T250马氏体时效钢晶粒细化热处理
2021-03-01 07:52
金属加工(热加工) 2021年2期
西安长峰机电研究所 陕西西安 710065
1 序言
20世纪80年代,国际镍公司(INCO)研制出无钴马氏体时效钢T250,该钢在C250基础上去掉Co元素,降低Mo含量,增加了Ti含量,性能接近C250[1]。1995年,国内抚顺特有限公司、钢铁研究总院与西安长峰机电研究所联合成功研制国产T250钢。目前,T250钢凭借超高强度和较好的韧性,已广泛应用于发动机燃烧室壳体。
某型号T250钢发动机燃烧室壳体(以下简称“壳体”)由前后连接环和筒体组焊成形,是发动机上承受高温、高压的关键部件。试制壳体在水压测试过程中发生开裂。
本文以水压试验过程中开裂的壳体为对象,通过光学显微镜和扫描电镜观察开裂部位的微观形态、断口形貌,分析了裂纹与金相组织的关系,找到造成水压裂纹形成的直接原因,提出并验证了预防水压裂纹的热处理措施。
2 试验方法及结果分析
壳体加工工艺流程为:原材料→锻造→毛坯固溶→一道次旋压→道次间固溶→二道次旋压→旋压筒体时效→切头组焊前后连接环→焊后时效。
本次失效分析针对该壳体热加工过程进行,取样编号,见表1。
2.1 扫描电镜断口分析
对取样进行断口扫描观察(见图1),Y1是非正常的脆性断口,呈沿晶断裂,组织非常粗大;Y2样品断口正常,属于韧性断口,主要以韧窝为主;1S、2S、SY2均为非正常的脆性断口,呈沿晶断裂;SY1是混合断口,以准解理为主,伴随着少部分沿晶断裂,主要分布在夹杂物形成的孔洞处。
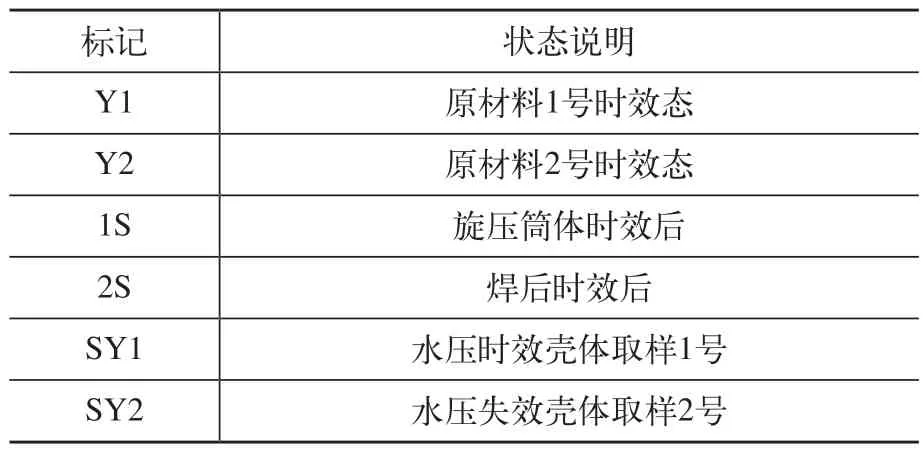
表1 试样标记
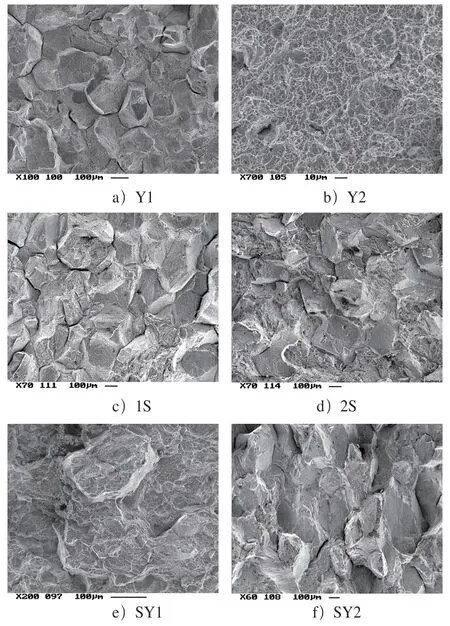
图1 断口形貌观察
2.2 金相分析
经金相观察,试样的晶粒都非常粗大,如图2所示。Y1、Y2样品的晶粒度分别为2.5级和2.0级,经过重新锻造的1S和2S试样的晶粒度为2级。产品状态SY2的晶粒同样非常粗大,晶粒度为1.5级。
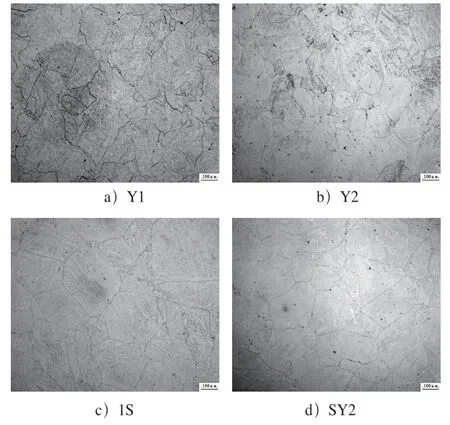
图2 晶粒度
原始状态Y1非正常断裂的形式均为沿晶的脆性断裂,主要是因晶粒和组织粗大而造成的,晶界处未发现析出相。
经过锻造(1S、2S)和水压试验的(SY1、SY2)样品经过热加工后组织不仅没有细化,个别的晶粒尺寸比锻造以前还要粗大,说明锻造工艺存在问题,或锻打次数和终锻温度存在问题,没能够细化组织,造成沿晶脆性断裂。
3 改进措施及效果验证
针对马氏体时效钢,分别采用一次正火和双重正火处理的方式细化晶粒[2]。将原有试样重新编号,按照新的热处理制度再次进行处理,见表2。
经过正火处理后,试样晶粒度有明显的改善,并且双重正火的晶粒细化效果明显好于一次正火。正火处理细化的金相组织如图3所示,晶粒度的评级结果见表3。通过正火处理,在金相组织中,未发现晶界处存在析出相。
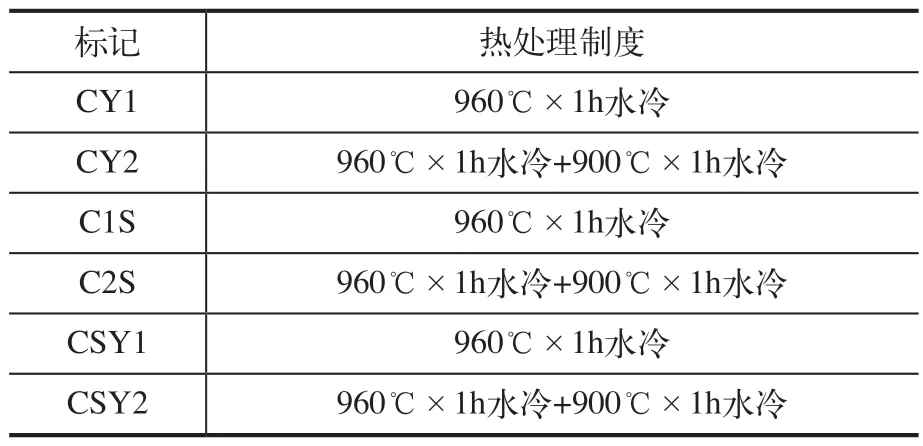
表2 试样热处理制度
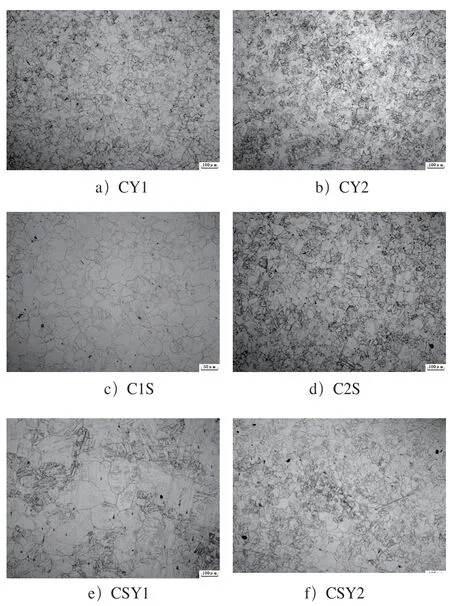
图3 金相组织
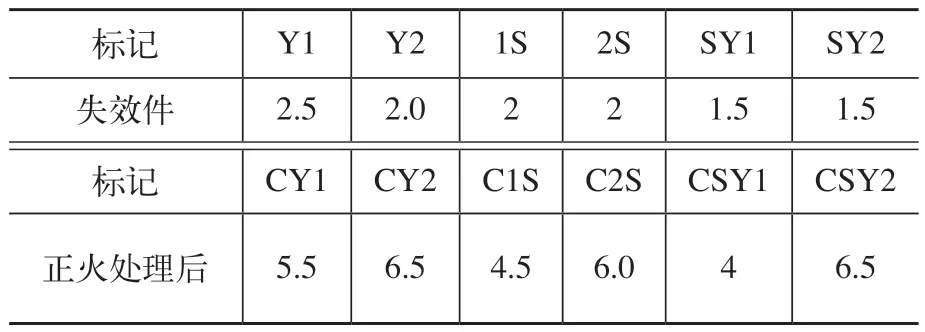
表3 晶粒度评级结果 (级)
通过上述试验论证,将同批锻件加工流程调整为:(原材料→锻造)→双重正火→毛坯固溶→一道次旋压→道次间固溶→二道次旋压→旋压筒体时效→切头组焊前后连接环→焊后时效。
对加工壳体逐件进行水压试验,采用上述流程加工的壳体,水压期间未出现开裂失效及其他失效现象,满足设计水压相关要求。
4 结束语
1)壳体材料晶粒粗大是造成壳体水压开裂失效的直接原因。
2)T250马氏体时效钢通过正火处理,可以细化晶粒。
3)T250马氏体时效钢采用双重正火细化晶粒的效果,优于一次正火。
猜你喜欢
山东冶金(2022年1期)2022-04-19
发明与创新(2021年39期)2021-11-05
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
制造技术与机床(2019年6期)2019-06-25
测控技术(2018年1期)2018-11-25
浙江大学学报(工学版)(2016年9期)2016-06-05
焊接(2016年7期)2016-02-27
中国煤层气(2015年3期)2015-08-22
制造技术与机床(2015年10期)2015-04-09