
基于Minitab质量控制技术在硅橡胶质量控制中的应用
2021-03-05 10:04杨丞杰
广州化工 2021年4期
杨丞杰,张 羽
(湖北环宇化工有限公司,湖北 仙桃 433000)
硅橡胶广泛应用于建筑、交通、装饰等多个领域,稳定和提升硅橡胶产品质量是企业生产的核心。企业必须加强对数据进行采集、分析处理、查找不足和产生问题的原因,持续改进,不断提高产品质量,降低生产成本。Minitab软件是一款集数据、图形处理,过程分析与改进一体的质量分析工具,利用Minitab软件对硅橡胶生产工艺条件和质量指标进行分析,对稳定生产条件,控制质量指标有着重要的意义。
1 硅橡胶生产工艺简介
室温硫化液体硅橡胶的主要成分为端羟基聚二甲基硅氧烷为主体、配以填料(如碳酸钙、二氧化硅)、二甲基硅油、交联剂、催化剂等。无需加温加压,在常温下将液体硅橡胶转变成三维网状硅橡胶弹性体[1]。表干时间、拉伸强度、硬度、扯断伸长率等是衡量室温硫化液体硅橡胶产品质量的重要指标。在工业生产中,将基胶和填料在高速搅拌器中混合,混合好的基胶送入静态混合器,同时由捏合机连续向静态混合器输送交联剂和催化剂,经过静态混合器混合的胶料进入螺杆混炼挤出机脱气后包装[2]。
2 Minitab软件的功能介绍
Minitab软件所具备的功能包含基本数据计算和分析、图表(散点图、点图、矩阵图、直方图、茎叶图、箱线图、概率图、概率分布图、边际图、矩阵图、单值图、饼图等)、假设检验、回归分析、方差分析、SPC、MSA、可靠性分析等[4]。Minitab软件是为质量改善、教育和研究应用领域提供统计软件和服务的先导[5]。是全球领先的质量管理和六西格玛实施软件工具,更是持续质量改进的良好工具软件。本文结合质量管理PDCA流程,使用Minitab软件分析室温硫化液体硅橡胶的相关质量问题。
3 Minitab软件在室温硫化液体硅橡胶应用实例
3.1 排列图的应用
在室温硫化液体硅橡胶的生产过程中,常出现的质量问题有:颗粒、发霉、粘结性差、拉伸强度不够、发臭等问题。对生产过程中出现的产品质量问题数量进行统计,通过排列图进行分析,找出主要质量问题。
通过图1可以看出,生产中室温硫化液体硅橡胶的主要质量问题是拉伸强度不够,其频数超过总的质量问题的80%,在实际生产工作中要进行重点解决。

图1 缺陷原因分析Fig.1 Defect analysis
3.2 因果图的应用
针对室温硫化液体硅橡胶的主要质量问题,通过人、机、料、法、环、测等六个方面分析造成质量问题的主要原因。

图2 因果图分析Fig.2 Causality diagram analysis
3.3 相关性分析
通过对因果分析图的末端因素与拉伸强度进行相关性分析,找出造成拉升强度不好的强相关因素,并对此因素进行改进。本文以交联剂用量对拉伸强度的影响为例进行分析[3]。
首先通过图3可以看出交联剂用量和拉伸强度呈现明显的正相关。再通过基本统计量可计算出交联剂用量和拉伸强度的相关系数。
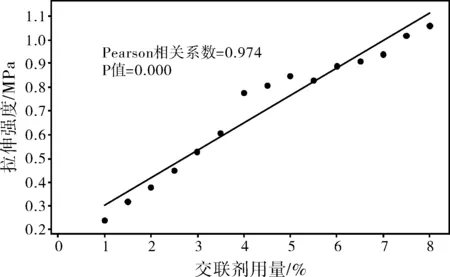
图3 拉伸强度与交联剂用量散点图Fig.3 Scatter plot of tensile strength and crosslinking agent dosage
通过回归分析进一步可以分析两者的回归方程,为生产提供详细量化的参考依据。如图4所示,两者具有明显的相关性和统计意义。

图4 拉伸强度与交联剂用量的回归分析Fig.4 Regression analysis of tensile strength and cross linker dosage
3.4 控制图的应用
根据过程输出的数据特性,主要有计量控制图和计数控制图两种。均值-极差(X-R)是最常用的最基本的控制图。通过对影响单组分室温液体硅橡胶进行的拉伸强度进行抽样,应用分析用控制图对其控制情况进行分析。
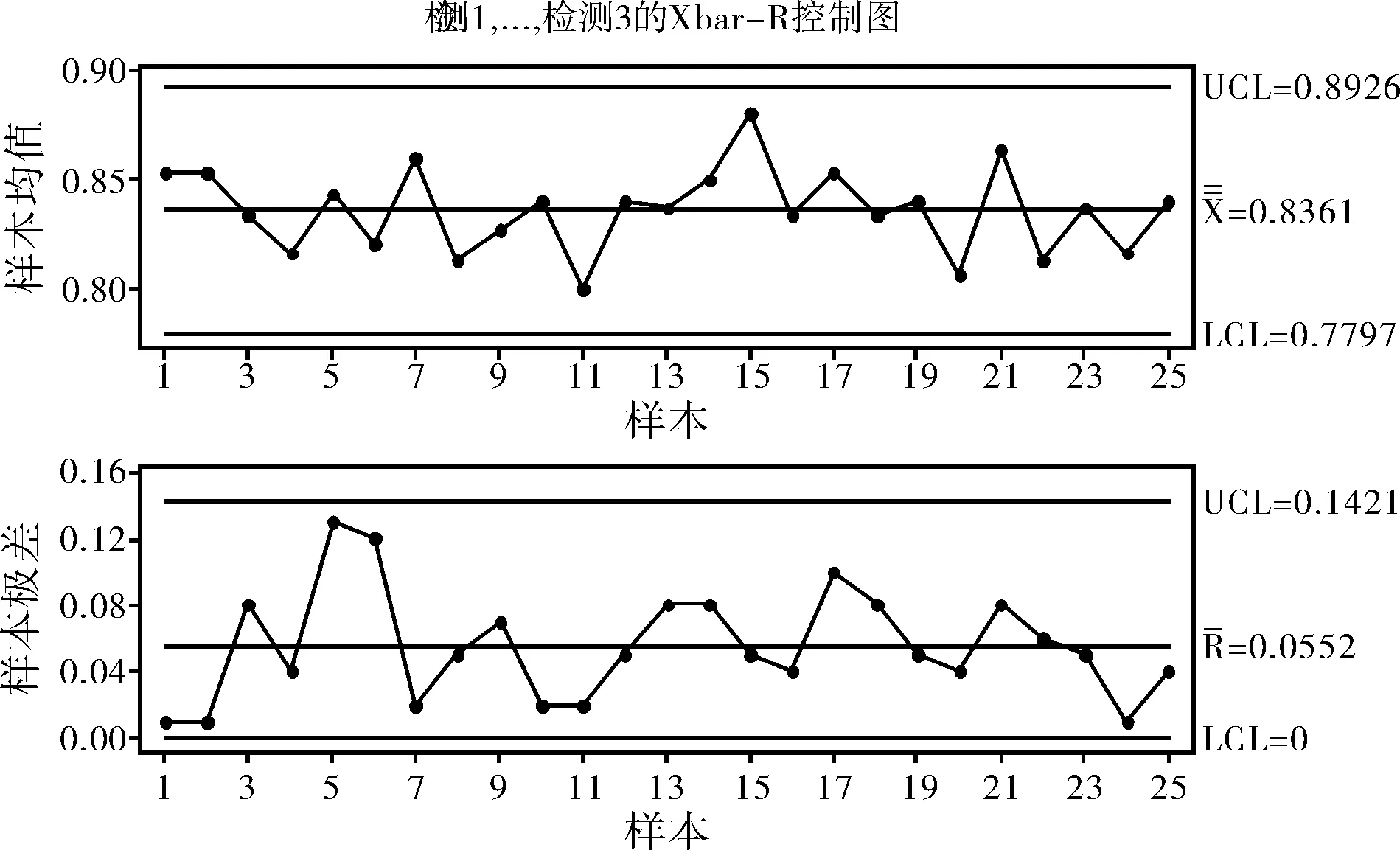
图5 硅橡胶拉伸强度控制图Fig.5 Control chart for tensile strength of silicone rubber

图6 控制图检验准则Fig.6 Test criteria for control charts
控制图判断稳定的准则如图7所示有:(1)1个点距离中心线大于3个标准差;(2)连续9个点在中心线同一侧;(3)连续6个点全部递增或者递减;(4)连续14个点上下交错;(5)3个点钟有2个点距离中心线同侧大于2个标准差;(6)5个点中有4个点,距离中心线同侧大于1个标准差;(7)连续15个点距离中心线任一侧1个标准差以内;(8)连续8个点距离中心线任一侧大于一个标准差。
根据控制图的稳定受控判断准则,改进后的硅橡胶拉伸强度控制过程稳定,处于稳定受控状态,对生产条件和工艺参数进行标准化,用控制用控制图对生产的稳定性进行检验和判断。
3.5 假设检验
为判断改进措施实施后的可行性和有效性,需要对改进前后的指标情况进行对比分析,对尽量型技术指标,通常采用假设检验的方法进行分析。经过图7对改进前后的均值进行双样本t检验,其均值之间不存在显著差异;经过图8对改进前后的标准差进行双样本分析,其标准差之间不存在显著差异。
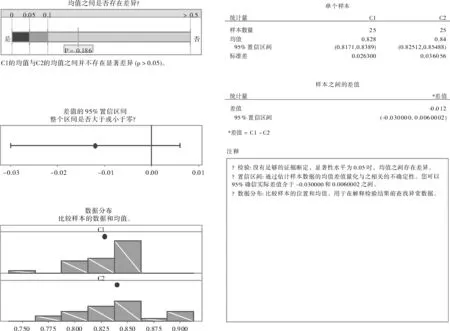
图7 双样本均值检验报告单Fig.7 Double sample mean test report sheet

图8 双样本标准差检验报告单Fig.8 Double standard deviation test report sheet
由此我们需要对采取的措施有效性进行合理的判断,或者对测量系统进行合理的分析,找出采取改进措施前后其结果没有达到预期效果的原因,进而采取进一步的改进措施。
4 结 语
通过以上分析,在有机液体硅橡胶的生产质量控制过程中,实施基于Minitab软件的过程质量控制,能大大降低废品率,提高产品质量,同时降低生产成本。在生产和制造高品质产品和实施精益化生产的企业,使用Minitab软件对生产过程质量特性和工艺参数进行分析科控制是必要的。
猜你喜欢
粘接(2021年2期)2021-06-10
煤气与热力(2021年2期)2021-03-19
中国测试(2018年10期)2018-11-17
物理化学学报(2015年7期)2015-12-30
橡胶工业(2015年7期)2015-08-29
石油化工(2015年9期)2015-08-15
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
