固态发酵处理餐厨垃圾制备饲料的研究
2021-02-22 08:46韩端丹
湖北农业科学 2021年1期
韩端丹,洪 琦,江 阳
(1.武汉东湖学院生命科学与化学学院,武汉 430212;2.湖北大学生命科学学院,武汉 430062)
餐厨垃圾俗称泔脚、潲水,是日常生活中剩下的饭菜及其他食用垃圾的混合物。餐厨垃圾极易腐烂发酵,并产生毒素和刺激性气味。长期积放还容易产生黄曲霉素等致癌物质,大量繁殖细菌。餐厨垃圾在露天环境下存放易招来大量蚊蝇鼠虫,这些蚊蝇鼠虫身上常带有病菌病毒,所以餐厨垃圾处理不好就会成为病菌病毒传播媒介。中国一些地方常用餐厨垃圾直接作为家禽家畜饲料,食用后容易造成人畜间交叉传染,导致某些病毒病菌的传播。现在人民生活水平不断提高,日常餐厨垃圾生产量不断增加。据统计2015、2016、2017年,仅上海市餐余垃圾数量分别为314 914、368 360和423 750 t,年平均增长率为15%[1-3]。餐厨垃圾“四高”表现为含水率、有机物浓度、盐分、含油量都高,所以会给生活环境带来危害,中国城市餐厨垃圾处理链也因此承受重大压力[4]。
餐厨垃圾的常见处理方法有焚烧、填埋、粉碎直排、蚯蚓堆肥、好氧堆肥、厌氧堆肥等。这些处理方法有的对环境污染较大,有的效益不高。而餐厨垃圾属于高能量、有机物丰富的物质,可以作为生产饲料,尤其蛋白饲料的优良原料。相比而言,餐厨垃圾处理转化成蛋白饲料具有环保、效益高的优势。其中固态发酵是餐厨垃圾处理的常用方法,具有底物价格低廉,技术要求低、耗能低,产率高,基质水含量低、减少废水处理负担;加工简单、无菌操作要求低,不会产生有毒气体、低风险等优点[5-7]。为此,本研究拟从几种食用酵母菌和霉菌中筛选出餐厨垃圾发酵效率高、蛋白转化率高的发酵菌种,筛选出最适菌种后再对其发酵条件进行探索优化,以期提高其对餐厨垃圾的蛋白发酵转化率,并以此为基础对餐厨垃圾的综合利用途径进行相关的探索。
1 材料与方法
1.1 材料
1.1.1 原料 餐厨垃圾,来自武汉东湖学院学生食堂。
1.1.2 菌种 汉逊德巴利酵母(F1)、酿酒酵母(F2)、黑曲霉(F3)、米曲霉(F4),均为武汉东湖学院生命科学与化学学院保存。
1.1.3 培养基 霉菌液体种子培养基:K2HPO40.1 g,可溶性淀粉 3 g,(NH4)2SO40.5 g,去离子水定容至100 mL,调pH至6.4。酵母菌液体种子培养基:MgSO40.05 g,葡萄糖5.0 g,黄豆芽汁5.0 g,去离子水定容至100 mL,调pH至6.4。察氏琼脂培养基:蔗糖30 g,FeSO40.01 g,KCl 0.5 g,琼脂粉15g,去离子水定容至1 000 mL。麦芽汁琼脂培养基:3 g琼脂粉,麦芽汁定容至150 mL,调pH至6.4。发酵固体培养基:将餐厨垃圾过滤后取其滤渣,50℃烘干研磨成粉末,每份20 g装入250 mL三角瓶中,加入(NH4)2SO40.4 g,尿素0.4 g,121℃高压灭菌下20 min。
1.1.4 试剂 K2HPO4、(NH4)2SO4、MgSO4、葡萄糖、蔗糖、尿素、淀粉、石油醚、硼酸、丙酮、正己烷、硫氰酸、硫酸铁铵、亚铁氰化钾、乙酸锌、冰乙酸,以上试剂均为分析纯。
1.1.5 仪器 研磨粉碎机、自动索氏抽提装置、恒温箱、微生物培养箱、真空干燥箱、马弗炉。
1.2 方法
1.2.1 餐厨垃圾(原料)各成分的检测 取适量新鲜的餐厨垃圾过滤,将滤渣在50℃下烘干并碾碎成粉末,再取餐厨垃圾粉末按二硝基水杨酸(DNS)法及各自的检测标准测定其总糖、还原糖、粗蛋白、粗脂肪、粗灰分和氯化物的含量[8-11]。
1.2.2 各菌种的接种及发酵 菌种28℃活化12 h,活化后接种于液体种子培养基中,200 r/min摇床培养2 d。完成后取培养好的种子液20 mL。种子液、发酵培养基、水按1∶1∶3体积比接种,搅拌均匀,28℃下发酵7 d。
1.2.3 最优菌种发酵餐厨垃圾 制作好总糖残糖率与还原糖残糖率的代谢曲线后,根据数据对比选取最优的菌种。在筛选出最适菌种后,发酵培养基根据发酵条件优化的试验要求,相应地调节培养基的NaCl含量及初始pH。取筛选出的最适菌种的培养液15 mL,按1∶1的体积比接种经过处理的餐厨垃圾,发酵5 d,发酵完后再测定其各营养成分的含量,测定的方法及标准同上。
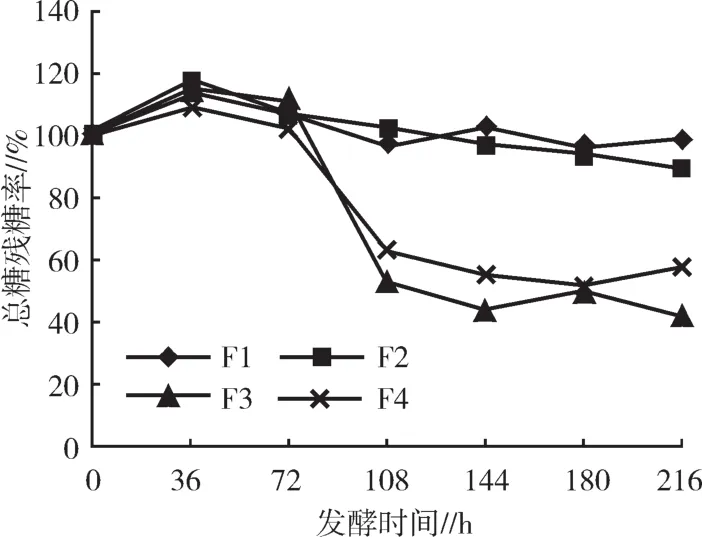
图1 总糖代谢曲线
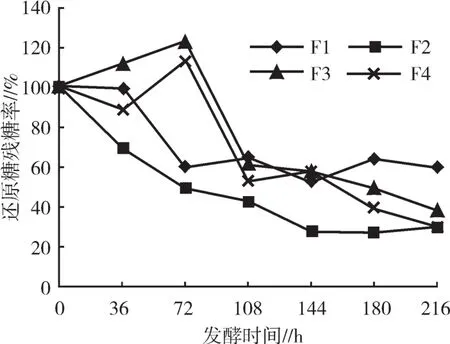
图2 还原糖代谢曲线
2 结果与分析
2.1 固态发酵处理餐厨垃圾菌种的筛选
菌种F1、F2、F3、F4固态发酵后每36 h测量一次各发酵物的总糖含量和还原糖含量(DNS法)。原餐厨垃圾含糖量为m0,固态发酵后产物含糖量为m1,以m1占m0百分比为发酵后残糖率。各菌株发酵总糖和还原糖代谢曲线见图1和图2。由图1可知,4种菌种0~72 h内总糖残糖量呈上升趋势,72 h左右开始发酵总糖。菌种F3、F4在总糖代谢上效率高于F1、F2;而F3从72 h后比F4总糖代谢更快。菌种表现为F3≥F4>F2≥F1。由图2可知,F3、F4在0~72 h还原糖含量先呈上升趋势,分析原因是霉菌通过分泌淀粉酶将淀粉分解为还原糖,同时消耗还原糖以合成自身细胞物质及维持能量需要。这两种因素作用的结果是开始时体系中还原糖量增加,随着霉菌细胞增殖较多时还原糖消耗变大后含量下降。通过菌种对总糖及还原糖的代谢消耗的考察,可评价固态发酵的效果或发酵特性,综上,4种菌种对餐厨垃圾的发酵效果的顺序为F3≥F4>F2>F1。
菌种F1、F2、F3、F4固态发酵48 h后测定各发酵物中粗蛋白质含量,结果见图3。从图3可以看出,相同条件下,黑曲霉F3发酵培养物中粗蛋白质含量达31.53%,相比其他3个菌株,黑曲霉F3对于未发酵餐厨垃圾中粗蛋白质含量的增幅最大,结合菌种对糖的利用率,据此在4个菌种中选择黑曲霉F3作为单一菌种发酵的最佳菌种。通过筛选确定发酵菌种后,以黑曲霉为对象,研究其发酵的最佳工艺条件。
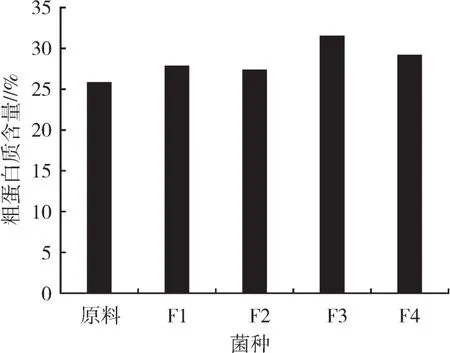
图3 不同菌种的发酵产物中粗蛋白质含量
2.2 黑曲霉固态发酵中温度的影响
黑曲霉F3接种后分别在26、28、30、32、34 ℃下固态发酵48 h,测定各发酵物中粗蛋白质的含量,由图4可以看出,一开始随着温度的升高,发酵产物中粗蛋白质含量随之升高,在30℃时达到最大值31.53%,但温度继续升高,粗蛋白质含量反而下降,估计是高温抑制了微生物的生长。由此确定固体发酵的最佳温度为30℃。
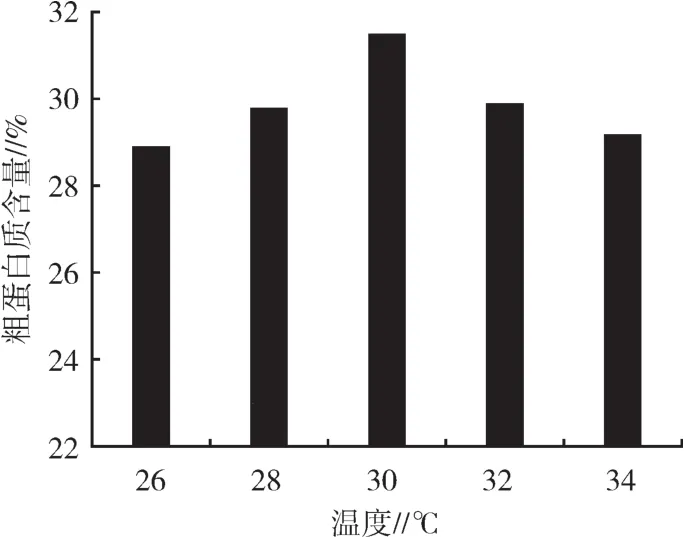
图4 不同温度下发酵产物中粗蛋白质含量
2.3 黑曲霉固态发酵中pH的影响
微生物生长需要适宜的pH范围,图5显示在不同的初始pH条件下黑曲霉发酵后测定的总糖残糖率,得出结论是在pH 5.3左右发酵情况最理想。
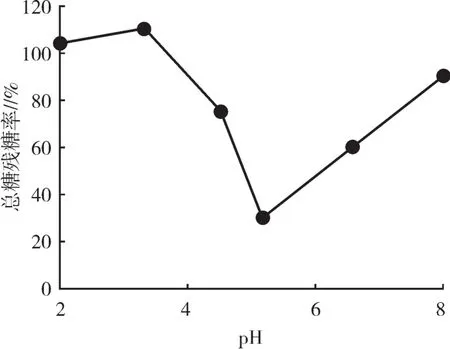
图5 黑曲霉固态发酵中pH的影响
2.4 黑曲霉固态发酵中盐含量的影响
餐厨垃圾中常含含量不等的食盐,微生物的生长要求一定的渗透压,超过范围及骤然改变很可能影响微生物生长直至导致死亡。因此在餐厨垃圾处理后设计一组试验,即添加不同浓度的NaCl,黑曲霉发酵后测定其总糖残糖率,结果见图6。从图6可以看出,在原有含盐量的基础上加入2.5%的NaCl,发酵后糖利用率高,效果好。
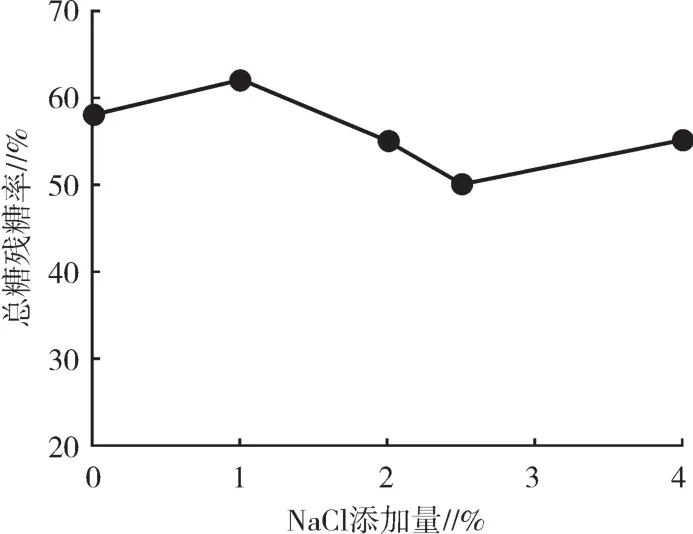
图6 黑曲霉固态发酵中盐含量的影响
2.5 发酵产物与原料各营养成分的比较
在筛选出最佳菌种并确定最佳工艺条件后,测定了固态发酵前后餐厨原料和发酵产物中主要化学及营养成分的含量,所得数据见表1。由表1可知,餐厨垃圾经黑曲霉F3固态发酵处理后,总糖含量从20.35%降到了5.11%,而粗蛋白质含量提高了5.72个百分点,达31.53%,提高了其营养价值,其主要成分含量达到了蛋白质饲料的标准。

表1 原料和产物主要化学及营养成分
3 小结
餐厨垃圾中蛋白质与糖类物质含量丰富,通过发酵消耗糖获得的能量可用来合成菌体蛋白质以提高发酵产物中蛋白质含量,固态发酵时还可适量补充尿素等氮源来提高产物中蛋白质的浓度,可见餐厨垃圾是发酵生产蛋白质饲料的理想原料。相比其他饲料,蛋白质饲料价格昂贵,效益更高,因此以餐厨垃圾为原料发酵转化成蛋白质饲料,实现变废为宝,是综合利用餐厨垃圾的理想途径。本研究以处理过的餐厨垃圾固体成分为原料,以4种食用酵母菌和霉菌为备选菌种,通过这些菌种发酵中总糖及还原糖的代谢消耗情况及对发酵产物中粗蛋白质含量的检测,从中筛选出转化率最高的菌种,即黑曲霉F3为最佳菌种。在进一步的研究工作中可考虑应用双菌混合发酵来提高蛋白质含量与发酵能力,考虑到霉菌可分解淀粉、纤维素等多糖为还原糖,而酵母菌可快速利用还原糖,反过来刺激霉菌分解多糖而加强发酵,因此选择一株酵母菌,和黑曲霉F3两两配合,有望实现更好的发酵效果[12]。
以筛选出的黑曲霉F3为发酵菌种,通过试验确定了最佳工艺条件:发酵温度30℃,初始pH 5.3,NaCl添加2.5%。此条件下发酵餐厨垃圾,所得产物粗蛋白质含量为31.53%,比原料提高了5.72个百分点,总糖量从20.35%降到了5.11%,发酵产物有酒香味,无霉味。实际生产时可鼓风或搅拌来提高生产效率。而餐厨垃圾进行处理后用微生物发酵的过程,也是防霉和抑制有害菌生长的过程。综上,固态发酵处理餐厨垃圾,通过优选菌种和优化工艺,能提高其营养价值,尤其是蛋白质的含量,且防霉安全,是一种比较好的处理餐厨垃圾和制备蛋白质饲料的途径。
猜你喜欢
动物营养学报(2022年4期)2022-05-12
煤气与热力(2021年12期)2022-01-19
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
中国资源综合利用(2017年2期)2018-01-22
中国工程咨询(2017年4期)2017-01-31
饲料工业(2017年15期)2017-01-08
中国酿造(2016年12期)2016-03-01
中国酿造(2016年12期)2016-03-01
大连工业大学学报(2015年4期)2015-12-11
当代畜禽养殖业(2014年8期)2014-03-22