影响工业生产次氯酸钠有效氯含量的因素
2021-02-23 12:46苗春葆齐振宇
中国氯碱 2021年2期
苗春葆,齐振宇
(青岛海湾化学有限公司,山东青岛266000)
次氯酸钠工业品为淡黄色液体, 有似氯气的气味,在生活和工业中广泛应用。 因其具有强氧化性,可作为消毒剂应用于自来水消毒, 家庭卫生设施的灭菌消毒和空气环境消毒, 次氯酸钠还拥有较好的漂白性,可在造纸工业、印染行业用作漂白剂。
1 次氯酸钠生产反应原理
次氯酸钠的反应原理是利用氢氧化钠与氯气反应产生。

2 次氯酸钠工业生产工艺
次氯酸钠作为氯碱工业生产的副产品, 其生产工艺为:氯碱生产通过电解食盐水,其中阴极产生氢气与氢氧化钠,阳极产生氯气。

从电解槽产生的湿氯气温度约为90 ℃, 经换热、洗涤、冷却、干燥除水、压缩后,可达到纯度为99%的干燥氯气。 其中来自电解、氯气处理、氯气液化、氯化氢合成的废氯气可作为次氯酸钠生产原料。
工业生产次氯酸钠分为二级塔吸收, 将电解生产的氢氧化钠与水经过合适的配比后放置于储罐中, 一级塔吸收塔与二级塔除害塔分别与一储罐相连,氯气首先经由吸收塔底部进入,碱液通过泵送入吸收塔上部喷淋与底部来的氯气逆流接触。 多余的氯气进入除害塔底部进行吸收, 其中氯气的动力是与两塔相连的氯气尾气风机产生的负压, 吸收合格的氯气经由风机对空排放。
3 有效氯
次氯酸钠溶液中的有效氯是指次氯酸根水解产生的HClO 浓度,由于次氯酸钠很不稳定,很容易产生氯离子,起不到氧化消毒的作用,次氯酸钠中含有两种氯,一是次氯酸钠中的氯,可以起到氧化消毒的作用,一种是氯离子,没有氧化消毒的作用,因此特别规定次氯酸钠中的氯含量为有效氯。 国内次氯酸钠合格品的有效氯含量标准为大于10%。
3.1 有效氯测定原理
在酸性介质中, 次氯酸根与碘化钾反应, 析出碘,以淀粉为指示剂,用硫代硫酸钠标准滴定溶液滴定,至溶液蓝色消失为终点。
3.2 分析步骤
吸取容量瓶中的试样10.0 mL,置于内装50 mL水的250 mL 碘量瓶中,加4 mL 盐酸溶液,迅速加入10 mL 碘化钾溶液盖紧瓶塞后加水封, 于暗处静置5 min 后,用硫代硫酸钠标准滴定溶液滴定至浅黄色,加入2 mL 淀粉溶液继续滴定,至蓝色消失即为终点。
3.3 分析结果的计算
有效氯含量(X)以质量百分含量表示,

式中:c:硫代硫酸钠标准滴定溶液的实际浓度,mol/L;V:硫代硫酸钠标准滴定溶液的用量,mL;M:试样的质量,g。
4 工业生产影响次氯酸钠有效氯的因素
次氯酸钠有效氯为产品的主要指标, 影响产品的质量,为满足生产需求,需要提高产品中有效氯的含量,首先需要对影响有效氯的因素进行分析。
4.1 换热介质的选取
次氯碱钠的生产过程为放热反应, 生产过程中会产生大量反应热,若不及时将产生的热量转移,将会造成次氯酸钠的高温分解, 因此需要选择合适的换热介质将热量带走, 工业生产中换热冷料介质主要为循环水和冷冻水。 以有效氯浓度为13%次氯酸钠为例进行对比见表1。
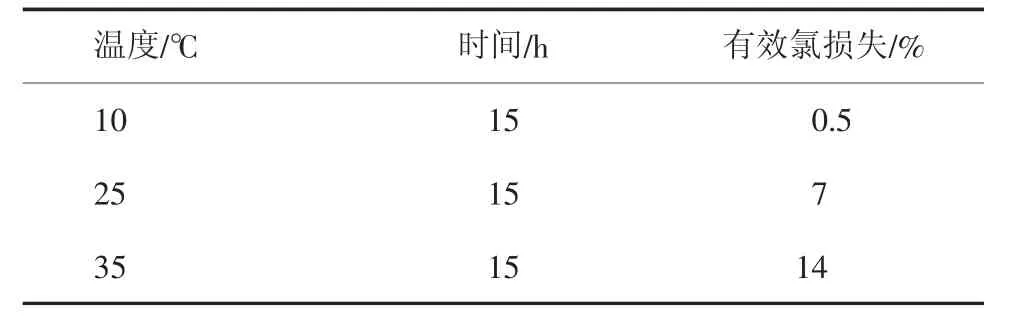
表1 以有效氯浓度为13%次氯酸钠为例进行对比
从表1 可以看出,在25 ℃以下时次氯酸钠有效氯分解速率较低,而温度高于30 ℃时,次氯酸钠分解速度明显加快,有效氯含量明显下降。循环水温度一般在25 ℃,且循环水受环境温度影响较大,加上反应热会使温度明显升高, 因此循环水不适合作为次氯酸钠生产的换热介质, 而冷冻水可将次氯酸钠生产过程温度控制在25 ℃以下,防止有效氯的损失。
4.2 原料水选取
次氯酸钠工业生产中, 配碱主要用到的水有工业水与脱盐水2 种,其2 种水质主要差别在硬度,即钙离子、镁离子含量不同,工业水比脱盐水有更高的硬度。根据研究证明钙离子、镁离子对次氯酸钠的分解作用影响较小, 因此工业水与脱盐水在次氯酸钠生产中使用无太大区别, 而工业水成本较脱盐水更低,从节约成本考虑,使用工业生产次氯酸钠使用工业水更为合适。
4.3 氯气通入速率与循环碱流量
通入速率对生产的影响主要体现在通入速率过快,设备所提供的有效接触面积不足,换言之,设备满足不了氯气的吸收, 造成局部循环碱短时间内接触大量氯气导致产生过氯现象。
过氯原理:
同理, 循环碱液的流量也会对过氯反应的产生造成较大影响,因此合适的氯气、循环碱液配比能有效减少过氯反应的发生,减少有效氯的损失。
4.4 pH 值
当溶液pH 值较低时, 溶液分解快, 次氯酸钠溶液稳定性较低;pH 值较高时,溶液分解慢, 次氯酸钠溶液稳定性较高; 当pH>12 时, 溶液分解速度明显放缓,有效氯损失率明显降低。 这主要是因为次氯酸钠在强碱性溶液、 弱碱性溶液、 中性和弱酸性溶液、酸性溶液中分别以不同形式存在。 当溶液强碱性时, 次氯酸钠溶液主要以次氯酸钠的形式存在,次氯酸钠分解速度非常慢; 当溶液为弱碱性时,次氯酸钠溶液主要以次氯酸钠存在, 次氯酸钠分解较快, 另外还有少量的次氯酸; 当溶液为中性和弱酸性时, 次氯酸钠溶液主要以次氯酸、 次氯酸钠两种形式存在,溶液分解速度很快;当溶液为酸性时,次氯酸钠溶液主要以次氯酸形式存在, 溶液分解速度非常快, 另外含有少量氯气, 而次氯酸很容易分解或歧化成氯化氢。 次氯酸钠的水解反应NaClO+H2O⇌NaOH+HClO 是可逆过程, 溶液中OH-浓度增大,有利于反应向左进行。
因此, 配碱时适当提高烧碱溶液量, 将配碱后pH 值提高能有效防止有效氯的降低,同时在生产结束时将碱浓度适当提高(不高于1%)也能有效防止有效氯的损失。
4.5 设备选取
工业生产中设备材料的选取也会对次氯酸钠产品有效氯产生影响, 重金属对次氯酸钠分解反应起到一定的催化作用。
因此次氯酸钠生产过程中尽量避免使用金属材料设备, 防止金属杂质进入, 工业生产宜选用CPVC、PVC 等耐腐蚀材料作为次氯酸钠生产设备。
5 生产中有效氯提高调整
青岛海湾化学有限公司在实际生产过程中,随客户需求的提高, 对成品次氯酸钠的有效氯浓度标准有所提高, 标准规定合格次氯酸钠成品有效氯浓度为>10%,为顺应市场需求,该厂次氯酸钠合格品有效氯浓度已提至>14%。
5.1 提高配碱浓度
提高配碱浓度可提高成品次氯酸钠碱浓度,但同时发现次氯酸钠的转化率有所降低, 即次氯酸钠分解加快,单用此工艺进行调整,虽能达到生产需求,但生产成本大大提高,具体数据分别见表2 和表3。
5.2 氯气通入流量分段式递减通入
通过以上生产结论进行分析, 单纯提高配碱浓度有效氯转化率降低的原因为次氯酸钠生产过程中发生局部过氯现象。其主要原因是设备设计受限,生产过程中,随反应的不断进行,循环碱罐内碱浓度不断降低,即喷淋回反应塔内的氢氧化钠减少,而通入的氯气量不变,则到反应的后期,过量的氯气与碱反应造成过氯现象的产生, 因此需要找到合适的节点将氯气通入流量降低。此节点的选取较为重要,过晚的降低氯气通入流量则会造成过氯使有效氯损失,过早的降低氯气通入流量则会造成生产周期的增长,使产量下降。
节点选取的标准为保证氢氧化钠摩尔量>氯气摩尔量,即保证碱过量,以该厂生产调整为例,配碱浓度约为17%,碱液循环量为85 m3/h 前期保持180 m3/h 氯气进行通入, 选择不同碱浓度改变氯气通入流量为120 m3/h, 不同生产周期对有效氯的影响见表4。
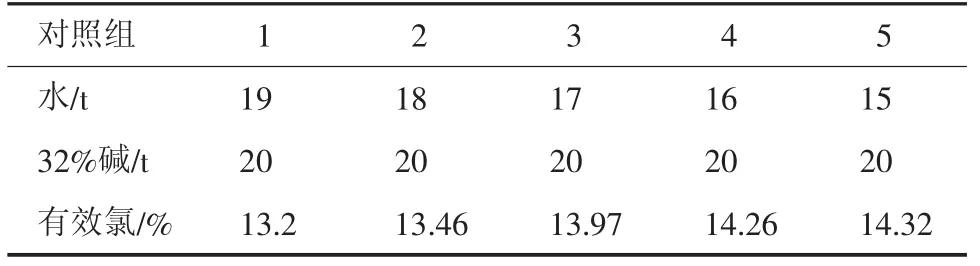
表2 减少配碱工业水用量
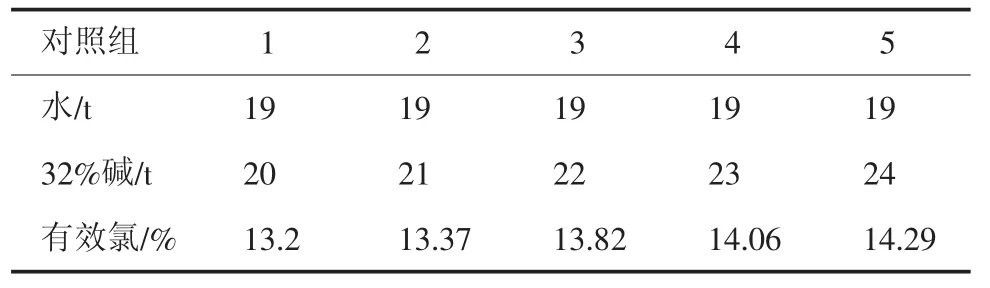
表3 增加配碱32%碱用量
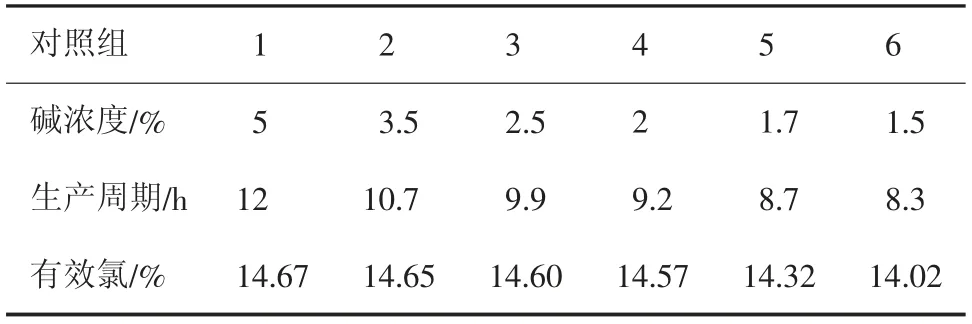
表4 碱浓度不同、生产周期不同对有效氯的影响
从表4 中看出,当碱浓度为2%时,将氯气流量由180 m3/h 降至120 m3/h, 在保证产品合格的情况下生产周期最短。 即当碱浓度>2%时保持180 m3/h的氯气通入量能保证碱过量, 当碱浓度<2%时保持120 m3/h 的氯气通入量能保证碱过量。 因此此生产条件下的氯气通入量改变节点为碱浓度2%。
6 注意事项
次氯酸钠的氧化性能非常强,在阳光的照射或紫外线的影响下,次氯酸钠溶液内部结构发生变化发生分解反应,次氯酸钠会被分解为氯酸钠和游离氧。考虑到次氯酸钠见光分解的特性,在生产,储存,运输中要注意容器的密光性, 可以使用钢制的容器来储存,或用棕色的试剂瓶来保存次氯酸钠溶液。
猜你喜欢
化工管理(2022年14期)2022-12-02
四川蚕业(2022年2期)2022-11-19
中国洗涤用品工业(2022年6期)2022-07-07
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04
沈阳农业大学学报(2022年6期)2022-03-26
环境与发展(2020年8期)2020-09-24
中国纤检(2020年6期)2020-06-28
聚氯乙烯(2018年12期)2018-06-06
中学课程辅导·教学研究(2017年21期)2017-11-14
中国氯碱(2014年8期)2014-02-28