
离散型智能制造模式研究
2021-02-24 10:13:04陈鲁敏王加兴
制造业自动化 2021年12期
陈鲁敏,黄 梁,王加兴
(杭州汽轮机股份有限公司 信息管理中心,杭州 310022)
0 引言
汽轮作为中国最强、最大的工业汽轮机研制基地,是国内唯一能按用户的特殊需要,非标准设计和制造工业汽轮机的厂家。杭汽轮机是典型的离散制造型企业,由于特殊的市场定位和独特的技术体系,杭汽轮的产品呈现出需求个性化,设计差异化,小批量多品种的特点,生产模式是典型的多品种、单件、小批量的订单式生产,生产周期较长,生产组织复杂,难度大。面对当前国内外日益激烈的市场竞争,只有优化产品的设计制造流程,提高生产效率,增强企业创新能力,缩短交货期,提升企业竞争力,才能抢占市场的有力先机。
智能制造贯穿在产品创新、制造技术创新和产业模式创新的各个方面,是杭汽轮转型升级的突破口和主攻方向。
1 智能制造架构
智能制造涵盖了产品、制造、服务全生命周期,是一个大概念[2]。杭汽轮的智能制造针对离散型装备制造业需求个性化、设计差异化、小批量多品种的业务模式,研究设计和工艺仿真、制造数字化和自动化、用户远程服务智能化中的关键技术,并针对关键零部件建立具有柔性、精益、自动化生产线的数字化加工车间,主要从设计、制造、管理和服务四个方向来实现智能化,如图1所示。
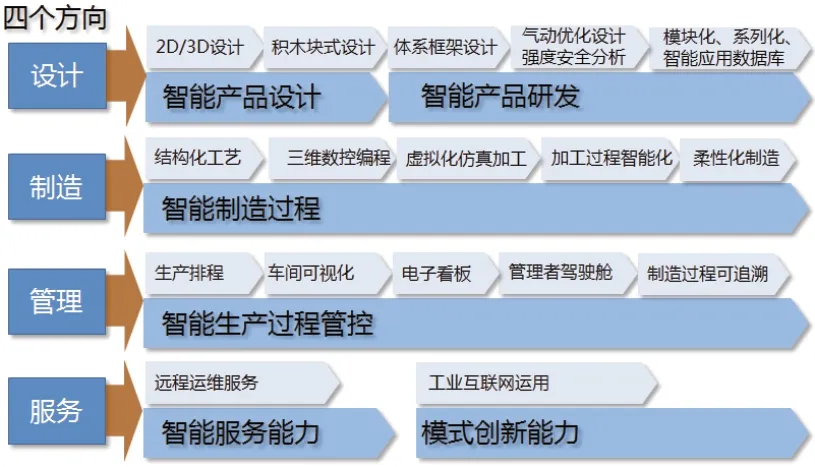
图1 智能制造四个方向
杭汽轮智能制造在原有的ERP的基础上,进行PLM及MES的建设,加上汽轮机远程运维系统及工业互联网平台的建设,实现汽轮机的设计、制造、服务过程的全覆盖,其总体软件架构如图2所示。

图2 智能制造总体软件架构
2 智能制造平台建设
2.1 PLM产品研发协同平台
PLM系统是实施智能制造的数据基础,PLM实施采用PTC的WindChill系统,从项目管理、产品研发数据管理、选型委托单管理进行和三维设计工具集成进行,其总体功能模型如图3所示。

图3 PLM系统建设总体功能模型
1)选型委托管理
对选型委托数据进行结构化,按照选型委托数据的维护单位不同,对现状选型委托进行对象结构化,分为:选型委托申请和选型技术方案。将选型内容作为对象的属性,可以将选型相关的任何已经定义的参数,作为检索的条件,能够快速定位到相关技术方案。除了参数属性内容,对选型的关联其他所有内容进行广义结构化,在同一平台中管理所有和选型相关的资料及其关联关系。
2)项目管理
分别实现杭汽合同产品类项目、课题研发类项目的管理,利用WindChill Projectlink功能分别与PMIS系统、产品数据管理功能和其他工具进行对接,实现项目的创建与启动、项目执行与反馈、项目计划变更以及项目的监控与反馈功能。
3)产品研发数据管理
建立通知单管理、设计准则管理、设计管理、工艺管理、PMIS集成管理和变更管理。
建立结构关系,关联设计零件和通知单零件、关联零件图纸与结构;建立EBOM和PBOM;实现零件部件、工艺资源、工序、工艺路线之间的结构关联管理;将原先停留在纸质的设计准则融入到设计系统中;建立每一类型的零件特定描述,实现数据的分类管理和精细化管理;打通设计与上下游业务的沟通,将流程信息及时下达与反馈。
4)三维设计工具集成
为了满足数字化制造的要求,设计平台必须实现三维设计与仿真功能,WindChill平台能够很好的集成SolidWorks等三维产品设计工具,从而实现产品的三维设计与仿真功能。
2.2 MES系统
杭汽轮MES系统基于生产实际状况和智能制造建设需求,建立了一套遵循现代管理理念的生产制造管理流程,起到生产管理精细化源动力的作用。MES系统以生产制造为中心,涵盖计划与排产,生产作业管理,制造物流管理,刀具管理,质量管理,设备管理,生产数据采集,设备信息采集,系统集成等,再加上工厂建模、组织架构管理、权限管理、工作流管理、接口管理、报表工具等基础数据做支撑,形成全面,可灵活配置的MES管理平台。MES系统功能模型如图4所示。

图4 MES系统功能模型
借助MES系统在生产过程智能化的巨大作用,使计划、生产、资源三者密切配合,从而确保决策者和各级管理者可以在最短的时间内掌握生产现场的变化,做出准确的判断并制定快速的应对措施,保证生产计划得到合理而快速的修正、生产流程畅通、资源充分有效地得到利用,进而最大限度地发挥生产效率。
2.3 服务平台建设
杭汽轮的远程运维系统采用博华信智提供的BH500C搭建。在杭汽监测中心,可以统一地实时掌握上线机组的运行情况,实现远程的监测和远程分析诊断,从而促进杭汽机组的信息化、智能化管理工作,并使专家的经验能更方便、有效的运用到更广泛的领域,提升杭汽轮对机组的技术服务能力。通过BH5000系统对汽轮机组振动、瓦温、位移等参数进行24小时远程实时在线监测,结合杭汽轮强大的技术力量进行相关诊断分析,最大限度的确保汽轮机组的长久安全可靠运行,减少减轻事故的发生,为用户创造最大化的经济效益。远程运维系统的功能如图5所示。

图5 远程运维系统功能
工业互联网平台的建设,使得杭汽轮的服务智能化更加丰富和完整。通过统一完整的、基于业务互联的产品编码识别系统,建立起内部信息化和外部信息化的整合通道,从而对公司产品流向进行有效管控,追踪产品状态,实现产品追溯、防伪仿冒,同时建立起有效的售后服务体系,构建用户、公司的云端服务直连,提高服务质量,管控产品市场。
3 汽轮机核心零部件智能制造过程
经过智能制造平台的搭建以及对汽轮机核心零部件智能制造流程的研究,目前已能够完成产品设计、工艺、仿真、计划、加工的完整流程,智能制造过程如图6所示。

图6 智能制造过程
3.1 智能化设计过程
积木块工业汽轮机技术是杭汽轮智能设计和制造的关键,它将汽轮机分为三个主要区段:进汽区段、中间区段和排气区段,然后根据用户技术条件,通过热力和强度验算,将所需的不同规格的区段组合起来,再配上相应的标准部套,即像搭积木般地组合成了满足用户需求的汽轮机装置。
杭汽轮采用了30多个专有行业智能设计和出图软件组成的工业汽轮机计算机设计程序包。新模块研发的结果加入专有设计程序中,其中结构化的特征数据、气动数据、推力数据、强度数据进入设计流程程序中,三维、二维等模块图纸进入智能出图程序。在设计阶段采用专有设计程序调用相关数据模块和图形模块即可实现工业生产所需的智能设计和出图工作。
汽轮机转子是汽轮机实现能量转换的核心部件,以汽轮机转子为例,其积木块式的智能设计流程如图7所示。

图7 积木块式的智能设计流程
3.2 智能化工艺过程
针对该离散制造的特点,智能化工艺过程采用工艺结构化的方式,即把每道工序、工步以及需要用到的刀具、工装、加工设备等以模块形式进行有序的组合而成。这种模式的优点是使生产车间能够提前合理的安排加工设备,并准备好各种工艺资源供加工所需,同时也能够使公司能够准确的掌握产品的生产周期以及加工成本核算等信息。
工艺部门接受到设计部门的图纸后,将设计BOM转换成工艺BOM,参数化各生产用机床、工装,使加工工艺文档能与之剥离,形成模块式的生产工艺文件,当结构化工艺完成后,将加工过程中需要用到的工艺资源信息推送至MES系统来进行调度。此外,需要数控加工的工序,生成数控编程任务书,推送至数控编程人员进行数控程序的编制。结构化工艺如图8所示。

图8 结构化工艺
结构化工艺的建立使工艺过程具有工步离散化、机床/工装数据化、零件工艺工步信息可直接调取等新特点,实现了全部门可调用、读取工艺部门设计文档与相关参数,赋予了生产计调环节、成本核算环节、设备管理/维护环节极大的合理化操作的能力。
3.3 智能化的编程仿真过程
结构化工艺完成后,将产生相应的数控编程任务,数控编程人员收到任务后,利用UG软件、TDM软件进行智能数控编程,具体的三维智能数控编程步骤如下:

通常,杭汽轮的产品交货周期较短,而核心零部件的成本高,加工周期却较长且要求的精度极高,因此,数控程序及刀具清单生成后,需要件对各程序进行仿真验证,具体步骤如下:

零件三维模型、UG编程源文件、三维工艺卡片、刀具清单及NC数控程序发布后通过DNC进行统一管理,这样即可提高NC程序等文件传输的效率和准确性,实现车间的网络化、无纸化管理,同时在加工过程中,操作工对程序的改进处理等均可通过DNC反馈到上游部门,供技术人员参考及优化处理。
3.4 智能化的生产过程
杭汽轮是典型的边设计边生产模式,这种模式需要制造企业多部门快速协作,是“牵一发而动全身”的生产模式,对计划排程的要求高。上线MES系统后,杭汽轮的智能生产计划过程通过计划拉动和排程形成一条贯穿各职能部门和生产环节的计划主线,结合工厂的工作日历、资源、BOM、工序、订单时限等信息综合排定生产计划,并根据物料齐套准备和实际生产执行情况的实时追踪反馈对生产计划进行优化,快速应对生产过程中发现的异常情况,保证生产过程有序进行。
杭汽轮将工零件类型分别大件、关重件及滚动件三种类型。制造部计划人员根据PLM中的项目信息、机组制造BOM、技术准备通知单,在ERP中编制机组的需求计划,机组期量及大件、关重件、滚动件的工序加工期量,生成大件需求计划、关重件需求计划、滚动件需求计划、外协订单计划。MES从ERP中同步计划、仓库实绩库存数据及订单BOM明细数据。MES每天根据年度大纲交付日期和订单BOM明细信息进行计划排程,最终生成大件订单计划、关重件订单计划、外协订单计划、滚动件订单计划、滚动计划排程顺序,并在MES开出制造工票发放到实际加工车间。计划排程的整体实现如图9所示。
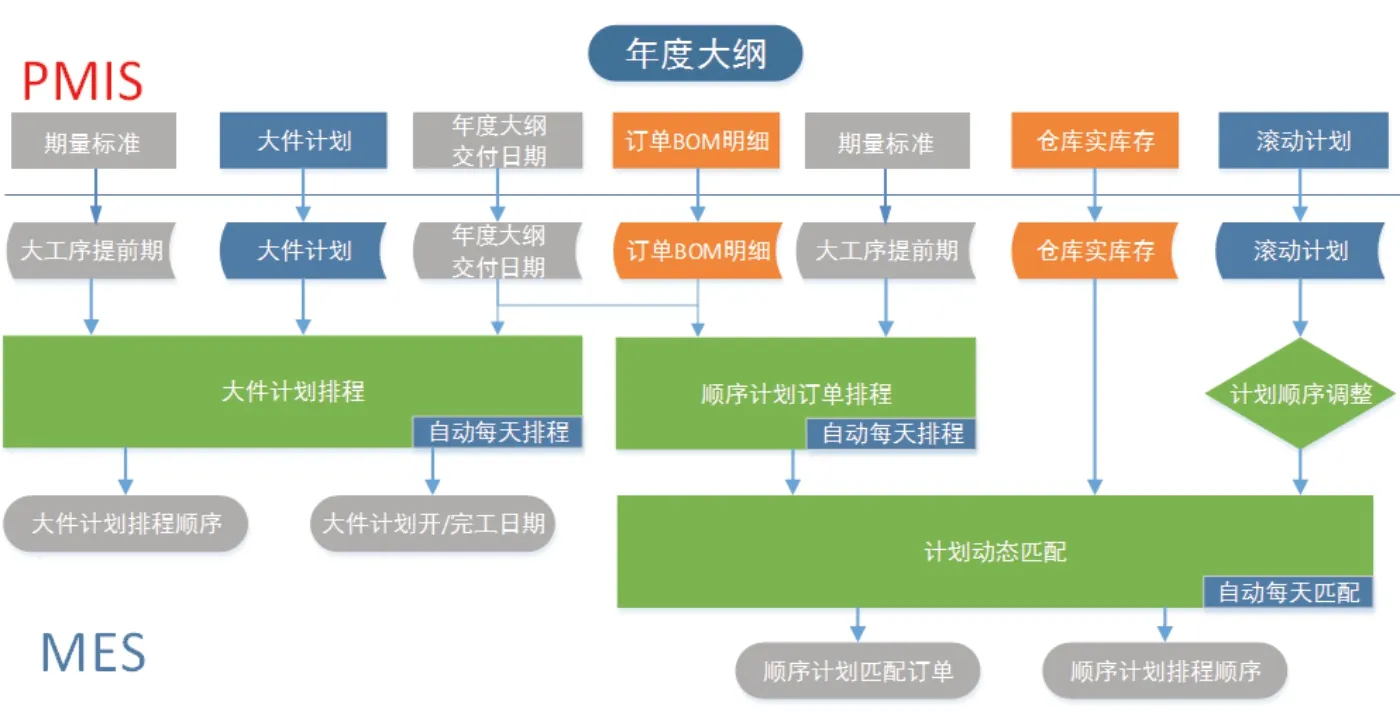
图9 MES计划排程的整体实现
制造工票转入车间后,MES会根据商品交货期、优先级和零件的期量标准,对零件的制造过程进行排序,为车间实际加工提供参考。
在毛坯到料后,零部件就进入加工过程,车间计划人员将计划按照PLM中传过来的结构化工艺进行展开,派工,开出首道操作工票,并下发到车间调度人员中。车间调度人员根据车间的实际生产状况安排生产任务。在开出操作工票的同时,车间一体机终端上就会接收转子轴的加工任务、刀具清单、三维工艺卡片、三维加工视频等信息,数控机床的控制面板上接收DNC传输过来的NC程序。
工人在接到操作工票后,根据工艺指导书及工艺人员通过DNC传输到相应机床的数控程序进行加工。在每道工序的加工中都需要由加工人员汇报实际的开工、完工过程,并在工序完成后,由相应的质检人员进行实时检验。车间调度人员在接到检验合格的信息后,开出下一道工序的转道工序,进行下一道工序的加工。通过CAPTO刀柄系统智能化对刀系统、在线检测技术、ToolScope加工过程监控系统、机床监控系统的运用,实现汽轮机核心零件加工过程的智能化。
通过MES及DNC的建设,可对生产过程的数据进行采集和传输,包括加工设备的运行状态信息及生产现场的人员、设备、物料、加工状态等数据,对数据进行分析处理后,可实现对车间生产过程的可视化管控,如图10所示。

图10 生产过程管控
4 结语
本文通过对离散型智能制造模式的研究和实践,建立了一套适用于离散制造行业的智能制造模式,在设计、制造和服务过程中做了很多方面的改进。目前,智能化流程已经在汽轮机核心零部件上完成测试和应用,收效良好,取得了阶段性的成果,也为杭汽轮全面实现智能制造打下良好的基础。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:46
一重技术(2021年5期)2022-01-18 05:41:54
建材发展导向(2021年15期)2021-11-05 08:20:40
大电机技术(2021年5期)2021-11-04 08:58:30
中国核电(2021年3期)2021-08-13 08:57:06
能源工程(2020年5期)2021-01-04 01:29:00
昆钢科技(2020年4期)2020-10-23 09:32:14
网络安全和信息化(2020年3期)2020-04-20 11:25:46
广西电力(2016年4期)2016-07-10 10:23:38
工业设计(2016年4期)2016-05-04 04:00:23
