利用U曲线法对35CrMo钢理想临界直径的研究
2021-03-04 03:37赵亮,舒鑫,邹鹏,邵帅,闫卓,孟越,梁盈
热处理技术与装备 2021年1期
赵 亮,舒 鑫,邹 鹏,邵 帅,闫 卓,孟 越,梁 盈
(沈阳鼓风机集团股份有限公司,辽宁 沈阳 110869)
35CrMo是一种中碳铬钼合金结构钢,热处理制度为调质处理,热处理后拥有较好的力学性能指标,因其低廉的锻件价格,常用于通风机和鼓风机的轴类零件。近些年来,随着国内风机行业的发展,轴类零件不断大型化,调质后力学性能有下降的趋势。
淬透性是指钢在淬火时,形成马氏体(碳在α-Fe中的过饱和固溶体)的能力[1],其大小用钢在规定条件下所获得的淬透层深度来表示。淬透性是选材和制定热处理工艺的重要依据,理想临界直径是指工件表面到半马氏体区(50%马氏体+50%非马氏体)的深度。容易形成马氏体的钢淬透性好,淬硬区深度大,理想临界直径大。本文利用不同直径的35CrMo的锻件试样进行淬火和低温回火试验,并检验表面和心部的洛氏硬度[2],绘制成U型曲线,得到该材料的理想淬火临界直径;再结合调质处理,研究不同直径试样力学性能[3],对材料的热处理工艺进行修正和完善。
1 试验材料和方法
本试验材料为圆柱形锻件,长度为直径的2倍,该材料的Ac1=750 ℃,Ac3=800 ℃,四种规格材料各2件分别为φ60 mm×120 mm、φ80 mm×160 mm、φ100 mm×200 mm和φ200 mm×400 mm,材料化学成分如表1所示。淬火和回火均采用RTX75箱式电阻炉,4件试样为了研究不同位置马氏体的洛氏硬度[4],另外相同规格的4件试样研究调质后力学性能和金相显微组织。

表1 35CrMo试样的化学成分(质量分数,%)
2 试验结果和分析
2.1 淬火理想临界直径的确定
为了研究淬火后不同位置马氏体的洛氏硬度,防止淬火后试样产生开裂,采用低温回火,热处理工艺参数如图1所示。
热处理后将4件不同尺寸规格的试样分别按不同位置进行线切割取样,进行洛氏硬度检验,硬度数据如表2所示。

图1 热处理工艺参数
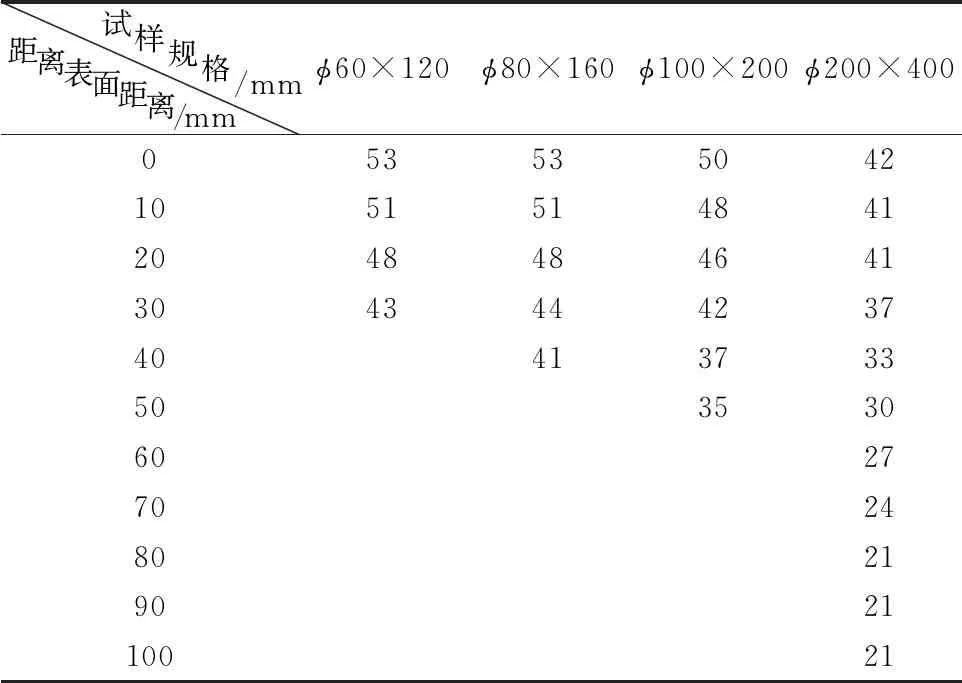
表2 不同试样各位置洛氏硬度
对于可通过调质的碳钢和合金钢,针对碳含量在0.30%~0.40%的调质钢,淬火后不同马氏体含量和洛氏硬度的关系如表3所示[5]。
根据表2中的数据,分别将4件试样的不同位置洛氏硬度数据绘制成U型曲线,横坐标为试样直径,纵坐标为不同位置的洛氏硬度,如图2所示。虚线为35CrMo钢半马氏体的硬度值,图中剖面线区域为马氏体含量小于50%的区域。

表3 不同碳含量和不同马氏体含量的洛氏硬度

图2 不同直径试样的U曲线硬度分布
按工件表面到半马氏体区(50%马氏体+50%非马氏体)作为材料的淬火理想临界直径,可以推算出35CrMo钢的理想临界直径约φ80 mm。
2.2 调质后的力学性能和金相组织
对四种规格试验材料进行调质处理,即淬火+高温回火,热处理工艺如图3所示。

图3 调质处理工艺
试验材料调质处理后,在表面处截取1个拉伸试样、2个冲击试验和1个布氏硬度试样,平行部分直径为φ6 mm的棒状拉伸试样。在RAS250万能试验机上按GB228《金属材料室温拉伸试验方法》进行拉伸试验;按GB229《金属材料夏比摆锤冲击试验方法》进行冲击试验;按GB231《金属布氏硬度试验方法》进行布氏硬度检验。力学性能数据如表4所示。

表4 调质处理后材料力学性能
从表4可以看出,直径φ60 mm和φ80 mm试样,小于该材料的理想临界直径,表面的强度数据趋于一致;直径φ100 mm试样稍高于材料的淬火理想直径,强度略有下降;直径φ200 mm试样远超过淬火理想直径,强度明显下降。
对φ60 mm×120 mm和φ200 mm×400 mm试样表面进行金相组织观察,如图4所示。可以看出,φ60 mm试样为典型的回火索氏体,保持马氏体位向;φ200 mm试样远大于临界直径,为50%回火索氏体与50%贝氏体混合体。

(a)φ60 mm×120 mm;(b)φ200 mm×400 mm
3 结论
针对35CrMo合金钢的淬火临界理想直径的研究,结合调质后的力学性能和显微组织,得出以下结论:
1)该材料的淬火理想临界直径约φ80 mm;
2) 当试样的直径远大于临界直径,调质后力学性能数据大幅度降低,为回火索氏体和贝氏体的混合组织;
3) 在实际生产中,若轴类零件的最大截面尺寸远大于临界直径,应该适当降低回火温度,以提高材料的强度。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
山东冶金(2022年1期)2022-04-19
理化检验(物理分册)(2021年6期)2021-06-30
能源工程(2021年1期)2021-04-13
装备制造技术(2020年1期)2020-12-25
金属世界(2020年1期)2020-01-16
热处理技术与装备(2019年4期)2019-09-13
山东冶金(2019年3期)2019-07-10
现代冶金(2016年5期)2016-12-02
现代传输(2016年2期)2016-12-01