基于Ansys Workbench的不同悬伸量整体硬质合金立铣刀模态分析
2021-02-27 03:13:16李建兵柴柱程文星
金属加工(冷加工) 2021年1期
李建兵,柴柱,程文星
中车南京浦镇车辆有限公司 江苏南京 210031
1 序言
在对转向架构架一系定位座内挡面和电动机后吊座进行加工时,传统的加工工艺是采用粗铣和精铣2个工步,分别使用玉米铣刀和精棒铣刀。这种工艺方法虽然可以使加工表面满足设计图样要求,但加工效率低,且刀具成本高。为此对工艺进行了改善,采用整体硬质合金立铣刀,一把刀实现粗铣和精铣2个工步,提高了加工效率,降低了刀具成本。但由于整体硬质合金立铣刀的直径较小,悬伸量较大,易产生振动,不仅影响构架加工表面的质量,还会对立铣刀的寿命产生影响。
本文通过对不同悬伸量整体硬质合金立铣刀模态分析,为选择合适的悬伸量及合理的主轴转速提供了参考,确保构件的加工效率和表面质量。
2 立铣刀模态分析
模态分析就是确定设计结构或机械部件的振动特性,得到结构的固有频率和振型。对复杂结构进行准确的模态分析,不仅为结构系统的振动特性分析、振动故障诊断及结构动态特性的优化设计提供依据,还可以确定在特定方向上某个振型多大程度参与了振动,使结构避免共振或以特定频率进行振动。
对结构进行模态分析一般不用求解结构系统的全部固有频率和振型,振动可以表述为各阶固有振型的线性组合,其中低阶固有振型要比高阶固有振型对结构的振动影响大。因此,低阶振型对刀具的动态特性起决定性作用,进行结构的动态分析计算时,只需对其前几阶振型进行分析即可。
本文主要针对φ25mm整体硬质合金立铣刀的不同悬伸量进行模态分析。装夹刀具时,露出刀柄的部分,即悬伸量(用L表示)如图1所示。
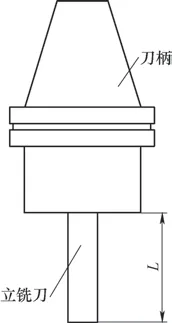
图1 立铣刀悬伸示意
整体硬质合金立铣刀的悬伸量为铣刀全长的50%~60%是较优的选择,悬伸量见表1。

表1 整体硬质合金立铣刀的悬伸量 (单位:mm)
3 建立有限元模型
3.1 立铣刀三维模型的建立
Ansys Workbench有限元分析软件只能建立形状相对简单的几何结构,复杂几何结构的建立需要借助其他三维建模软件。在三维建模软件中建立所需的几何结构体模型,模型建好以后将其保存为Ansys Workbench有限元分析软件可以读取的格式。用于转向架构架一系定位座内挡面和电动机后吊座加工的整体硬质合金立铣刀结构复杂,无法直接在Ansys Workbench有限元分析软件中直接建立,因此需要在三维建模软件中建立其模型,本文选择SolidWorks三维建模软件,建立整体硬质合金立铣刀的三维模型如图2所示。

图2 整体硬质合金立铣刀的三维模型
3.2 立铣刀三维模型导入与网格划分
由于整体硬质合金立铣刀的刀头部分比较复杂,棱角较多,为提高网格品质和计算精度,在三维建模时对立铣刀模型进行了适当的简化。本文将在SolidWorks三维建模软件中建好的整体硬质合金立铣刀模型保存为x_t格式,导入Ansys Workbench有限元分析软件中,如图3所示。

图3 整体硬质合金立铣刀导入后的有限元模型
整体硬质合金立铣刀由刀柄和刀头两部分组成,因此对此立铣刀模型分成两部分进行网格划分,刀柄部分采用Solid95(六面体)单元类型,刀头部分采用Solid92(四面体)单元类型。由于扫掠划分法和多区域法都无法适用于此立铣刀的刀柄部分,本文选择六面体网格划分方法对其进行网格划分。此立铣刀的刀头部分是简单的规格体,最适合采用扫掠划分法。划分好网格的整体硬质合金立铣刀(悬伸量85mm)有限元模型共有144 747个结点、88 569个单元,如图4所示。

图4 整体硬质合金立铣刀有限元网格
3.3 立铣刀材料参数的设置
本文使用的立铣刀材质为硬质合金,其材料的主要参数见表2。
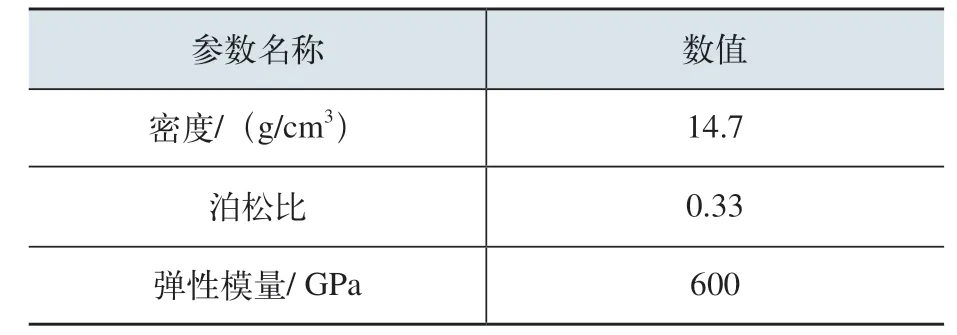
表2 整体硬质合金立铣刀材料主要参数
3.4 立铣刀约束的施加
铣削加工中通过刀柄的夹头夹紧刀具刀杆的圆周面实现刀具的固定,有限元分析模型中利用刀具刀杆的圆周面上的各个节点、各个方向上的自由度等效代替刀具的约束条件,即可通过固定刀具刀杆的圆周面上的各个节点、各个方向上的自由度使刀具固定。
4 不同悬伸量立铣刀模态分析
采用Subspace(子空间法)对不同悬伸量状态下的整体硬质合金立铣刀进行模态分析,选取的频率为0~20 000Hz,提取前六阶次模态的固有频率及相对应的振型,最后对整体硬质合金立铣刀不同悬伸量进行模态求解,所得到的整体硬质合金立铣刀不同悬伸量的前六阶次的固有频率见表3。当此整体硬质合金立铣刀悬伸量为85mm时,对其进行模态分析,可得其前六阶模态振型图,其中一、二阶振型图节点振型变化幅度很小,三阶振型图中振幅发生在切削刃端,五阶振型图中整体硬质合金立铣刀呈S形扭转如图5e所示;当此整体硬质合金立铣刀悬伸量分别为88mm、91mm和95mm时,分别进行模态分析,可得前六阶模态振型图如图6~图8所示。

表3 立铣刀4种悬伸量前六阶固有频率

图5 悬伸量L=85mm的前六阶模态振型
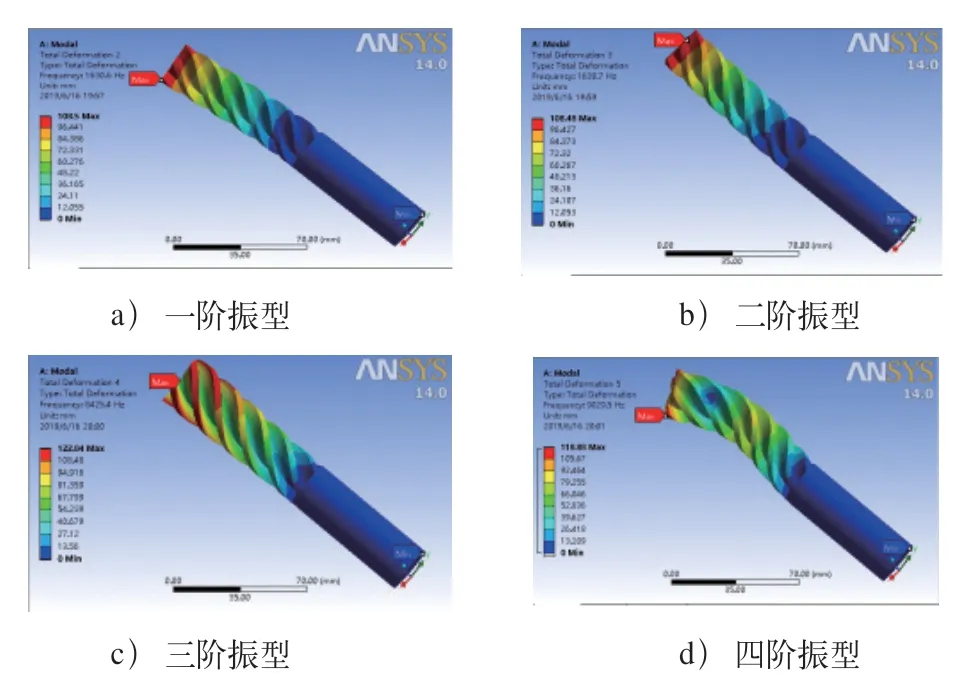

图6 悬伸量L=88mm的前六阶模态振型

图7 悬伸量L=91mm的前六阶模态振型

图8 悬伸量L=95mm的前六阶模态振型
结合振型图5~图8对整体硬质合金立铣刀的模态进行分析,可得以下结果。
1)从不同悬伸量的整体硬质合金立铣刀的前六阶固有频率和相应的模态振型可知,振型主要分为两种:强振型和弱振型。在强振型云图中可以看出,大部分节点振动幅度较大,振型较为强烈,从悬伸量L为85mm、88mm、91mm和95mm模态振型图的三阶振型图中可以看出,主要振幅发生在切削刃端,整体硬质合金立铣刀呈一头大一头小。从悬伸量L=85mm模态振型图的五阶振型图中可以看出,整体硬质合金立铣刀呈S形扭转。从悬伸量L为85mm、88mm、91mm和95mm模态振型图的一、二阶振型图中可以看出,弱振型中的各节点振型变化幅度很小。
2)从表3的整体硬质合金立铣刀的前六阶固有频率表中可以看出,一阶和二阶的固有频率非常接近,四阶和五阶的固有频率也很接近,属模态密集区。但是二阶和三阶,五阶和六阶之间差值很大,属模态稀疏区。悬伸量L为85mm、88mm、91mm和95mm时,整体硬质合金立铣刀的固有频率都是从小到大的变化趋势,悬伸量越小,一阶固有频率越大,当立铣刀的固有频率接近加工系统的激振频率时,则可能引起整体硬质合金立铣刀发生颤振,因此在满足现场实际加工工艺要求的情况下,应尽可能的缩短整体硬质合金立铣刀的悬伸量。
3)根据外力频率计算公式:

式中,n为加工中心最高转速(r/min);z为整体硬质合金立铣刀齿数。
按照转向架车间三菱加工中心的最高转速3 000r/min进行计算,整体硬质合金立铣刀齿数为5,可得其外力频率为250Hz。从上文的模态分析结果中可知,整体硬质合金立铣刀固有频率随悬伸量的增加而减小,悬伸量最大为95mm时,其一阶固有频率为1 571.2Hz,远大于250Hz。因此,整体硬质合金立铣刀的振动频率离固有频率很远,不会发生颤振,同时立铣刀的振动与变形也比较小。
5 结束语
本文利用SolidWorks三维建模软件建立整体硬质合金立铣刀的三维模型,使用Ansys Workbench有限元分析软件对整体硬质合金立铣刀进行了模态分析,分析了整体硬质合金立铣刀4种不同悬伸量的前六阶固有频率和模态振型。经计算分析,当整体硬质合金立铣刀在外力作用下的振动频率远离其固有频率时,不会发生颤振,且立铣刀的振动与变形也比较小,同时也为下一步对整体硬质合金立铣刀动力学研究做铺垫。
猜你喜欢
杭州师范大学学报(自然科学版)(2022年6期)2022-12-05 08:17:22
山东冶金(2022年4期)2022-09-14 08:59:00
西安理工大学学报(2021年2期)2021-09-03 10:09:18
金属加工(热加工)(2021年8期)2021-08-26 06:15:14
装备制造技术(2020年2期)2020-12-14 03:09:32
制造技术与机床(2019年12期)2020-01-06 03:18:06
四川冶金(2019年4期)2019-11-18 09:30:54
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24