
连续激光对钢壳体热力损伤效应分析
2021-02-23 03:05邵俊峰刘立生
激光与红外 2021年1期
刘 扬,汤 伟,邵俊峰,刘立生
(中国科学院长春光学精密机械与物理研究所 激光与物质相互作用国家重点实验室,吉林 长春 130033)
1 引 言
随着高能量、高功率激光技术的发展,激光诱导的热力学问逐渐成为激光与物质相互作用领域的研究重点。激光辐照效应是激光加工与制造为背景的工艺力学,以武器工程为背景的激光破坏效应及激光加固防护领域的共性基础科学问题。强激光的毁伤作用主要表现为对固体材料的热学效应和气化烧蚀引起的力学效应,在强激光辐照下易诱导效应物材料性状发生变化,使之产生温升、膨胀、熔融、汽化、飞散、击穿和层裂等损伤现象。不同功率密度的激光辐照效应物会引起不同的热致效应,以及热应力与热冲击等静、动力学效应。一般来说,较低功率密度的激光会造成效应物局部温升、热应力乃至熔融等热-力耦合效应;在中等功率密度的激光辐照下,靶材以熔融、烧蚀、气化等相变及其诱导的力学效应为主;高功率激光则会诱导效应物生成等离子体并引起高幅值冲击波,此时辐照主要表现为冲击效应,对于各向异性的非金属效应物则易发生层间开裂、浅表剥离、锥状穿孔形式的动力学破坏[1-5]。
国内外研究者对强激光烧蚀金属、合金等材料的辐照效应进行了大量模拟及实验,较为系统地开展了板式结构的辐照机理研究:Xiang-Yu Z等研究了YSZ全陶瓷涂层加固钛合金薄板在976 nm连续波激光辐照下的热力响应,发现其能提高基材的抗激光损伤能力[6]。黄晨光等[7-8]基于相似分析法,采用了方程分析法建立了激光辐照下冲压管相似模型,并通过仿真验证了该相似准则。Boley[9]等通过激光辐照薄铝板实验发现,气流会增强激光与靶材相互作用效果,气流在前、后表面之间引起的压差导致靶材鼓胀损伤。Horak[10]等使用非接触式测量方法对1.07μm激光辐照钢板的热力学过程进行了实验研究,拟合得到烧蚀穿孔时间与光斑半径曲线关系。王秋实[11]对脉冲复合体制激光进行了研究,发现长短脉冲复合激光在效应物表面上光斑的平均功率密度约为两者的算术叠加,效应物熔融情况强于仅长脉冲激光。肖婧[12]采用有限元分析对连续-脉冲复合体制激光辐照铝板的热特性及应力场分布进行了仿真研究,根据仿真结果复合激光能显著增大熔池的尺寸,并提高作用处中心点的温度;使用连续激光进行“预热”时间越长,材料的屈服时间越短,塑性变形以及屈服范围越大。还有一些研究者[13-14]对流场环境及复合材料板材强激光损伤开展了实验研究,并取得了大量原始实验数据。通过对上述文献的分析可知当前激光辐照金属效应物实验多使用低功率光源,高功率光源研究多采用仿真的方法;效应物多为板材,对全尺寸模型和非“板式”材料的损伤研究较少。因此本文着重关注钢制壳体材料在强激光下热力损伤过程,结合实验及多场耦合仿真对损伤历程展开研究。
2 热力等效模型建立
2.1 力学模型
在研究效应物在激光辐照下的破坏模式和损伤规律时,由于原型结构实验耗时长,花费大,只能用少量实验做定性实验,定量研究需要依靠等效缩比实验完成。通过建立等效模型能快速明确模拟实验参数,在保证准确性的前提下降低实验成本和风险。根据相似理论等效缩比应满足以下条件[15-17]:
(1)原型与等效模型的材料相同。
(2)原型与等效模型内外应力条件相等,相同压力下有:
(1)
其中,D为直径;δ为壁厚;角标0表示原型;1表示等效模型。
(3)热在材料厚度δ内传播的相对距离相等:
(2)
其中,κ为热扩散率;t为辐照时间。
(3)
(4)辐照周期t内,材料单位厚度材料吸收的激光能量密度应相等:
(4)
其中,a为吸收率;qinc为入射激光功率密度。
(5)
(5)样品长度L应使得两端边界条件对光斑区的影响可以忽略:
(6)
(6)光斑直径对应的样品中心角应相等:
(7)
以保证缩放后的模型力学特性相同。
2.2 传热学模型
采用热力解耦的热弹性模型表征激光辐照下材料传热问题,在求解温度场时,使用准静态假设。认为激光能量主要被靶材表面吸收,考虑靶材内部的热传导方程,将靶材表面对激光的吸收作为表面热源。基于以上假设,激光辐照下靶材热响应控制方程和定解条件如下:
边界条件:
(8)
(9)
设原型变量y为y1,缩比模型变量y为y2,相似倍数为cy,则:
cyy1=y2
(10)
式热传导方程进行相似变换得:

(11)
式中,ρ为靶材的密度;Cp为比热容;k为热传导系数;h为表面传热系数;T为温度场;n为激光入射平面法向坐标;I为入射激光功率密度;Σ1为激光辐照面;Σ2为非激光辐照面。
有相似指标式:
(12)
对式(8)进行相似变换:
(13)
有相似指标式:

(14)
对高斯分布热源功率密度模型进行相似变换:
(15)
式中,P为激光功率;R0为激光光斑半径。
结合式(14)得:
cP=cTcL
(16)
由于重点考虑壳体的热响应,故设温度场相似系数为1。激光辐照壳体热响应的尺度率如表1所示,可知通过改变激光功率、光斑尺寸、效应物尺寸厚度和响应时间等参数来获得超出现有实验条件的原型壳体实验数据。

表1 激光辐照下靶材热响应的尺度率
3 钢壳体损伤效应分析
3.1 仿真模型建立
选择1080 nm Nd-YAG光纤激光器作为光源。Nd-YAG激光器具有良好的光束质量,且高功率激光器的成本较低。此外,金属材料对该波段具有较高的吸收率。由于激光烧蚀机理的复杂性,对激光烧蚀模型的研究仍然不足,尽管一些FEA软件采用了变形网格方法或生死单元法,但是它们的方法只能模拟表面现象,与实际材料去除速率无关。因此,本文中的仿真模型不考虑材料去除,使用COMSOL Multiphysics对模型进行瞬态仿真,激光加载时间为300 s。根据表1建立圆柱体模型,使用对称边界建立1/4圆柱体模型,激光直接照射在圆柱体的前表面,功率密度分布如图1所示(以2.4 kW为例,其他功率密度的分布相似),边界条件如表2所示。

表2 边界条件
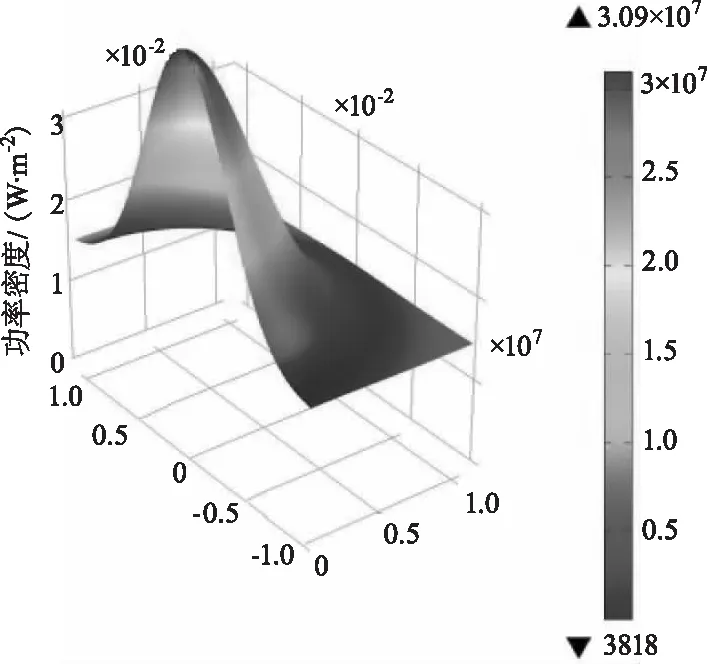
图1 入射激光功率密度分布示意图
3.2 辐照面积对温度场的影响
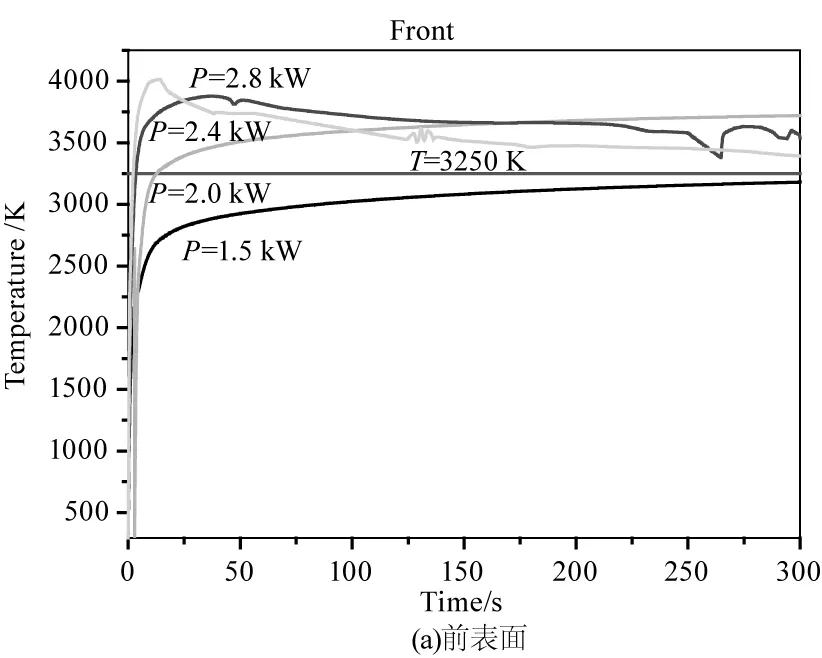
15 mm厚圆柱形壳体在不同功率密度激光作用下的热响应如图2所示,在到靶功率1.5 kW、2.0 kW、2.4 kW和2.8 kW,对光斑直径10 mm的边界条件下连续激光辐照下300 s内的温度场变化进行分析,激光入射前表面中心温度和对应内壁中心温度随时间的变化曲线,如图3所示。
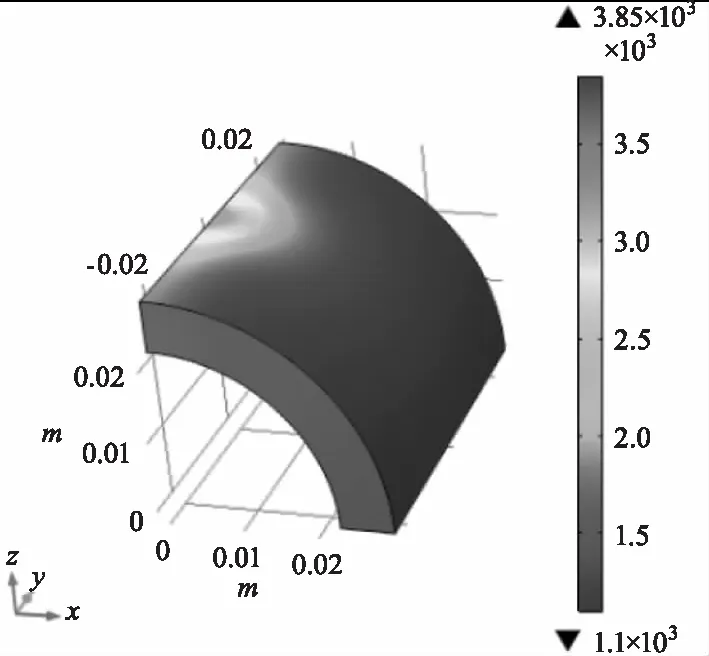
图2 2.4 kW,10 mm激光入射15 mm壳体温度云图
对光斑直径20 mm连续激光辐照300 s模型进行分析,激光入射前表面中心温度和对应内壁中心温度随时间的变化曲线如图4所示。
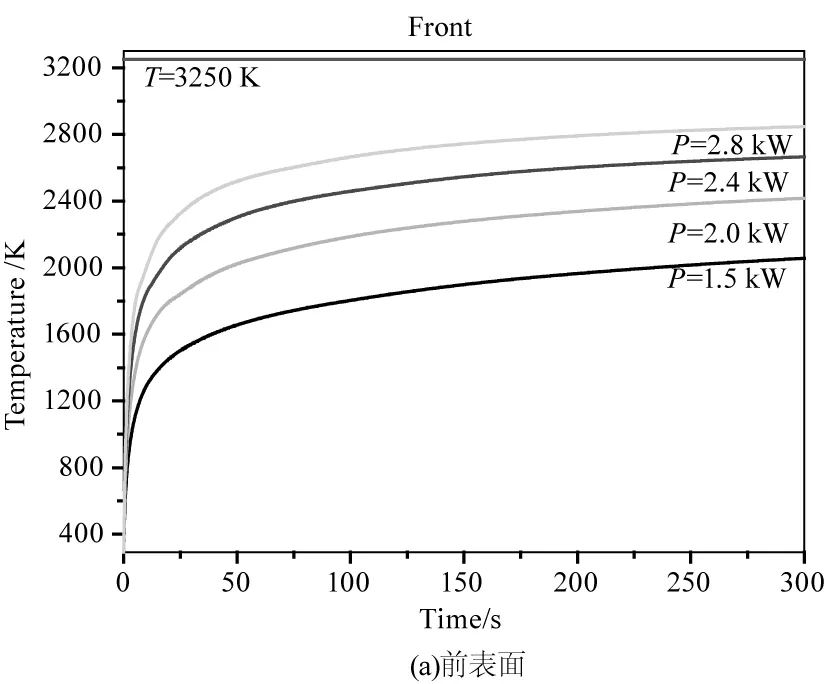
可见在到靶功率不大于2.8 kW,光斑直径20 mm激光作用下,壳体前表面温度在300 s内未超过3250 K,无法实现气相烧蚀,在1.5 kW到2.8 kW功率作用下,前表面温度可超过1720 K,可在壳体表面形成一定深度的熔融烧蚀;壳体后表面温度未超过1720 K,无法烧穿壳体。对比温度场可知,在激光功率大于2.8 kW,光斑直径小于10 mm情况下,可熔穿15 mm厚铁质壳体,熔穿时间为272.2 s,熔穿机制为壳体熔穿,并在汽化反冲压的作用下形成通孔。
3.3 壳体厚度对温度场的影响
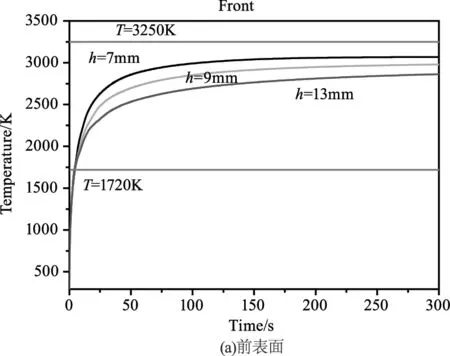
在到靶功率2.8 kW工况下对7、9、13 mm厚的壳体进行计算,光斑直径10 mm,连续激光辐照300 s,监测激光入射前表面中心温度和对应内壁中心温度随时间的变化曲线如图5所示。

可见在到靶功率2.8 kW,光斑直径10 mm激光作用下,壳体前表面温度迅速升温到3250 K以上,7 mm、9 mm和13 mm厚壳体分别在1.6 s、1.8 s和2.2 s发生汽化烧蚀,后表面中心温度在11.8 s、28.2 s和131.2 s超过1720 K,可熔穿壳体,熔穿机制为壳体熔化,并在汽化反冲压的作用下形成通孔,其中7 mm壳体在37.7 s温度超过3250 K,可能存在汽化烧穿。
光斑直径20 mm时监测激光入射前表面中心温度和对应内壁中心温度随时间的变化曲线如图6所示。可见在到靶功率2.8 kW,光斑直径20 mm激光作用下,7 mm、9 mm和13 mm厚壳体前表面温度在300 s内未超过3250 K,未发生汽化烧蚀,分别在4.2 s、4.5 s和4.7 s超过1720 K并发生熔化烧蚀,后表面中心温度在23.5、50.2和195.8 s超过1720 K,这意味着壳体烧穿,烧穿机制为热熔化导致壳体形成通孔。通过对不同厚度壳体在到靶功率2.8 kW连续激光作用下的温度场仿真分析可知,光斑直径10 mm时,厚度13 mm以下壳体前表面在2.2 s以内迅速发生汽化相变,并能在131.2 s以内烧穿壳体,烧穿机制为汽化烧穿;光斑直径20 mm时,厚度13 mm以下壳体不能发生汽化烧蚀,在195.8 s以内后表面发生熔化,烧穿机制为热熔化导致壳体形成通孔。
3.4 实验分析
建立实验平台以验证模拟结果,实验使用的激光为1080 nm Nd-YGA光纤激光器,最大输出功率为3.5 kW,光束质量M2≤1.8。分别使用2 kW和2.4 kW功率进行实验,激光光斑直径分别为15 mm和20 mm。由热像仪记录的壳体内表面的温度变化如图7所示,可见实验和数值模拟曲线吻合较好。对激光功率2.8 kW,光斑直径10 mm的壳体进行实验,并通过带有衰减片的高速摄像机记录了测试过程。壳体吸收激光能量后引起内部热传导,导致内部出现温度梯度,当温度到达熔点时,能量继续累积达到熔化潜热后发生熔化,这就导致了温升曲线中出现短暂的“平缓”段,温度继续升高直到达到热平衡时趋于稳定。在强激光辐照下,壳体中形成了由于激光熔化、汽化引起的质量迁移,和由激光维持的燃烧波与爆轰波,其致使壳体内部产生极高的烧蚀压力和温度,熔融状态的金属烧蚀物产生剧烈的喷溅现象;烧蚀开始时前表面直接作用区由于持续温升形成小熔池,随着实验时间增加熔池中心开始出现针孔状“穿孔”,在壳体被贯穿前,前表面熔池穿孔迅速增大,此时后表面出现塌陷(图8),随着激光继续加载壳体被贯穿。

图7 9 mm和13 mm壳体仿真及实验温升曲线对比
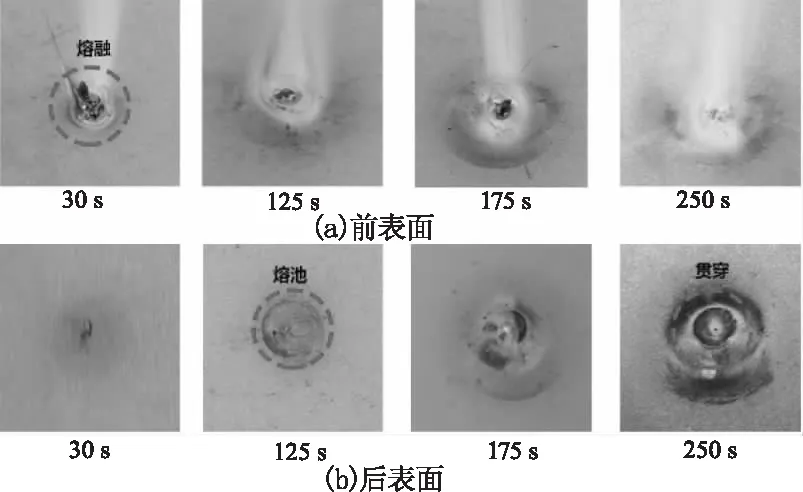
图8 前表面及后表面损伤现象
前表面在30 s内开始熔化,熔化区域不断扩大,在125 s处在背面形成熔池。整个圆柱体在大约250 s内贯穿,可见壳体的损伤历程与前文的仿真分析基本一致。实验数据与模拟数据之间的偏差主要来自两方面,首先是当量比例模型本身对边界条件的选择性省略,其次是实验过程中的不确定性。根据实验结果可知,与仿真烧穿过程相似,在加载过程中熔穿和气化同时存在,光斑中心点的气化引起了针状穿孔和后表面的塌陷。
4 结 论
本文对圆柱形钢壳体进行了强激光烧蚀实验研究,根据实验结果可知千瓦级高功率连续激光对钢壳体的融穿主要表现为融化气化共同作用。根据试件的实验结果得出如下结论:(1)在小光斑尺寸(10 mm)高功率密度的辐照条件下,钢壳体破坏机制以壳体熔穿为主,且融穿过程伴随着汽化反冲压作用形成的通孔。在大光斑尺寸(20 mm)的辐照条件下,钢壳体的烧穿机制为热熔化导致壳体形成通孔。(2)高功率连续激光对钢壳体烧蚀作用主要表现为熔化、汽化;烧蚀过程中产生了激光维持的燃烧波与爆轰波,且伴随着烧蚀出现了明显的熔融金属喷溅现象。
猜你喜欢
诗歌月刊(2023年1期)2023-03-22
中学生数理化·八年级物理人教版(2022年10期)2022-11-10
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
阅读(高年级)(2019年9期)2019-11-15
阅读与作文(小学高年级版)(2019年8期)2019-10-16
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
中国医疗美容(2015年1期)2015-07-12
电机与控制应用(2015年7期)2015-03-01
电子设计工程(2015年12期)2015-02-27
中国造纸(2014年1期)2014-03-01
