冷却速度对42CrMo4钢组织转变及性能影响
2021-03-04 03:37:08杨伟光刘年富宋加兵
热处理技术与装备 2021年1期
杨伟光,刘年富,宋加兵
(1.宝钢特钢韶关有限公司,广东 韶关 512123; 2.安徽安簧机械股份有限公司,安徽 安庆 246005)
42CrMo4钢为欧洲标准EN 10083-3牌号,与我国GB/T 5216标准中42CrMoH牌号相近似,具有较高的淬透性。该材料性能优良,广泛应用于汽车零件、工程机械和机电设备等领域[1-4]。42CrMo4钢在广泛使用的同时,客户需要钢材具有较低的硬度,以满足其下料剪切或锯切效率的提高。在常规的生产中,42CrMo4钢轧制后,在冷床上经过长时间的自然冷却,硬度比较高[5],维氏硬度可达到300 HV1。较高的硬度无法满足客户高效率下料的要求,为获得较低的硬度,需要对42CrMo4钢轧制后的冷却速度进行合理控制。通过合理的控制,使钢材形成铁素体和珠光体组织,从而获得较低的硬度,尽量避免产生贝氏体或马氏体组织。本文通过对42CrMo4钢在Ar3温度点以下,进行等温转变时组织和硬度的研究,为钢材轧制后的冷却控制提供依据。
1 试验材料及方法
1.1 试验材料
试验材料为42CrMo4钢,化学成分如表1所示。将尺寸320 mm×425 mm横截面连铸坯轧制成直径φ75 mm圆钢,圆钢轧制后在空气中自然冷却至室温。在距离圆钢表面1/4直径的位置加工成尺寸大小为φ6 mm×81mm试样。

表1 42CrMo4钢化学成分(质量分数,%)
1.2 试验方法
使用Gleeble-3800热模拟机,通过热膨胀法试验测量膨胀系数,从而测定各相变点温度;使用莱卡DM-4000M金相显微镜进行金相组织观察;使用Zwick ZHV-1型号维氏硬度计测量维氏硬度[6-9]。
2 试验过程
2.1 相变点测定
在真空条件下,以10 ℃/s加热速度将试样升温至500 ℃;然后以0.05 ℃/s加热速度升温至960 ℃,保温10 min;再以0.05 ℃/s冷却速度将试样冷却至400 ℃;最后以10 ℃/s冷却速度将试样冷却至室温,如图1所示。通过试验,得到试样膨胀量-时间曲线和相变点温度,如图2和表2所示。

图1 测定42CrMo4钢相变点时间-温度控制曲线

图2 42CrMo4钢膨胀系数-温度曲线

表2 42CrMo4钢各相变点温度(℃)
2.2 等温转变试验
有关资料显示[10],42CrMo4同类型材料,轧制后通过适合的冷却速度控制,可获得硬度较低的铁素体和珠光体组织。
等温转变试验以10 ℃/s的升温速度将试样加热到960 ℃,保温10 min;然后将试样分别以1、3和6 ℃/s冷却速度冷却至保温温度,保温温度区间为700~610 ℃,每间隔10 ℃为一个等温点,保温温度区间下限根据试验具体情况确定,保温时间30 min;最后以30 ℃/s的冷却速率冷却至室温。对试样进行组织和维氏硬度检测,从而确定获得较低硬度的铁素体和珠光体组织的等温区间。
2.3 试验结果
试样在960 ℃温度下保温10 min后,以1 ℃/s冷却速度分别冷却至700、690、680、670、660、650、640、630、620和610 ℃,分别保温30 min,组织转变产物和维氏硬度如表3所示,显微组织如图3所示。
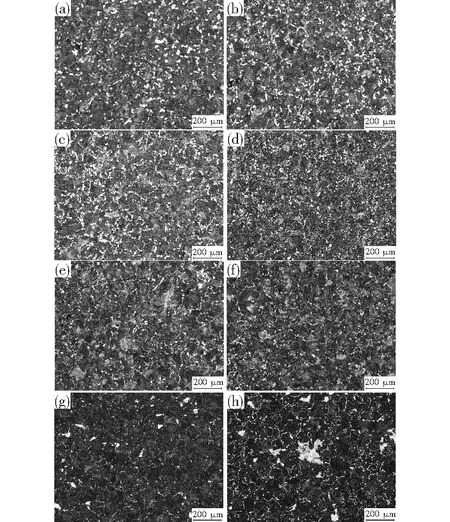
试样在960 ℃温度下保温10 min后,以3 ℃/s冷却速度分别冷却至700、690、680、670、660、650、640、630和620 ℃,分别保温30 min,组织转变产物和维氏硬度如表4所示,显微组织如图4所示。
试样在960 ℃温度下保温10 min后,以6 ℃/s冷却速度分别冷却至700、690、680、670、660、650、640和630 ℃,分别保温30 min,组织转变产物和维氏硬度如表5所示,显微组织如图5所示。

表3 1 ℃/s冷却速度和不同等温温度下组织转变产物及维氏硬度

表4 3 ℃/s冷却速度和不同等温温度下组织转变产物及维氏硬度
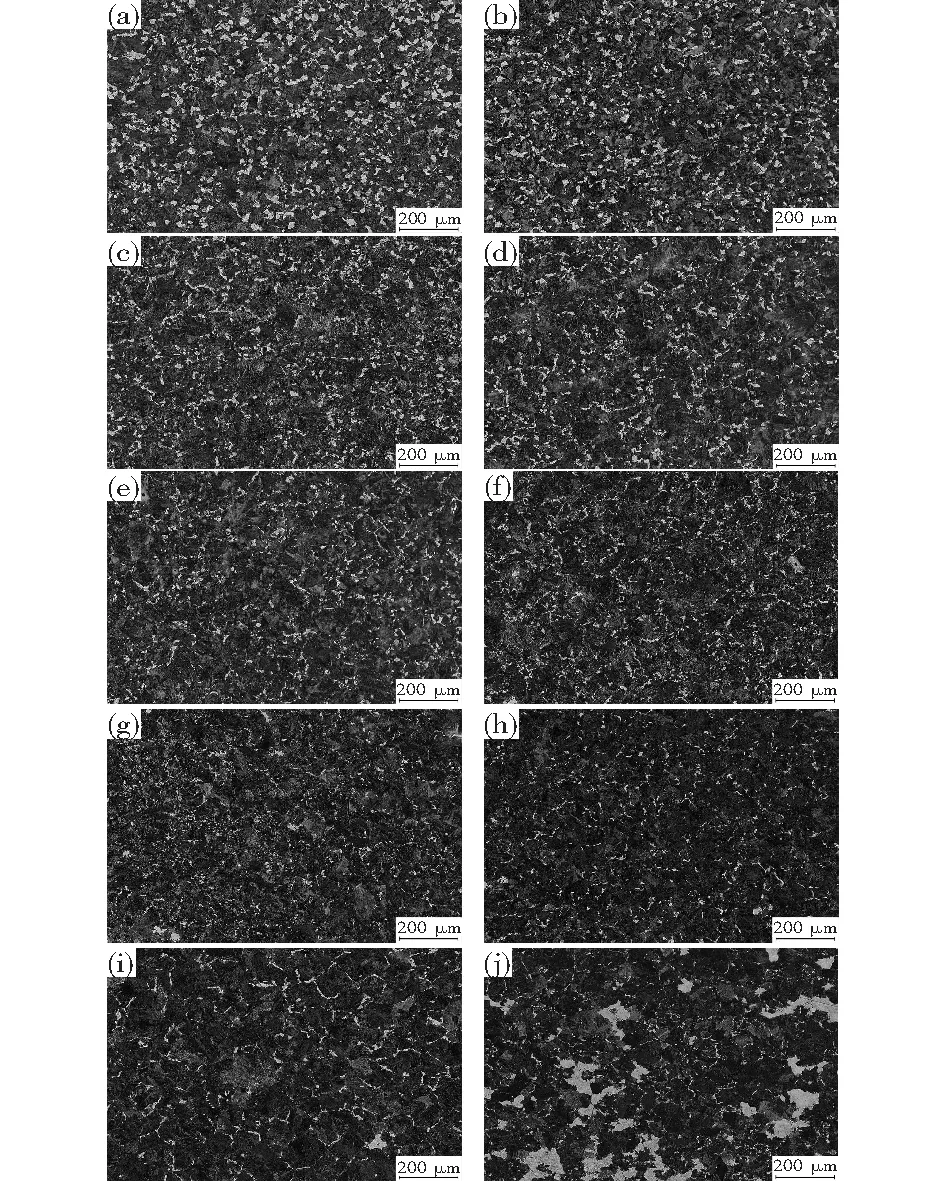
(a) 700 ℃;(b) 690 ℃;(c) 680 ℃;(d) 670 ℃;(e) 660 ℃;(f) 650 ℃;(g) 640 ℃;(h) 630 ℃;(i) 620 ℃;(j) 610 ℃

(a) 700 ℃;(b) 690 ℃;(c) 680 ℃;(d) 670 ℃;(e) 660 ℃;(f) 650 ℃;(g) 640 ℃;(h) 630 ℃;(i) 620 ℃

表5 6 ℃/s冷却速度和不同等温温度下组织转变产物及维氏硬度
(a) 700 ℃;(b) 690 ℃;(c) 680 ℃;(d) 670 ℃;(e) 660 ℃;(f) 650 ℃;(g) 640 ℃;(h) 630 ℃
2.4 试验结果分析
由表3和图3可看出,等温温度为700~620 ℃时,过冷奥氏体完成组织转变,为铁素体和珠光体组织。其中等温温度分别为700、690、680、670、660和650 ℃时,维氏硬度值分别为230、225、226、237、242和242 HV1;等温温度分别为640、630和620 ℃时,维氏硬度值分别为278、287和291 HV1,维氏硬度值高于等温温度640 ℃以上时的维氏硬度值。等温温度为610 ℃,组织为铁素体、珠光体和大量马氏体,维氏硬度值为305 HV1,说明经过30 min等温组织转变后,仍有大量过冷奥氏体未发生转变。因此在等温后的快速冷却过程中形成马氏体组织,由于马氏体组织的存在,导致维氏硬度值进行一步升高。
由表4和图4可看出,等温温度为700~650 ℃时,过冷奥氏体完成组织转变,为铁素体和珠光体组织,其中等温温度分别为700、690、680和670 ℃时,维氏硬度值分别为237、233、234、和244 HV1;等温温度为660和650 ℃时,维氏硬度值分别为274和273 HV1,维氏硬度值高于等温温度660 ℃以上时的维氏硬度值。等温温度为640~620 ℃时,组织为铁素体、珠光体和不同含量的马氏体,维氏硬度值在290 HV1以上,说明经过30 min等温组织转变后,也仍有过冷奥氏体未发生转变。因此在等温后的快速冷却过程中形成马氏体组织,从而导致维氏硬度升高。
由表5和图5可看出,等温温度为700~650 ℃时,过冷奥氏体完成组织转变,为铁素体和珠光体组织,其中等温温度分别为700、690、680和670 ℃时,维氏硬度值分别为232、238、243、和250 HV1;等温温度为660和650 ℃时,维氏硬度值分别为272和274 HV1,维氏硬度值高于等温温度660 ℃以上时的维氏硬度值。等温温度为640~630 ℃时,组织为铁素体、珠光体和不同含量的马氏体,维氏硬度值在300 HV1以上,说明经过30 min等温组织转变后,也仍有过冷奥氏体未发生转变。因此在等温后快速冷却的过程中形成不同含量的马氏体组织,从而导致维氏硬度不同程度地升高。
通过以上分析可以看出,在相同等温前冷却速度下,随着等温温度的降低,维氏硬度值呈逐渐升高趋势;在相同等温温度下,随着等温前冷却速度的提高,维氏硬度值也呈逐渐升高的趋势,如图6所示。

图6 不同等温前冷却速度和不同等温温度下维氏硬度
3 应用探讨
客户要求该圆钢供货维氏硬度不超过250 HV1,且组织为铁素体+珠光体,以便于保证其下料锯切效率。该圆钢在钢厂生产中,完成轧制后终轧温度很高,一般高于850 ℃,而轧制后采用空冷的方式进行冷却,硬度值远高于250 HV1。因此需要在轧制后,以一定的冷却速度降至适当温度,然后进行保温,从而获得符合要求的硬度值和组织。
研究结果显示,等温转前冷却速度为1 ℃/s,在700~650 ℃等温转变30 min,可获得≤250 HV1硬度值和铁素体+珠光体组织;而等温转前冷却速度为3和6 ℃/s,在700~670 ℃等温转变30 min,可获得≤250 HV1硬度值和铁素体+珠光体组织。该研究结果为钢厂在圆钢轧后的冷却和保温工艺制定提供参考,钢厂根据自身工艺设备的控制能力,选择不同的冷却速度和保温温度。
猜你喜欢
航空制造技术(2022年5期)2022-07-15 08:01:00
中国特种设备安全(2021年7期)2022-01-19 05:07:32
计测技术(2021年2期)2021-07-22 09:17:14
现代塑料加工应用(2021年5期)2021-02-28 08:18:02
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
现代传输(2016年2期)2016-12-01 06:42:43
中国人兽共患病学报(2016年6期)2016-01-30 08:13:10
中国塑料(2015年3期)2015-11-27 03:41:54
中国塑料(2014年2期)2014-10-17 02:50:59
建筑材料学报(2014年2期)2014-03-11 17:07:44