
轧制工艺对TC20钛合金小规格棒材组织和力学性能的影响
2021-03-08 08:08魏高燕张源田
世界有色金属 2021年24期
关 蕾,魏高燕,李 瑞,张源田
(1.宝钛集团有限公司,陕西 宝鸡 721014;2.宝鸡钛业股份有限公司,陕西 宝鸡 721014)
钛合金因强度高、比重小、综合力学性能优良和生物相容性好等优点,用其制作的骨板、螺钉、髋关节假体、血管支架、心脏瓣膜、牙种植体等产品在生物医学领域得到了广泛应用[1,2]。早期,医用材料中用的最多的是纯钛和Ti-6Al-4V合金,但纯钛强度较低、耐磨性较差,使得Ti-6Al-4V合金逐渐占据了市场主导地位[3,4];然而,Ti在组织液中会发生腐蚀,种植体周围会出现含Ti的黑色颗粒沉积,Ti-6Al-4V合金在人体中会释放含有钒(V)的有毒元素,近年来,许多国家都在研究开发新型、不含有害元素、生物相容性好、弹性模量低以及具有优良疲劳、断裂性能的外科植入医用钛合金材料[5,6]。
TC20(Ti-6Al-7Nb)钛合金是由瑞士Sulzer医学技术公司研制开发的,是近20年发展起来的被世界骨科界广为应用的更为先进的外科金属植入物材料,用无毒的元素Nb代替Ti-6Al-4V钛合金中的具有潜在毒性的V。经长期临床应用后,现已被世界医学界所承认,将逐步取代Ti-6Al-4V合金。由于金属晶粒越均匀、细小,越有助于提高材料的强度、塑性等综合性能,因此在医用、宇航等领域对钛合金棒材产品的显微组织均匀性及晶粒尺寸均有超出相应标准的较高要求,而使用传统的锻造或轧制工艺生产的钛合金棒材产品组织存在均匀性差、晶粒细化程度不足等问题,造成部分高端钛合金棒材仍需大量进口[7,8]。在此背景下,研究TC20钛合金的工业化生产工艺显得尤为重要。
为了提高产品的使用寿命,外科植入物用TC20合金棒材的显微组织要尽量细小均匀,GB/T 13810-2007标准中要求棒材横向显微组织应符合ETTC2中A1~A9级,但目前市场采购需求的TC20合金棒材均要求横向组织稳定于A1~A5级。国内对于TC20合金热处理研究较多,但相对于生产加工方面的研究却报道甚少,本文通过对TC20合金棒材轧制工艺进行研究,旨在为现场生产提供更多的技术参考数据,以望TC20合金尽早在生物用材方面与国际接轨。
细化晶粒的方法主要有通过大塑性变形、形变热处理、合金成分细化等。本项目是通过大塑性变形获得均匀细小的等轴组织,通过传统自由锻+热轧连轧线两种加工工艺获得。钛合金铸锭具有粗大晶粒,工艺塑性较差,通过开坯锻造后,粗大的铸造组织得到充分破碎,内部组织得到改善,提高了工艺塑性,通过β区和α+β区锻造后,得到均匀的两相区组织。随后通过连轧线进行小规格棒材试制,连轧线变形特点是沿变形的轴向只产生延伸变形,沿径向上仅发生压缩变形,而且坯料表面层与中心层的流动速度相同,这样更好的保证了大塑性变形下的均匀变形,可得到均匀细小的晶粒。本项目以制定优异、稳定的加工工艺,来得到显微组织均匀、一致的TC20钛合金轧制棒材,并使显微组织评级达到GB/T 13810-2007标准附图中的A1-A5级,且力学性能、尺寸和表面质量等技术条件均满足相应标准要求。
1 实验材料及方法
实验用材料是采用真空自耗电弧炉3次熔炼的铸锭,经水压机锻造加工而成直径Φ150mm的锻棒。低倍组织照片见图1,高倍组织见图2,金相法测得坯料的α+β/β相转变温度为1020℃,主要化学成分见表1。

图1 TC20钛合金锻棒低倍照片
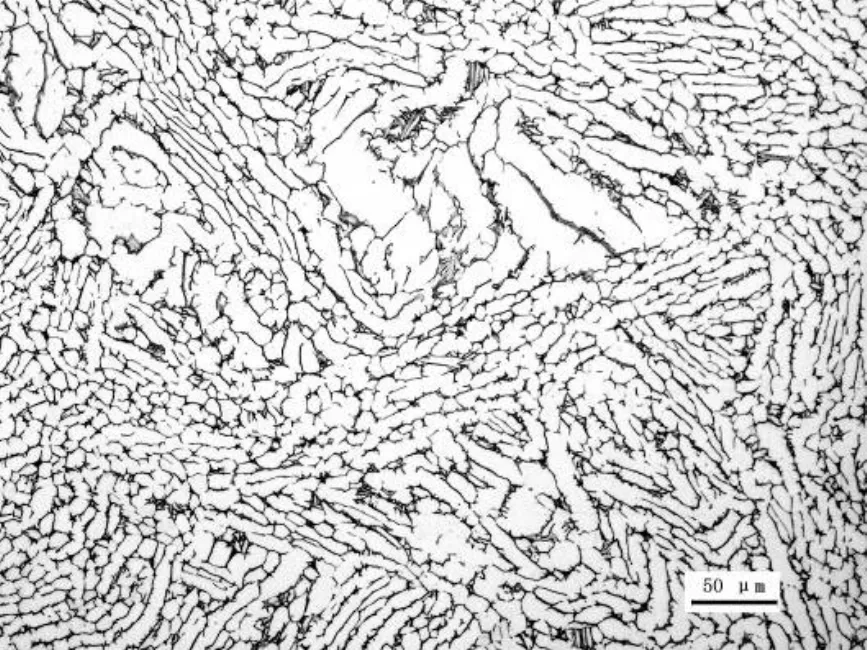
图2 TC20钛合金锻棒显微组织
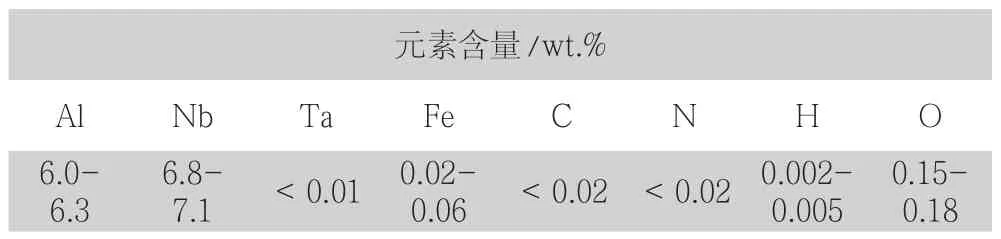
表1 实验用TC20合金化学成分
采用轧制方式在钛及钛合金热连轧生产线上将Φ150mm棒坯轧至Φ13.5mm,采用的两种轧制工艺如下:
工艺A:相变点以下50℃~70℃轧制1火次,相变点以下40~60℃轧制1火次;
工艺B:相变点以下50℃~70℃轧制1火次,相变点以下60~80℃轧制2火次;
TC20钛合金Φ13.5mm棒材经780℃/2h.AC退火后,在其头部切取纵向试样,分别进行显微组织观察、晶粒度评级和室温力学性能检测。高倍试样经腐蚀液(5% HF+10% HNO3+85% H2O)腐蚀后,按照GB/T5168标准在AXIOVERT 200 MAT金相显微镜进行显微组织检查;室温力学性能按照GB/T 228.1标准在INSTRON 5885电子万能材料拉伸试验机上测试。
2 结果与讨论
2.1 轧制工艺对棒材显微组织的影响
图3为采用两种轧制工艺得到的TC20钛合金Φ13.5mm棒材显微组织,由图3看出两种热连轧工艺得到的小规格棒材组织为典型的双态组织和等轴组织,由不同比例的等轴α、次生α相组成,工艺B相比工艺A的晶粒尺寸更细小、初生α含量较高,两种显微组织评级均符合ETTC中A1~A9要求。

图3 TC20钛合金Φ13.5mm棒材显微组织
在两相区变形过程中,随着变形量的逐渐增加,原始β晶粒逐渐被压扁和破碎,言金属变形流动方向拉长,片状α发生扭曲、碎化并沿变形方向排列,当变形量足够大时,形成带状组织,在适当的退火温度下,片状α发生再结晶,转变为等轴状α相[9-11]。由此可见片状和长条组织的棒坯经过两种不同热连轧工艺在两相区变形,在足够的变形量后通过780℃退火后,片状组织发生球化转变成等轴组织,说明在轧制变形时,保证足够大的两相区变形量,可以获得等轴组织。采用两种热连轧工艺,棒材横、纵向显微组织形貌无明显差别,不同的组织类型与采用的终止轧制温度有关,温度越高,初生α含量越低。另一方面,降低变形温度,位错密度在变形过程中会明显增加,同等变形程度下,低温变形会积累更多的内应力,形成再结晶过程中的驱动力,并使得再结晶温度有所降低,高位错密度和较低的再结晶温度促使变形金属较早的进行形核和聚集再结晶,并阻碍了晶粒的长大过程,从而降低了晶粒尺寸,达到细化晶粒的目的。
2.2 轧制工艺对棒材力学性能的影响
两种轧制工艺制备的TC20钛合金小规格棒材室温拉伸性能见图4,可以看出,两种工艺制备的小规格棒材均具有较高的强度和塑性。其中工艺A制备的棒材抗拉强度和屈服强度高于工艺B制备的棒材,工艺B制备的棒材塑性较高。
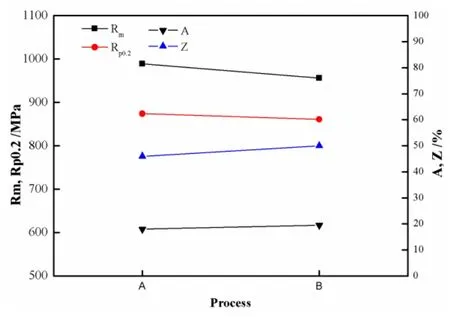
图4 两种轧制工艺制备的TC20小规格棒材室温拉伸
工艺A制备的棒材组织为双态组织,在较高的温度轧制后,终轧温度较高,使得棒材具有较高的固溶温度,初生α含量减少,棒材的塑性降低,同时在冷却过程中,形成了大量的细小弥散的次生α相,引起的弥散强化效果更明显,在变形过程中易形成应力集中[11],因此,棒材的抗拉强度和屈服强度较高。
工艺B制备的棒材组织为等轴组织,等轴α相的数量较多,在受外力时,α相之间的相互协调性也会越好,所以拉伸实验中,强度较低,而表现出良好的塑性。另外,当等轴α相的数量较多时,β转变组织的数量肯定会减少。在钛合金拉伸变形过程中,塑性主要和等轴状初生α相晶粒有关,其等轴状α相晶粒越多或越细小,材料塑性成型时可以降低变形温度或提高应变速率,即塑性越好。晶粒越细小,其可滑动的晶界面积越大,为晶界滑移提供了大量的晶界,在晶界处及附近容易发生应力集中,从而使得材料具有较高的强度和塑性[12-13]。
3 结论
(1)采用两种轧制工艺制备的TC20钛合金小规格棒材显微组织均能满足GB/T13810中A1~A5的要求,工艺A制备的棒材为典型的双态组织,工艺B制备的棒材为典型的等轴组织。
(2)两种轧制工艺制备的小规格棒材经780℃/2h.AC退火后,工艺A抗拉强度和屈服强度高;工艺B具有较高的塑性,强度略低于工艺A。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
舰船科学技术(2022年10期)2022-06-17
教育教学论坛(2022年12期)2022-05-11
舰船科学技术(2021年12期)2021-03-29
有色金属材料与工程(2020年5期)2020-11-27
飞天(2020年8期)2020-08-14
航空发动机(2020年3期)2020-07-24
汽车文摘(2018年6期)2018-06-02
中国诗歌(2017年12期)2017-11-15
有色金属材料与工程(2016年6期)2017-05-31
