预热、分解、烧成、冷却等,经窑头罩进入冷却机;熟料窑烧结熟料所需的燃料由燃烧器喷入窑内,燃烧后产生高温火焰及热气流,对熟料进行烧结、分解、预热、烘干等加工,最后产生的废气由窑的高端排出窑外。

图3 某水泥厂湿法回转窑示意图
回转窑的尺寸主要是指回转窑的直径和长度。通过对回转窑烧结物料的各种分析,依据企业的生产需求,来确定回转窑的尺寸。回转窑不仅要有足够的容积,而且要有燃烧系统来确保物料热加工以及保持物料反应环境温度所必需的热量。通过物料热化学分析我们大致能确定物料反应时间,这样就可以大致确定回转窑的长度。
回转窑的直径和长度的确定最终基于企业对回转窑烧结物料的需求量、物料化学反应持续时间以及生产中回转窑横断面的物料填充比。
当这些数据确定后,我们可以通过计算机模拟系统对回转窑的设计进行进一步优化。
一旦我们确定了回转窑的尺寸,我们就开始研究回转窑的内衬设计。对于直接加热的回转窑来说,其内部都有燃烧的火焰,因此回转窑内必须设有耐火材料建造的内衬,用来保护用碳钢制成的回转窑筒体。
选用何种耐火材料来建造回转窑内衬要因地制宜,依据不同的需求,选择相应的设计方案。有两种耐火材料建造的回转窑内衬最具有代表性,即浇注料内衬和耐火砖内衬。这两种内衬各有自己的优势和不足,如何选用主要依据回转窑内各区域的温度、物料的化学组成以及物料的磨损性能。
1.2 回转窑浇注料内衬
浇注料属于不定型耐火材料,在施工前加水或其他业态结合剂调制搅拌而成。浇注料在施工前必须安装锚固件,用来将浇注料内衬和回转窑筒体锚固在一起。浇注料内衬的特点是可以采用机械化施工,人工成本相对较低;其缺点是质量不太稳定,施工工期较长,特别是在浇注料内衬拆除过程中,施工效率低,作业条件恶劣。
浇注料内衬的另一个特点是当内衬局部损坏时,修理方便。只需要将损坏部位周围做少量的拆除清理,安装合适数量的锚固件,按照浇注料施工工艺完成修补。工作量小,工期短,大幅度缩短停窑时间。浇注料内衬结构示意图如图4所示。

图4 回转窑浇注料内衬示意图
1.3 回转窑耐火砖内衬
回转窑内衬采用的耐火砖大多数属于硅酸铝系耐火材料,其质量和耐火度取决于其中的氧化铝含量。
以黏土砖为例,其坯料采用压力机压制成型,在倒焰窑或者隧道窑内经过合适的烧制,其性能优于浇注料。耐火砖的成本比浇注料略高一些,但耐火砖内衬不需要锚固件,质量比较稳定,比较容易实现施工中的质量控制。耐火砖内衬的耐磨损性能优于浇注料内衬。
耐火砖内衬的缺点表现为以下几点:
耐火砖内衬砌筑时完全采用手工作业,人工成本很高。
耐火砖内衬和回转窑筒体没有连接,耐火砖内衬的整体强度主要来自于砖与砖之间的挤压产生的拱圈作用,这就在耐火砖内部产生了很强的挤压应力,容易造成耐火砖内衬的剥落损坏。
耐火砖内衬出现局部损坏后,修理起来比较困难,往往必须将整段内衬完全拆除后重新砌筑,工作量大,工期长,造成比较高的检修成本。图5所示为回转窑耐火砖内衬示意图。

图5 回转窑耐火砖内衬示意图
1.4 回转窑内衬的工作层和绝热保温层
当回转窑内衬耐火材料选定以后,接下来要进行回转窑窑体的散热损失的评估。
当我们认识到回转窑内工作温度较高,物料对内衬冲刷磨损严重,那么在内衬设计是就要考虑双层内衬,两层内衬分别称为工作层和绝热保温层。
工作层选用重质耐火材料,满足抵御高温火焰和物料冲刷磨损;绝热保温层选用轻质耐火材料,用来提高内衬的保温性能,减少回转窑窑体散热损失。
回转窑内衬有了绝热保温层,可有效降低回转窑的散热损失同时亦有利于保护回转窑筒体及其他筒体组件。
一般来讲,带有绝热保温层的回转窑内衬往往用于操作温度较高的回转窑。绝热保温层内衬和工作层内衬耐火材料有着类似的化学组成,最大的区别在于各自的强度和导热性。绝热保温层内衬耐火材料密度较低,强度较小,但其热阻比较大,可有效降低回转窑窑体散热损失。
1.5 回转窑内衬的维护
回转窑内衬砌筑完成后,在还要在运行过程中要对内衬进行必要的维护,从而尽量延长其使用寿命。回转窑内衬的使用寿命可达1年甚至几年,但有以下几个因素的影响会缩短回转窑内衬的使用寿命:目前,在世界范围内,大型回转窑内衬大多采用耐火砖内衬。内衬砌筑工艺主要有以下几种方法。
1.6 模板法
多适用于环向通缝砌筑。如下图所示:
内衬从横截面最低处开始沿环向分别向两个方向砌筑,当高度超过窑体中心线时,设置一个模具,分别从两个方向朝横截面最高处合拢,边砌筑边支撑,直到完成锁扣。
图6是较为简易的模具,完全采用手工操作,施工效率较低。

图6 模板法回转窑内衬砌筑示意图(环向通缝砌筑)
为了提高施工效率,不少企业采用了风动支撑环,如图2所示。

图7 风动支撑环机器作业平台示意图(模板法回转窑内衬砌筑)
该设备有两排风动支撑装置,施工效率得到了大幅度提高。
由于模板法必须采用环向通缝砌筑,限制了该工艺的适用范围。在要求错缝砌筑的回转窑内衬砌筑中无法采用。
客观上讲,错缝砌筑回转窑内衬使用寿命优于环向通缝回转窑内衬。在内衬使用寿命的中后期,明显能在内衬环缝处观察到V字形现象。这主要是两方面原因引起的:
窑内物料滑动时沿环向冲刷比较严重,环向通缝为这种冲刷提供了有利条件,造成内衬早期损坏。
由于回转窑各带温度差别较大,导致窑金属筒体各部位温差较大。以等直径回转窑为例,虽然在制作时筒体内径是相等的,但在使用中,由于金属筒体存在温度差别,造成通体热膨胀量不同,温度高的区域内径较大,而温度低的区域内径较小。内衬在金属筒体内滚动,则内衬环与环之间角速度存在差别,这会引起环与环之间耐火砖揉搓,从而造成环缝处耐火砖早期损坏。
相比较而言,错缝砌筑回转窑内衬则不存在上述缺点。错缝砌筑回转窑内衬整体性较好,内衬使用寿命较长。
1.7 支撑法
如图所示。采用支撑法砌筑回转窑内衬砌筑时,从横截面的最低处开始,分别向两边逐层砌筑,当超过横截面的一半时,安装支撑器。然后砖窑,再从低处向高处逐层砌筑,超过四分之一时第二次安装支撑器,然后第二次转窑。接着从低处向高处逐层砌筑,接近锁扣位置时,第三次砖窑,开始锁口,逐步完成内衬砌筑。
采用支撑法砌筑回转窑内衬,既可以是环向通缝砌筑,也可以是错缝砌筑。该工艺优点是采用工器具简单,易操作;缺点是支撑器的支设引起了要筒体弹性变形,当支撑器拆除时,筒体恢复原状过程中在内衬中因其强大的挤压应力,造成砖砌体内衬早期损坏,使用寿命缩短。

图8 支撑法回转窑内衬砌筑工艺示意图
1.8 胶结法
在大型回转窑内衬砌筑中,胶结法应用不常见。只是有文献介绍个别企业曾经采用过,但是由于其工序较多,施工工艺复杂,成本较高等原因,没有得到广泛推广。
2 分散支撑法模具的设计研究
早期的回转窑直径较小,直径大多不大于两米,其内衬砌筑时大多采用分散支撑的方法,当内衬砌筑超过一半时,为了防止耐火砖下滑,每砌筑一块耐火砖都采用一根简易的支撑杆压紧固定,当完成锁口砌筑后,拆除所有支撑杆。采用该工艺砌筑回转窑内衬,即可以实现环向通缝砌筑也可以实现错缝砌筑。对于直径较大的回转窑采用该工艺施工效率太低,工期较长,不适合采用。
某氧化铝企业设计制作了如下图所示的作业平台及支撑装置。
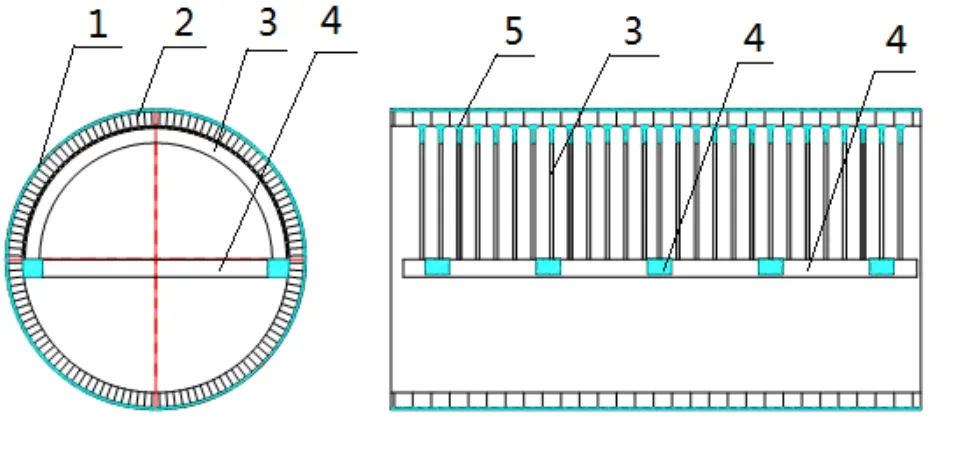
图9 回转窑错缝砌筑作业平台及支撑装置(模板法错缝砌筑)
平台各个构件均采用了“积木”方式,方便运输、组装、拆卸。
所有构件采用木质,重量轻,方便在窑内运输。
3 模板法错缝砌筑回转窑内衬
内衬砌筑从下半部分的最底部开始,砌筑到平口位置时,设置一套模板,如图4所示。
模板包括横梁、通梁、支撑弧板等几部分组成。横梁及通梁在同一平面上,设置高度应低于窑体中心线150mm~200mm。横梁及通梁之间的装配必须采用快速便捷的装配方式,以便于在窑内施工现场组装;支撑弧板采用木板拼装,其半径小于内衬内半径25mm~30mm,拼装方式如图10所示。

图10 支撑弧板制作示意图
使用时将支撑弧板用合适的方式固定在通梁上。为了提高内衬的砌筑进度,搭设的作业平台长度不小于6m;每块砖长必须设置一个支撑弧板,以确保每砌筑一块砖都能做到合适的支撑。
模板设置牢固后,开始砌筑上半部分内衬。每一块砖砌筑合适后,都必须用木楔子将其固定妥当,如图11所示。
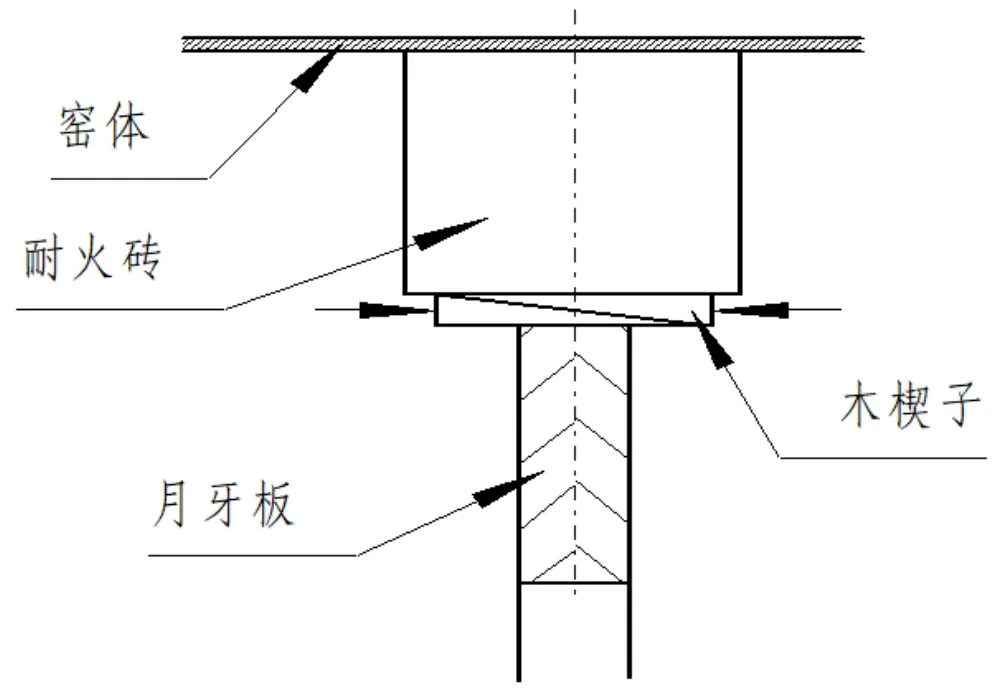
图11 耐火砖支撑示意图
用木榔头按图6所示的箭头方向轻轻敲击木楔子,以保证耐火砖的稳定、牢固。砌筑顺序是沿两侧向上,逐步向顶部靠拢。
当砌筑到顶部锁口位置时,在锁口预留好的位置内设置一个小型千斤顶,缓慢顶压其两端的耐火砖,待内衬顶紧后拆除千斤顶,然后根据锁口处空档的大小,用组合式锁口砖将该处内衬锁砌完毕。待耐火泥浆初凝后,方可拆去支撑弧板。
用上述工艺砌筑回转窑内衬的上半部分时,耐火泥浆的黏结时间及凝固时间必须合适,以保证施工按进度顺利进行;耐火泥浆的黏结时间过长,则砖缝中的耐火泥浆会因自重而流淌,将导致支撑弧板拆除后内衬变形、松动甚至塌落。
4 结束语
采用模板法错缝砌筑回转窑内衬时,避免了内衬砌筑过程中的窑体转动,施工效率略有提高;避免了支撑器的使用,消除了内衬中局部应力过大的现象,从而避免了内衬局部早期损坏,延长了内衬的使用寿命。据测算,回转窑中后部内衬使用寿命延长25%以上。
采用模板法错缝砌筑回转窑内衬,不必转动窑体,为窑内衬砌筑时采用机械化运砖创造了条件,对进一步提高内衬的砌筑效率,降低工人劳动强度具有重要意义。
猜你喜欢
理化检验(物理分册)(2022年10期)2022-11-22
交通世界(2022年27期)2022-10-17
船舶力学(2022年7期)2022-07-25
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04
一重技术(2021年5期)2022-01-18
轮胎工业(2021年4期)2021-12-25
土木工程与管理学报(2021年5期)2021-11-10
有色设备(2021年4期)2021-03-16
建材发展导向(2021年24期)2021-02-12
石油管材与仪器(2020年3期)2020-07-03