
烧结温度对氮化硅陶瓷球显微结构和力学性能的影响
2021-02-23 01:49王文雪董廷霞张宝存
硅酸盐通报 2021年1期
张 晶,王文雪,孙 峰,刘 璐,董廷霞,张宝存
(1.中材高新氮化物陶瓷有限公司,淄博 255000;2.中国航发哈尔滨轴承有限公司,哈尔滨 150025)
0 引 言
氮化硅陶瓷具有比重轻、强度高、耐磨损、电绝缘和自润滑等优异性能,是陶瓷轴承用滚动体的首选材料[1-3]。以氮化硅陶瓷球作为滚动体的陶瓷轴承特别适合在高速、高温、低扭矩、贫油润滑等工况条件下使用,比如用作精密机床高速电主轴轴承、风电轴承和航空航天轴承等[4-6]。氮化硅是强共价键化合物,自扩散系数很低,烧结驱动力不足,难以通过单纯的固相烧结来实现致密化,因此需要加入一定量的烧结助剂,借助液相烧结完成致密化过程[7]。氮化硅陶瓷的液相烧结原理是烧结助剂和氮化硅粉表面的SiO2反应形成液相,在液相的作用下经过颗粒重排、溶解-淀析和晶粒长大的过程达到致密化[8]。氮化硅陶瓷常用的液相烧结方法包括常压烧结、热压烧结和气压烧结等。氮化硅在1 700 ℃以后开始发生分解,为抑制氮化硅的分解,常压烧结通常采用埋粉的方式进行,但埋粉的作用有限,使得常压烧结的温度一般不能超过1 750 ℃,而且需要加入大量的烧结助剂来促进致密化,严重影响了制品的使用性能[9]。热压烧结是在液相和机械压力的双重作用下实现致密化,烧结温度较低,制品性能优异,但由于受到石墨模具的限制,只能用来生产形状简单的制品,而且产能较低[10]。气压烧结(GPS)依靠高压氮气(1~10 MPa)来抑制氮化硅的分解,能够将氮化硅陶瓷的烧结温度提高至1 900 ℃以上,解决了氮化硅陶瓷烧结过程中致密化和高温分解的矛盾,可以减少烧结助剂的加入量,提高制品的性能,适合于大批量生产[7-8]。
目前有大量关于气压烧结工艺对氮化硅陶瓷显微结构及力学性能影响的文献报道。例如周长灵等[11]以β-Si3N4粉为原料,钇铝石榴石(YAG)为烧结助剂,通过气压烧结工艺制备氮化硅陶瓷,发现氮化硅陶瓷的致密化程度和力学性能随烧结温度的升高先提高后降低。Mitomo等[12]分别以α-Si3N4粉和β-Si3N4粉为原料,MgO-Y2O3为烧结助剂,研究了不同原料气压烧结氮化硅陶瓷显微结构的差异,发现在相同条件下以α-Si3N4粉为原料制备的氮化硅陶瓷显微结构呈现双峰状态,粗大的β-Si3N4晶粒起到了原位增韧的作用,而以β-Si3N4粉为原料制备的氮化硅陶瓷显微结构较为均匀,呈现单峰状态。然而,这些文献报道的大多为实验室试验,并未真正涉及工业化试验,也很少有专门针对氮化硅陶瓷球进行的试验研究。目前国产氮化硅陶瓷球在硬度、断裂韧性等力学性能上和进口氮化硅陶瓷球相比还有一定的差距,高性能氮化硅陶瓷球的制备技术仍是制约我国高端装备发展的一项关键技术。国外高性能氮化硅陶瓷球一般采用热等静压(HIP)工艺制备[13-14],虽然热等静压工艺制备的陶瓷球性能优异,但成本较高。
为此,本文以自制的α-Si3N4粉为原料,纳米级Y2O3和Al2O3为烧结助剂进行工业化试验,采用较低成本的气压烧结工艺制备氮化硅陶瓷球,研究了烧结温度对陶瓷球致密化、相组成、显微结构和力学性能的影响,并对陶瓷球的显微结构与其力学性能之间的关系进行了分析。
1 实 验
1.1 原 料
所用原料有氮化硅粉(自制,α-Si3N4质量含量>93%,氧含量<2%,中位粒径D50<1 μm),纳米氧化钇(国药试剂,纯度>99.9%,中位粒径D50<100 nm),纳米氧化铝(国药试剂,纯度>99.9%,中位粒径D50<100 nm)。氮化硅粉采用硅粉直接氮化法制备,其微观形貌和物相组成分别如图1和图2所示。
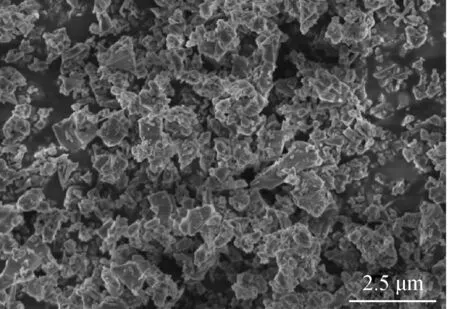
图1 氮化硅粉的SEM照片Fig.1 SEM images of silicon nitride powder
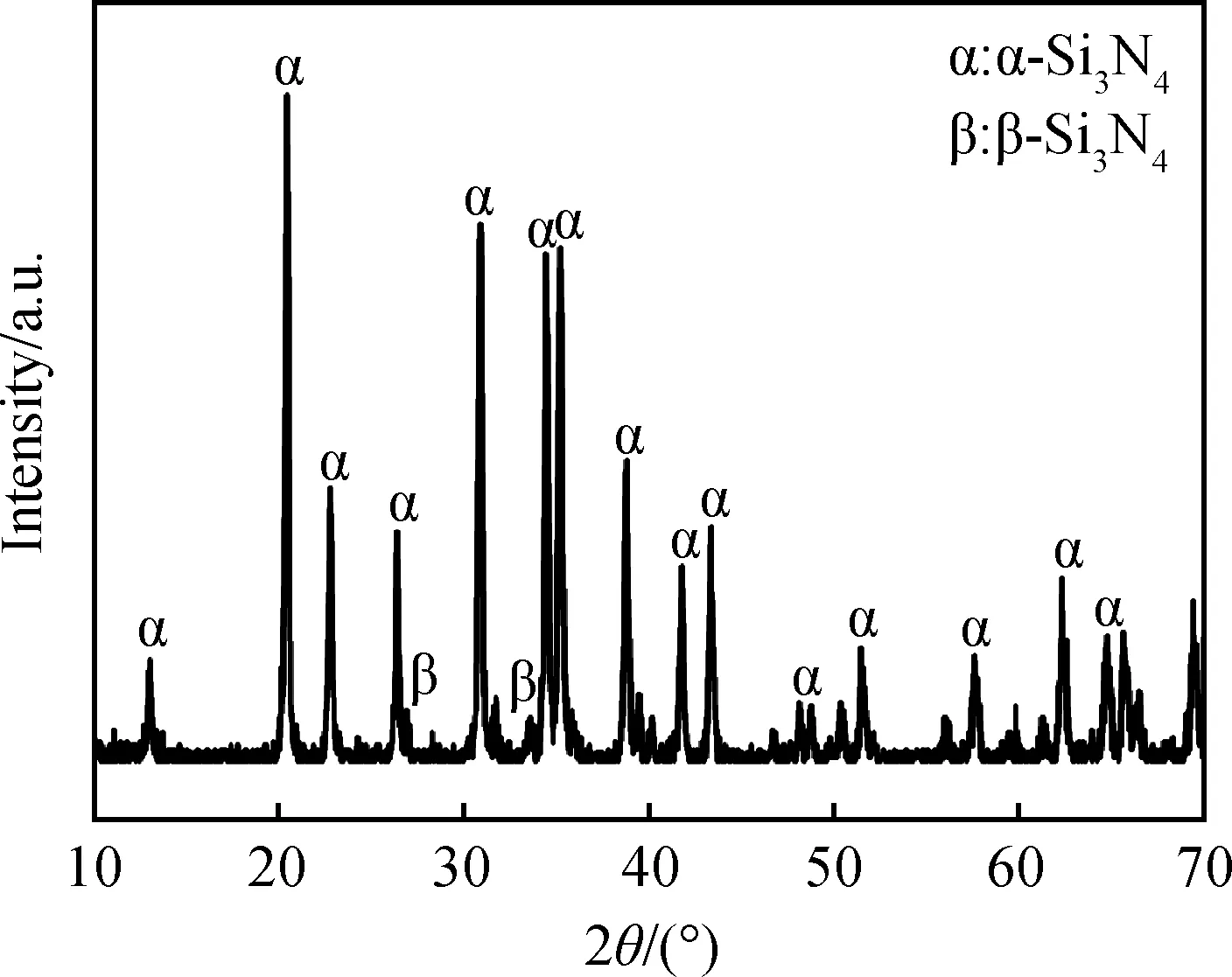
图2 氮化硅粉的XRD谱Fig.2 XRD pattern of silicon nitride powder
1.2 试验过程
1.2.1 样品制备
按照m(Si3N4) ∶m(Y2O3) ∶m(Al2O3)=92 ∶4 ∶4的质量比进行配料,将氮化硅粉和烧结助剂加入到球磨机中,以无水乙醇为溶剂,氮化硅球为研磨介质进行混合和分散。混合均匀后的浆料通过喷雾干燥造粒,造粒粉经干压、冷等静压成型为直径9.525 mm的陶瓷球素坯。将陶瓷球素坯在500 ℃下空气气氛中保温1 h进行排胶处理,排胶后的陶瓷球素坯放入气氛压力烧结炉中进行气压烧结,烧结温度分别为1 720 ℃、1 750 ℃、1 780 ℃、1 800 ℃,保温时间均为3 h,氮气压力均为2 MPa。
1.2.2 分析测试
采用阿基米德排水法测量陶瓷球的体积密度,并计算相对密度,计算公式如式(1)所示。采用压痕法测量并计算陶瓷球的维氏硬度(载荷98 N)和断裂韧性(载荷196 N),断裂韧性的计算方法参照Niihara等[15]提出的方法,计算公式如式(2)所示。按照JB/T 1255—2014标准规定的三球试验方法测试陶瓷球的压碎载荷,并计算压碎强度,计算公式如式(3)所示。采用D8 ADVANCE型X射线衍射仪(XRD)分析样品的物相组成。采用SU8010型场发射扫描电子显微镜(FE-SEM)观察样品的显微结构,并在随机拍摄的SEM照片上完成晶粒尺寸和长径比的测量,每组样品统计的晶粒数目不少于200个。
(1)
式中:ρrd为陶瓷球的相对密度(相对于真实密度),%;ρm为陶瓷球的体积密度,g/cm3;ρth为陶瓷球的理论密度,g/cm3;ρi为各相的理论密度,g/cm3;Vi为各相的体积分数,%。
(2)
式中:IFR为陶瓷球的断裂韧性,MPa·m1/2;E为陶瓷球的弹性模量,GPa,此处E=310 GPa;P为所加载荷,kgf(1 kgf=9.8 N);a为压痕半对角线长度,μm;c为压痕半尖端裂纹长度,μm。
(3)
式中:σ为陶瓷球的压碎强度,MPa;P1为陶瓷球的压碎载荷,N;d为陶瓷球的直径,mm。
2 结果与讨论
2.1 致密化
图3为氮化硅陶瓷球样品经不同温度烧结后的相对密度及变化情况。从图3中可以看出,不同烧结温度陶瓷球样品的相对密度均达到了97%以上,并且随着烧结温度的升高,陶瓷球的相对密度先增大后减小。这是由于烧结温度的升高可以降低液相的粘度,促进物质的迁移和气孔的排除,加速晶粒的生长,但烧结温度过高会导致晶粒的异常长大,加剧氮化硅的分解及液相的挥发,使得烧结体内部的微孔增多[16]。其中1 780 ℃烧结的陶瓷球样品相对密度最大,为99%。
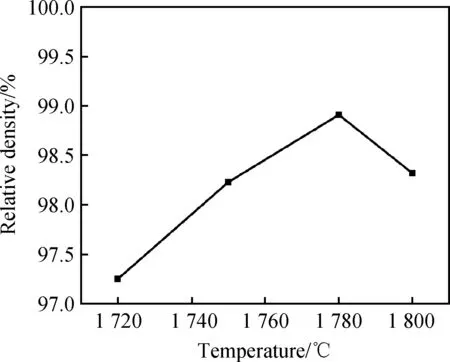
图3 烧结温度对陶瓷球样品相对密度的影响Fig.3 Effect of sintering temperatures on relative density of ceramic ball samples
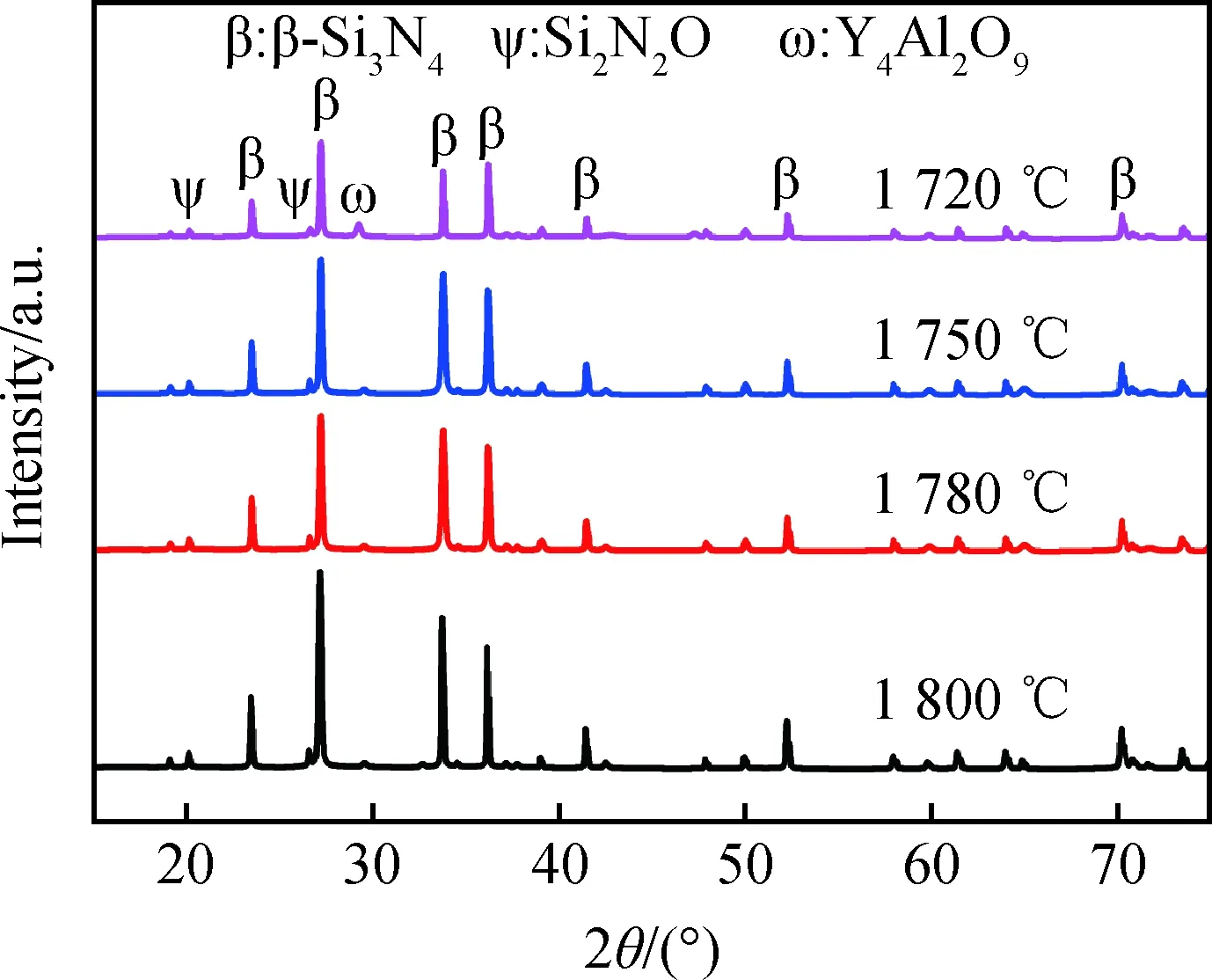
图4 不同烧结温度陶瓷球样品的XRD谱Fig.4 XRD patterns of ceramic ball samples sintered at different sintering temperatures
2.2 物相分析
图4为不同烧结温度陶瓷球样品的XRD谱。由图4可知,不同烧结温度陶瓷球样品的物相组成相同,均由β-Si3N4、Si2N2O和Y4Al2O9(YAM)组成,未发现α-Si3N4衍射峰的存在,说明在1 720 ℃及更高的温度下,α-Si3N4已经全部转变为β-Si3N4,并且随着烧结温度的升高,Y4Al2O9的衍射峰强度逐渐降低,这可能是液相在高温时挥发加剧所致。
2.3 显微结构
图5为不同烧结温度陶瓷球样品的SEM照片。图6为根据SEM照片统计的氮化硅晶粒尺寸(即长柱状晶粒的直径)及长径比的变化情况。从图5和图6中可以看出,随着烧结温度的升高,氮化硅的晶粒尺寸和长径比均逐渐增大。这是由于液相粘度随烧结温度的升高而不断降低,低粘度的液相更有利于传质的进行,促进了β-Si3N4晶粒的形核和长大[17]。其中1 720 ℃烧结的陶瓷球显微结构中气孔较多,晶粒细小,还未充分发育,长径比只有2.6;1 750 ℃和1 780 ℃烧结的陶瓷球显微结构均匀,晶粒堆积紧密,发育完全,长径比分别为3.5和4.2;1 800 ℃烧结的陶瓷球显微结构的均匀性较差且有微孔存在,晶粒出现粗化及异常长大,长径比高达5.3。

图5 不同烧结温度陶瓷球样品的SEM照片Fig.5 SEM images of ceramic ball samples sintered at different sintering temperatures
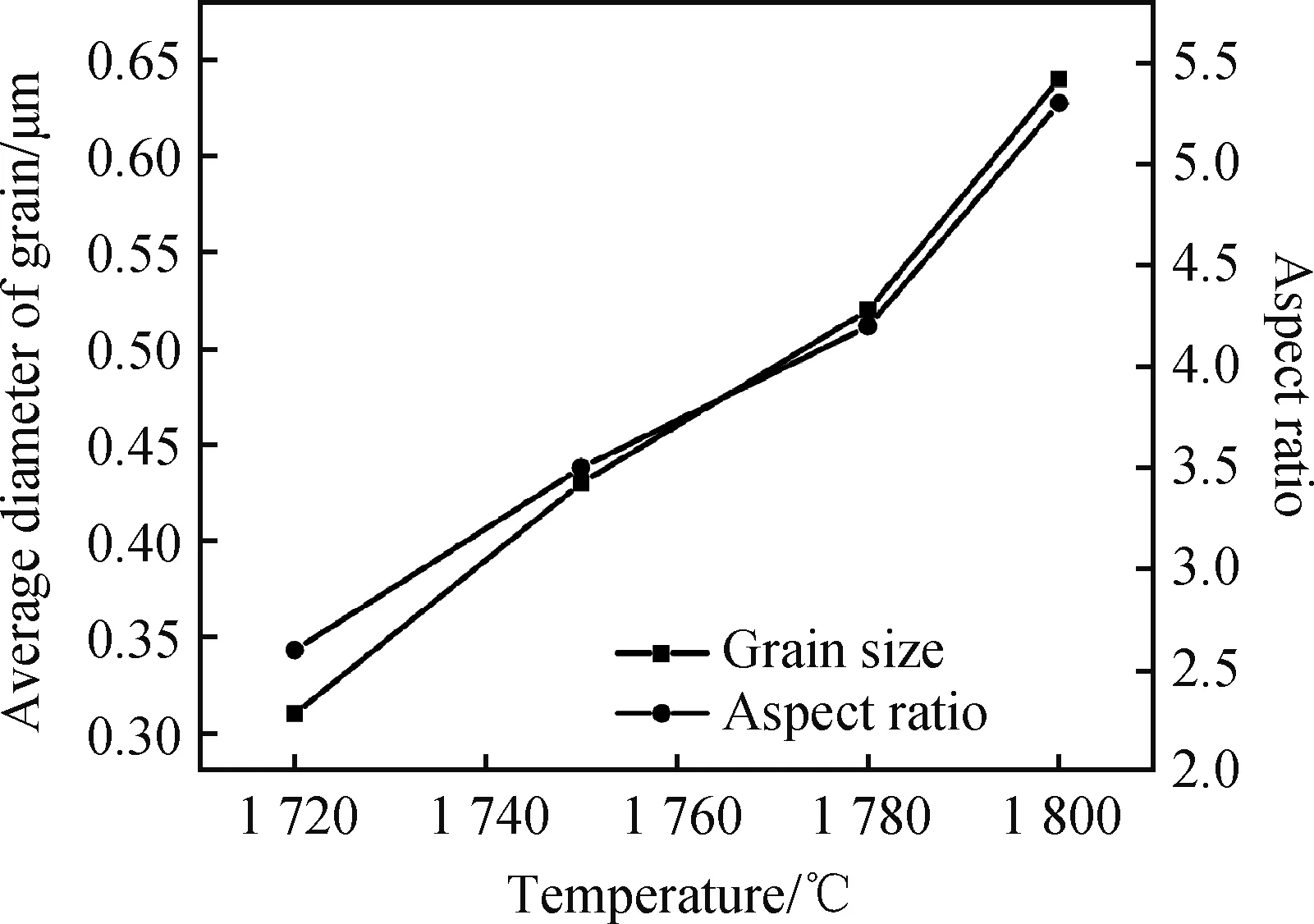
图6 烧结温度对陶瓷球样品晶粒尺寸及长径比的影响Fig.6 Effect of sintering temperature on grain size and aspect ratio of ceramic ball samples

图7 烧结温度对陶瓷球样品维氏硬度及断裂韧性的影响Fig.7 Effect of sintering temperature on Vickers hardness and fracture toughness of ceramic ball samples
2.4 力学性能
图7为不同烧结温度陶瓷球样品的维氏硬度及断裂韧性的变化情况。从图7中可以看出,随着烧结温度的升高,陶瓷球的维氏硬度先提高后降低,断裂韧性不断提高。当烧结温度为1 720 ℃时,陶瓷球的晶粒尺寸和长径比均较小,气孔较多,致密度不足,因而维氏硬度和断裂韧性均较低;当烧结温度升高至1 750 ℃时,陶瓷球的晶粒尺寸和长径比变大,致密度增加,维氏硬度和断裂韧性均有提高,分别为1 540 HV和6.3 MPa·m1/2;当烧结温度为1 780 ℃时,陶瓷球的晶粒尺寸和长径比进一步增大,断裂韧性继续提高,达到7 MPa·m1/2,但维氏硬度略有下降,为1 530 HV;继续升温到1 800 ℃,陶瓷球的晶粒出现异常长大,显微结构中存在微孔,致密度变差,导致维氏硬度急剧下降,但粗大的长柱状晶粒可以发挥裂纹偏转、桥接和晶粒拔出等增韧机制[18-19],使得陶瓷球的断裂韧性进一步提高。
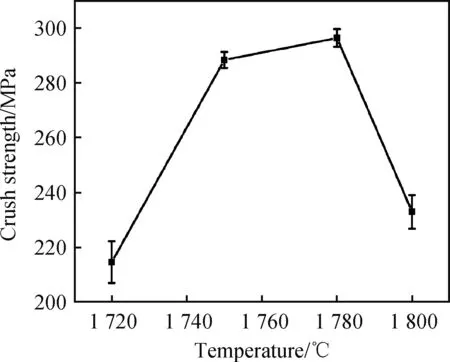
图8 烧结温度对陶瓷球样品压碎强度的影响Fig.8 Effect of sintering temperature on crush strength of ceramic ball samples
图8为不同烧结温度陶瓷球样品的压碎强度及变化情况。由图8可知,随着烧结温度的升高,陶瓷球的压碎强度先提高后降低。陶瓷球的压碎强度主要受到致密度、显微结构和内部缺陷的影响,陶瓷球的致密度越高,显微结构越均匀,内部缺陷越少,压碎强度越高[20]。其中1 750 ℃和1 780 ℃烧结的陶瓷球压碎强度较高,分别为288 MPa和296 MPa,说明这两个温度烧结的陶瓷球内部缺陷相对较少。
表1为本试验采用气压烧结工艺制备的氮化硅陶瓷球和国外采用热等静压工艺制备的氮化硅陶瓷球的性能对比。从表1中可以看出,本试验制备的氮化硅陶瓷球的维氏硬度和断裂韧性达到了国外氮化硅陶瓷球的同等水平,压碎强度高于国外氮化硅陶瓷球。由于本试验采用的烧结助剂为纳米级,可以更均匀地分散于氮化硅中,促进了氮化硅的烧结致密化,提高了氮化硅晶粒尺寸的一致性,所以制备的陶瓷球力学性能优异。

表1 不同工艺制备氮化硅陶瓷球的力学性能Table 1 Mechanical properties of silicon nitride ceramic balls by various preparation process
3 结 论
本文以自制的α-Si3N4粉为原料,纳米级Y2O3和Al2O3为烧结助剂进行工业化试验,研究了烧结温度对气压烧结氮化硅陶瓷球致密化、相组成、显微结构和力学性能的影响,得到以下研究结论:
(1)随着烧结温度的升高,陶瓷球的相对密度先增大后减小,晶粒尺寸和长径比均逐渐增大。
(2)氮化硅陶瓷球的力学性能与其显微结构密切相关,断裂韧性主要受晶粒尺寸和长径比的影响。随着晶粒尺寸和长径比的增大,断裂韧性不断提高。维氏硬度和压碎强度除了受晶粒尺寸的影响外,还与致密度及内部缺陷有关,因此随烧结温度的升高表现出先提高后降低的趋势。
(3)1 780 ℃烧结的陶瓷球综合力学性能最佳,其相对密度达到了99%,维氏硬度、断裂韧性和压碎强度分别为1 530 HV、7 MPa·m1/2、296 MPa。
猜你喜欢
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
轴承(2021年4期)2021-07-21
陶瓷学报(2019年6期)2019-10-27
陶瓷学报(2019年6期)2019-10-27
表面技术(2019年2期)2019-02-26
电子制作(2017年24期)2017-02-02
特产研究(2016年3期)2016-04-12
