
基于船舶焊接工艺优化设计的探讨分析
2021-03-01 01:00周斌强任月平王银炯
中国修船 2021年1期
周斌强,任月平,王银炯
(1.舟山普陀长宏船舶修造有限公司,浙江 舟山 316100;2.尚海海洋科技(浙江自贸区)有限公司,浙江 舟山 316000;3.宁波市鄞州盛飞专利代理事务所(特殊普通合伙)舟山分所,浙江 舟山 316100)
在当下的船舶修造中,焊接是其中的关键技术,而且,焊接的总工时和成本各占船体建造的总工时和成本的30%~40%,焊接的质量更是反映船体修造质量优劣的重要指标。传统焊接工艺存在着焊接效率低、焊接易变形且不能得到很好的控制等问题[1-3]。因此,研究开发机械化、自动化的高效焊接技术,不仅使企业提高船舶修造质量、提高生产效率、降低建造成本、缩短周期,而且也是实现船舶现代化技术进步新的增长点。
1 船舶焊接工艺的要求分析
针对传统焊接工艺的焊接效率低、焊接易变形且不能得到很好的控制等问题。并参考其他船舶焊接工艺的设计,探析出一种船舶建造中的高效焊接工艺[4-6],具体要求如下。
1)技术方面。尽可能基于已有焊接工艺和研究成果来确保本方案的可行性和可靠性。
2)操作方面。充分考虑工作场环境的复杂程度,并结合人机操作的感受,将个人体验与实时检测相结合,实现人机操作最优化。
3)经济方面。确定合理方案及分配装置相关可靠性能指标,通过人性化设计,来保障结构的安全性。
2 船舶焊接工艺的原理分析
依据现在船舶焊接的各种技术参数要求[7-9],设计出一种船舶建造中的高效焊接工艺,以实现建立高效、节能、环保的现代船舶高效焊接技术的目标,焊接流程方案示意图如图1所示。

图1 焊接流程方案示意图
图1中,选择需焊接位置,先采用刨边机和碳弧气刨来制备坡口,其中碳弧气刨压缩空气的工作压力不得高于0.8 MPa。制备好坡口后,在焊接前,要仔细检查坡口的尺寸以及所需要装配的质量是否符合船舶焊接等级的有关要求。如果坡口尺寸及装配质量不合格,则重新利用刨边机和碳弧气刨来制备坡口。如果坡口尺寸及装配质量合格,则需要对制备好的坡口进行有效的清理,在坡口内部以及坡口边缘两侧各35 mm内的正反面与端面除去挂渣及碳刨残留的积碳、水渍、油污、铁锈。如果未清理好上述杂质,则再次进行清理,清理合格后,接下来进行焊接工作,在拼板区则采用双丝熔化极活性气体保护电弧焊(MAG)焊接技术。在小组装区则是在CO2气体保护作用下,采用自动角焊或半自动角焊来焊接小构件和T型构件,在船体纵骨制造处则采用装焊一体化的纵骨安装焊接技术。最后采用大合龙工艺,在甲板和双层底的内底板对接缝,采用CO2陶质衬垫焊打底,埋弧自动焊盖面,在船体首部和尾部等线型变化较大部位,采用CO2气体保护焊进行焊接;在密闭和狭小空间采用手工电弧焊焊接方法;大合龙缝的焊接应先焊总段或分段之间的壳板对接缝,再焊其结构间的对接焊缝,然后焊其结构与壳板的角焊缝;先焊立角焊,后焊平角焊;手工焊时,对较长的焊缝应采用分中对称分段退焊法;大合龙焊缝装配报检合格后,须在20 h内进行焊接。
3 船舶焊接工艺的试验分析
测试船舶在焊接的过程中,参照焊机操作数据判断焊接过程以及焊接的结果是否效率高、质量好。测量并记录焊接电流、实时电流、焊接速度和气体流量等数据。图2为焊接电流与实时电流的变化曲线图,图3为实时电流与气体流量的关系,图4为焊接电流与气体流量的关系,图5为焊接速度和气体流量的关系。

图2 焊接电流与实时电流的变化曲线
由图2知,船舶在焊接过程中,选择钨极直径2~4 mm时,记录测量的焊接电流和实时电流数据。考虑到焊机的使用年限、显示数值与实际数值存在误差、焊条直径的大小、焊缝在空间的位置以及其他媒介的影响,在误差允许范围内,整个船舶焊接过程正常。通常在保证焊接质量的前提下,尽可能采用大电流,借以提高生产效率。

图3 实时电流与气体流量的关系
由图3知,在焊接过程中,板厚1~3 mm时,记录测量的实时电流和气体流量的数据,通常根据实时电流的大小、焊接位置以及焊接所处的环境等因素,来选择保护气流量的大小。在实时电流处于85~180 A之间时,气体流量在5~10 L/min范围内,焊接过程正常。
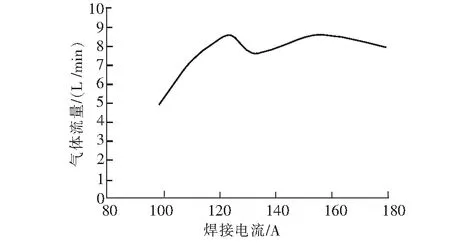
图4 焊接电流与气体流量的关系
由图4知,在焊接过程中,瓦嘴径4~7 mm时,记录焊接电流和气体流量的数据。根据焊接的应用理论及安全生产,在焊接电流85~180 A的工作范围时,气体流量均应在5~10 L/min区间,所以焊接过程正常。

图5 焊接速度和气体流量的关系
由图5知,在焊接过程中,焊接电流85~180 A的工作范围内,焊接速度越快,气体流量越大,测量记录的气体流量数据均在5~10 L/min范围内,焊接过程正常。
4 结束语
本文从焊接工艺所要求的质量出发,对焊接工艺的设计方案、焊接流程进行了论证,并分析检测数据,发现焊接试验结果均在参数范围内,得出本套焊接工艺不仅焊接效率高,而且可以很好地控制焊接变形,大大缩减了焊接成本。本文在考虑如何减少检测时间,改善设备的智能化方面仍需要进一步完善。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
数学物理学报(2021年5期)2021-11-19
锻压装备与制造技术(2021年2期)2021-07-19
建材发展导向(2021年6期)2021-06-09
数学物理学报(2020年4期)2020-09-07
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
小哥白尼(趣味科学)(2018年11期)2018-12-18
制造业自动化(2017年2期)2017-03-20
大型铸锻件(2015年4期)2016-01-12
