
一种筒子纱染色离散自动生产线物流调度系统介绍
2021-02-24 10:13:08靳云发杨万然王绍宗
制造业自动化 2021年12期
靳云发,杨万然,王绍宗,张 倩
(1.先进成形技术与装备国家重点实验室,北京 100083;2.北京机科国创轻量化科学研究院有限公司,北京 100083)
0 引言
筒子纱染色是高档色织面料的基础,是色织行业的重要工序[1]。我国筒子纱染色企业年染纱1000多万吨,85%以上的色织用纱线通过筒子纱染色加工[2]。传统染色属于劳动密集型、工作环境恶劣行业,生产中过程中,存在较多技术含量不高的重复体力劳动,筒子纱染色也不例外。“用工荒”的出现、用工成本的快速上升、人工操作容易造成产品质量不稳定等原因,倒逼染色企业转型升级,用自动化、智能化的生产线替代人工操作。
根据生产工艺和设备布局的特点,本文介绍的生产线是用不同的生产工序替代传统离散物流生产线中部件装配和总装配过程[3],最后得到成品筒子纱的非典型离散物流生产线,它通过不同工艺过程执行设备的串联和并联完成复杂的柔性生产加工过程。柔性作业车间调度(FJSP)衍生机器分配问题和工序调度问题,从而使得其相对于经典车间调度问题(JSP)而言更加复杂[4]。因此,只有合理的组织生产物流活动才能够发挥出最大的生产能力,否则再好的生产设备也不能顺利的完成生产[5]。物流调度的主要工作内容包括实时监控生产的各个工作环节,及时的了解现场运行状况,并且根据突发状况制定应急措施[6],通过传感器直接信号采集、设备间的信息互联互通,使物流调度系统实现生产数据在整个生产全流程可获取,是实现生产线管理和物流调度的基础,只有这样才能实现任务队列的实时动态管理、物流设备工作路径指令的动态生成。
1 生产线物流调度策略及控制器选型
1)生产线调度策略
为了满足生产节拍、提高生产线综合效率,最大限度提高生产线产能,实现安全、高效、灵活的生产调度,系统执行了基于数据驱动、动态队列和安全协同的物流调度策略,通过任务数据驱动原则、工位状态安全原则、异级任务效率优先原则、同级任务先进先出原则来实现。
数据驱动原则。物流设备的任务队列的产生、各个工位状态是否正常都是通过分析包含工位传感器数据、生产过程中生产物料的属性数据来实现的。物流调度系统确保生产物资的属性数据在生产流动过程中与生产物资动态匹配。
工位状态安全原则。一个工位的生产物料属性数据与该工位传感器信号、该工位的功能设置不匹配时,系统触发工位报警,并将有报警的工位实时从所有可能的任务队列中清除,必须在排查清楚报警原因并正确处理后,物流设备才能执行与该工位相关的任务。
异级任务效率优先、同级任务先进先出原则。每个物流设备都执行多个工艺过程的物流转运任务,每种工艺过程的物流转运对应一级任务;每一个工艺过程有可能有多个任务同时存在。不同级的任务同时存在时,不同的执行顺序生产线会有不同的生产效率;存在多个同级任务时,按照FIFO原则执行。
2)物流调度系统硬件选择
要实现有效的物流调度,完成调度任务的控制器除了需要具备极高的工作稳定性;由于各个工位的物流属性数据需要实时更新,现场执行设备、物流设备和缓存工位的状态信息需要实时更新,各个任务队列根据以上获取的数据需要进行实时的更新和维护,根据实时任务队列、执行设备和物流设备的状态需要实时动态生成物流设备的工作任务路径,需要同物流调度控制器进行数据通讯的设备多,生产线的物流调度程序的程序量大、逻辑运算量大,对物流调度控制器的性能提出了很高的要求。
工程中,我们选用了西门子S7-1500系列中CPU 1515-2PN作为物流调度控制器。该控制器CPU自带显示屏,方便进行IP地址等设置和诊断;工作存储器可存储500KB代码和3MB数据,同时支持高达2GB的存储卡,可存储项目数据、归档、配方和相关文档;位指令执行时间30ns;最高可多达108个通讯连接资源,通过Profinet与现场执行设备和物流设备通讯,实时获取必要数据,动态生成物流设备需要执行的任务队列和路径指令,该控制器完全满足工作需求。
同时,物流调度控制器还通过以太网与上位工控机通讯,进行状态显示和必要的操作,实现并通过工控机将生产线的可以生产数据备份到服务器中。
2 生产线布局和设备介绍
筒子纱染色车间主要包括纱笼上纱,纱笼纱柱装压锁扣、纱笼进染缸染色、纱笼出染缸、纱笼卸锁扣、色纱脱水、脱水后烘干几个主要的工序。某日产60吨纱线染色车间生产线设备布局如图1所示。

图1 生产线布局示意图
生产线中设备由三类构成:物流设备(RGV、自动天车统、摆渡车统称)、缓存工位、工艺设备,编号如图1所示,图中仅对物流设备及其操作对象(缓存工位、工艺设备)进行了编号。设备统计信息如表1所示。

表1 生产线设备统计表
生产线现场实拍如图2、图3所示。

图2 移载车工作区域现场局部图

图3 自动天车工作区域现场局部图
3 物流设备调度的具体实现
结合生产线产能需求,自动化生产线布置了1台摆渡车(工位编号120)、2台RGV(工位编号100和200)、1台自动天车(工位编号1000)实现物料及其载具的转运。其中,摆渡车可缩短空纱笼转运的路径,提高运送效率;两台RGV的工作区域为染色平台下的机器人工作区及相关缓存区域;自动天车的工作区域是染色机平台及相关缓存区域。
下面,以工位编号100的装纱区RGV移载车的物流调度过程为例,介绍生产线的物流调度实现。
1)路径规划
依据设备的功能和工位编号,做好路径规划是实现调度的前提。首先对RGV100移载车的路径种类进行细分,并穷举可能存在的7类工作路径。为了执行异级任务效率优先原则,对各类路径的优先级进行排序。对每一个可能的路径进行编码,一个完整的路径包括起始工位号、目标工位号和路径编码。每类路径数=起始工位数×目标工位数。
根据生产工艺,路径类型及优先级(数值小的优先级高)如表2所示。

表2 RGV100路径分类及优先级列表
2)工位数据规划
要实施数据驱动原则,需要做好数据规划。生产线数据,通过各个工位的数据来具体体现。合理、完整的工位数据是完成物流调度的前提。根据生产工艺情况,工位数据必须具备以下基本要素:
(1)生产任务具备唯一标识,即为每一纱笼的染色任务设定一个ID;
(2)生产过程中,存在工位复用的情况,每一个生产工艺过程必须具备唯一的标识,即为每一个工艺过程设定一个ID。比如,装纱机械手正在向纱笼装纱工艺过程ID为200,装纱机械手向纱笼装纱完成是工艺过程ID为210等;
(3)每一种物料状态都有一种物料状态ID。比如只有空托盘的物料ID为10,托盘+纱笼的物料ID为20等;
(4)具备必要的生产过程工艺数据,比如脱水机的脱水时间、脱水时执行的转速等。
通过这些必要的数据,即使同一个ID的生产任务在同一个工位,但执行不同的生产工艺,物流调度系统也能进行可靠的甄别。
3)物流搬运路径的生产
物流设备是否能够产生、何时产生有效路径、产生哪个路径,是多个因素综合作用的结果,以RGV100为例,可以用一个数学模型表示为:
R100=(S100,Pr,Q1…n,SB,SE)
式中,R100为RGV100路径;S100为RGV100的状态集;Pr为RGV100的队列优先级规则;Q1…7为RGV100的7类路径队列;SB为可能的起始工位的状态集合,SE为可能的目标工位的状态集合。
当物流调度系统计算出有效的路径时,将路径发送给RGV100,RGV100按照自身的工作逻辑完成路径任务,并反馈物流调度系统完成结果。
对于每一级任务队列,都要实时动态更新。当系统检测到某个工位的工位数据、传感器信号和该工位的功用完全匹配时,该工位进入相应的任务对列。逻辑流程如图4所示。
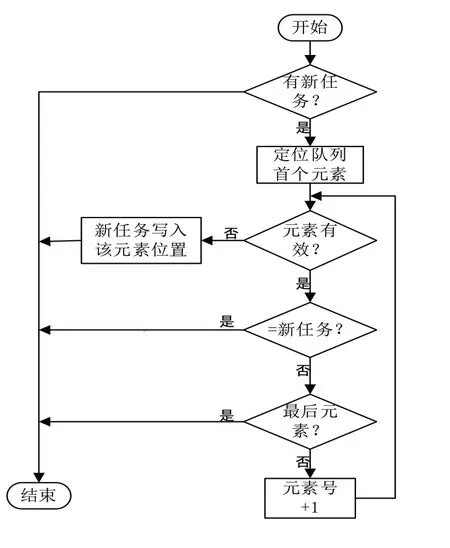
图4 新任务入队列逻辑流程图
当某个队列任务需要被执行时,按照FIFO原则。执行过的任务,需要从队列里面清除,同时将队列整体前推一个元素单位。通过如图5逻辑流程来实现。

图5 任务完成后出队列逻辑流程图
生产过程中,难免出现工位报警的情况。为落实工位状态安全原则、避免生产事故,如果该工位已经进入了任务队列,需要将该工位的任务从队列中清除,从而实现调度系统对任务队列的动态管理。该机制的引入,也为人工干预物流和物流数据提供了可能。从队列中清除一个任务的逻辑流程如图6所示。
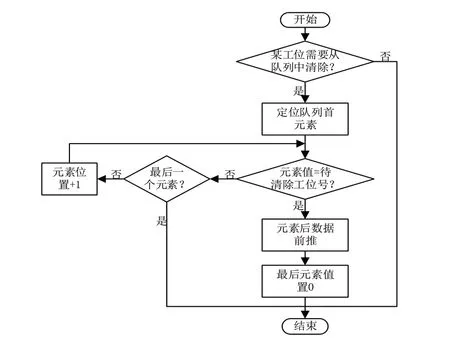
图6 队列清除任务逻辑流程图
4)特殊情况的处理
生产中,存在设备检修、生产任务饱和度不够、染色质量不达标等特殊情况。物流调度系统设计了生产线上的设备上自动线和下自动线的自动适应机制。设备下线时,物流调度系统在在进行任务路径规划计算时,该设备将不纳入路径规划中去;对于排产靠后需要优先生产的,系统设计了人工干预机制:可以将相应的任务在队列中前移,也可以人为给物流设备发送相应的工作路径提前执行相关任务,执行完后相关的任务队列自动实时自动更新。
尽管生产线染色一次符样率很高,也不能完全避免质量不达标的出现,物流调度系统也对这种情况进行了充分考虑,处理方式是:将检测不合格的纱笼调度到指定的纱笼缓存工位,当染缸呼叫重染后,再次进入正常的染色序列。该过程的处理逻辑流程图如图7所示。
4 结语
生产线调试完成并投入使用已经近1年的时间,取得了很好的社会经济效益,完全满足设计目标:生产线运行稳定,除巡视人员外,无需人工操作,极大降低了人员配置和人工劳动强度;杜绝了人工操作不规范导致的不良品等生产事故;极大改善了生产环境,提高了对企业招工对象特别是年轻技术工种吸引力。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
物流技术与应用(2020年5期)2020-06-25 02:48:12
小学生学习指导(低年级)(2020年4期)2020-06-02 09:09:26
意林(2020年10期)2020-06-01 07:26:37
软件(2020年3期)2020-04-20 00:58:44
军营文化天地(2018年2期)2018-12-15 17:39:08
产品可靠性报告(2017年7期)2017-09-05 09:49:12
现代企业文化(2016年1期)2016-12-23 02:09:39
