
异种有色金属铜-铝焊接工艺试验研究
2021-02-10 11:40:20胡卫欢邹义龙
河北建筑工程学院学报 2021年3期
胡卫欢 邹义龙 王 烁
(1.河北万丰冶金备件有限公司,河北 张家口 075000;2.河北建筑工程学院,河北 张家口 075000)
0 前 言
传统上常采用挂锡和熔锡的方法焊接铜铝,成型较差,强度不足,由于锡的熔点低不能焊接在高温工作下的工件,所以该种工艺只适合低温条件下如小工件的焊接(只适用于多股铜线和小规格铝漆包线的焊接),很难应用到其它产品的生产中.
采用熔化焊、摩擦焊、冷压焊、爆炸焊、电子束焊、超声波焊等焊接方法焊接铜铝,焊接出来的接头脆性大,易产生裂纹且焊缝易产生气孔,焊接起来的工件容易出现断裂,断裂后可能会出现导电体断路、管道泄露等严重问题,比较危险,所以往往达不到实际生产中要求的效果.
用钎焊(通常用火焰钎焊、炉中钎焊和高频钎焊等)把铜和铝焊接在一起,通过钎焊工艺把钎料作为中间介质把铜和铝焊接在一起(实际上是发生冶金反应,钎料通过毛细作用渗入铜材和铝材分子结构中),焊接后接头成型较好,抗拉抗剪性能及导电性耐腐蚀性好,是目前常用的铜铝焊接方法.下面对异种金属铜-铝焊接工艺进行试验.
1 铜-铝异种焊接试验
1.1 焊接设备及材料
(1)铝:5052属于铝镁系合金,耐蚀性好,焊接性优良并具有中等强度,适用范围广泛.
(2)铜:H62具有良好的力学性能,热态下塑性好,切削性能良好,耐腐蚀且具有良好的焊接性.
(3)焊丝:DW-120铝铜焊丝
(4)焊接设备:Panasonic YC-300WX4型氩弧焊机,如图1所示.焊接加压设备,如图2所示.
(5)连接方式:压钎焊(TIG热源)
1.2 焊接工艺流程
在焊接过程中试件连接方案和技术方法如图3所示.
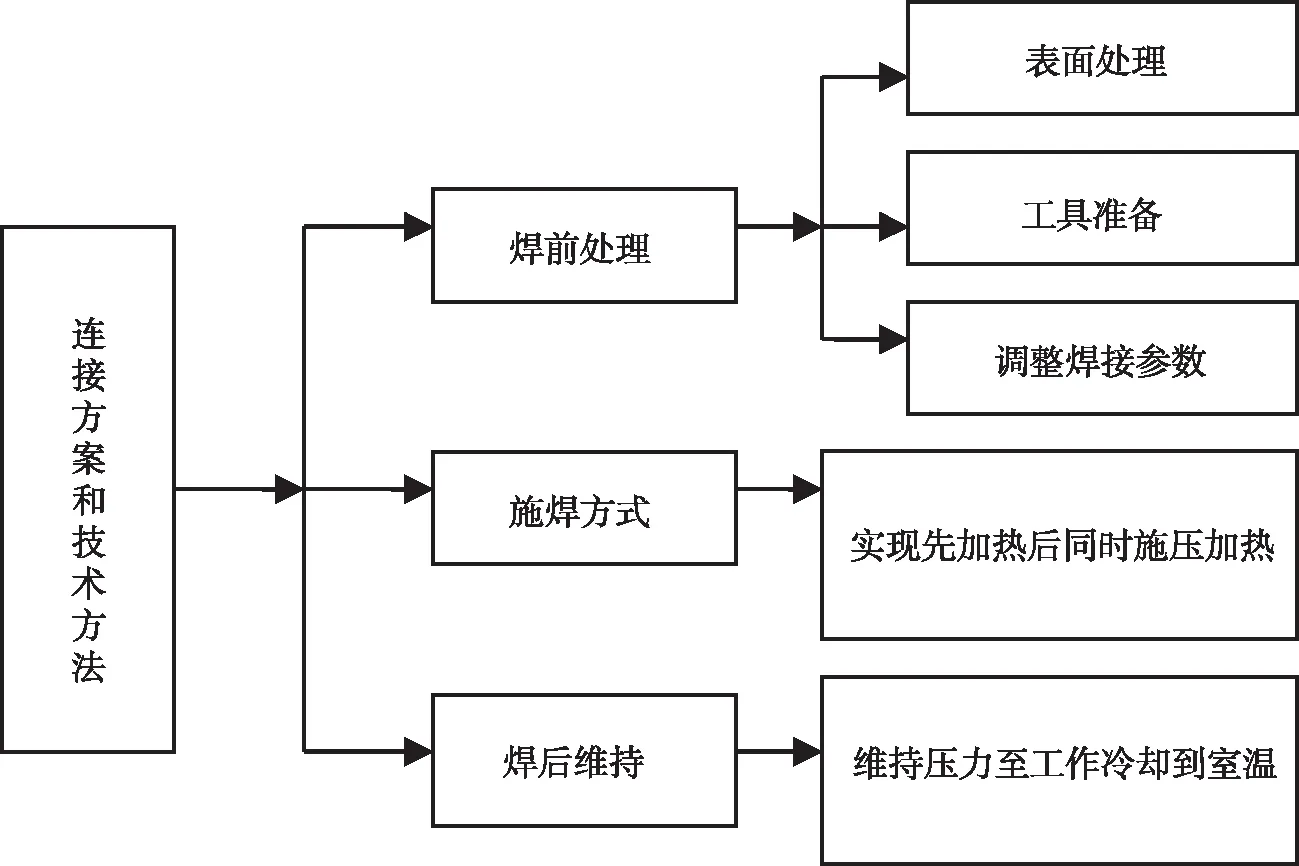
图3 连接方案和技术方法
1.3 焊前准备
先使用钢丝刷、粗砂纸打磨试件焊接接头处,去除表面氧化膜.再使用有机溶剂丙酮擦洗,洗除打碎的氧化膜残渣,同时溶解并去除表面油污.最后用吹风机烘干试件表面,进行焊接试验.接头形式为搭接,搭接宽为12mm,长20mm,铜铝板厚均为2mm,接头搭接接触面为铜-铝界面,其样式如图4和图5所示.
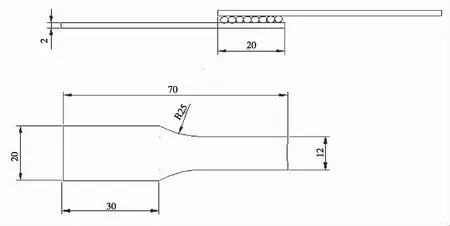
图4 铜铝板试件
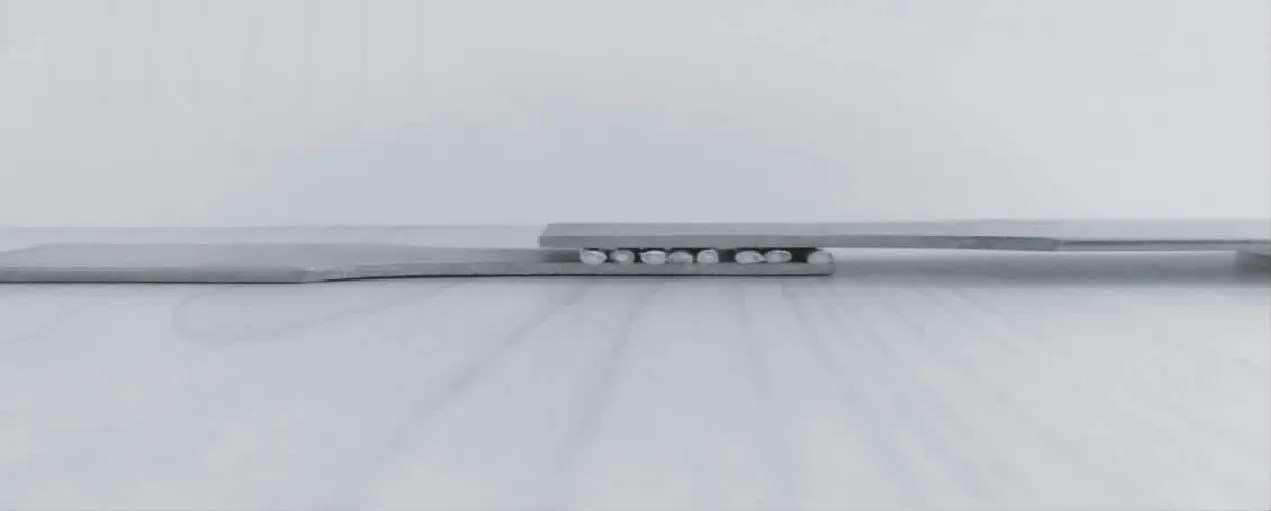
图5 铜铝件实际位置图
1.4 焊接参数选择
实际焊接参数如表1所示.

表1 焊接参数
预测抗拉强度:试验采用5052铝镁系合金铝板,其特点是强度高,特别是抗疲劳强度,抗拉强度范围为170~305MPa.本次试验铜-铝焊接,拉伸试验中在焊接质量较好的情况下,最先断裂的应为铝材,本次试验先准备与试件尺寸相同的铝板进行抗拉试验,试验结果为250Mpa.故预测抗拉强度取中间值250Mpa.
1.5 焊接
采用上述焊接参数和焊接设备进行焊接,焊接设备及焊件如图6和图7所示.试验准备就绪后,按照试验步骤依次对5组铜铝板试件进行焊接.
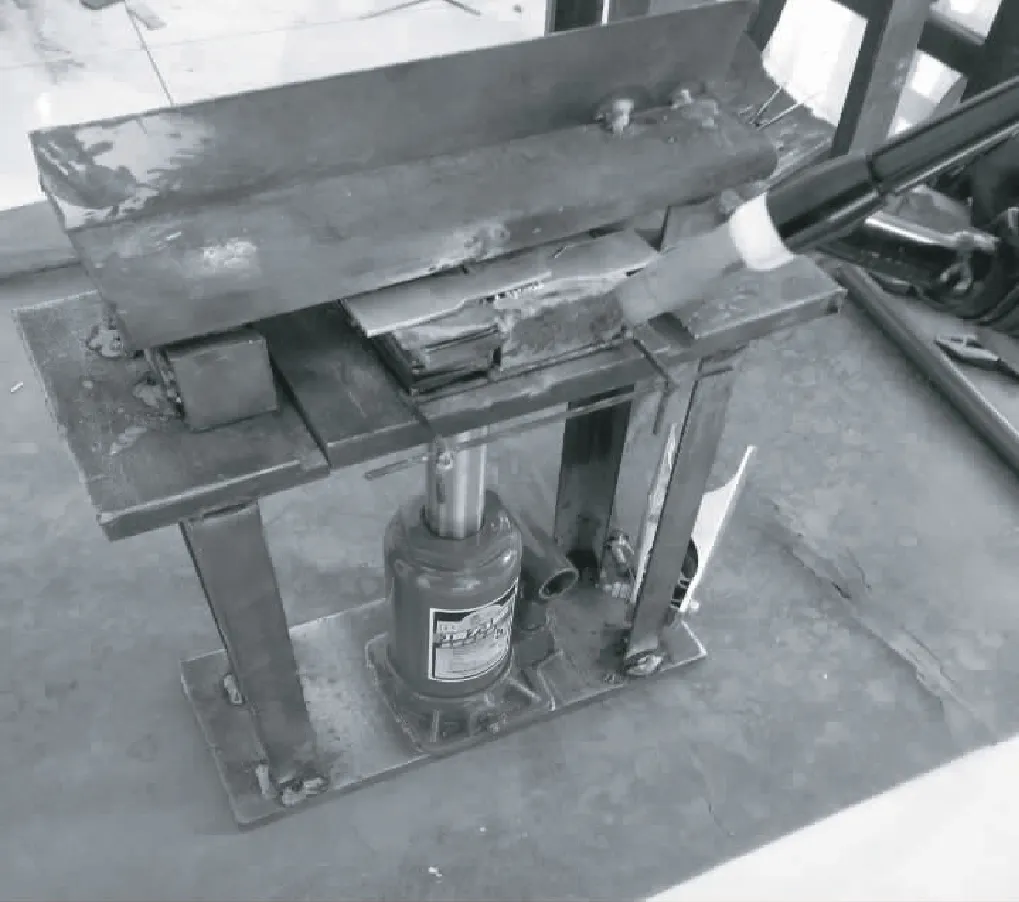
图6 焊接设备
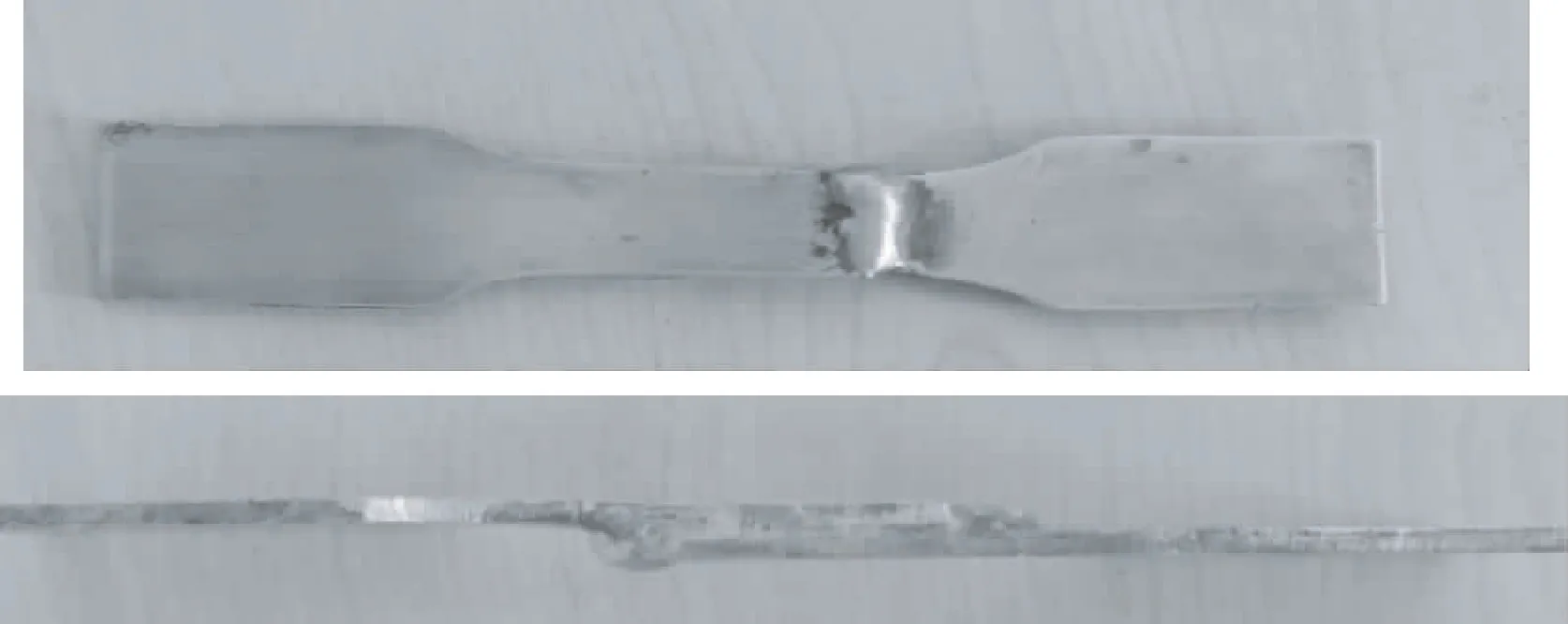
图7 焊接试件成品
2 焊接工艺分析
焊接过程中由于铜和铝的熔点不同,所以在焊接中千万要注意温度的控制,铜板在上,铝板在下.将焊丝均匀地放置在铝合金接头表面,通过加热铜块预热焊件后,加热铜件至焊丝熔化,拉动把手,使接头处于千斤顶正上方.持续加热铜块,同时通过千斤顶对焊件施压,以实现同时加压加热.熄灭电弧,进行气体保护.
由于热影响区的影响,在实际焊接中铝板必然会被部分氧化.会影响整个焊件的抗拉强度.所以控制保护气体和焊接加热温度尤为重要.5组试件成品通过拉力测试得出的数据如表2所示.实验结果均接近预测值(250Mpa).

表2 试验数据
3 对比分析其它焊接方法优缺点
目前我国焊接异种有色金属-铜铝,主要采用下面几种焊接方法:超声波钎焊、电阻钎焊、火焰钎焊和扩散钎焊,传统焊接铜铝的方法焊接工艺复杂,焊接设备复杂,对工人的技术水平要求严格,焊接技术水平的高低直接影响着焊缝的质量,详细如表3、图8所示.
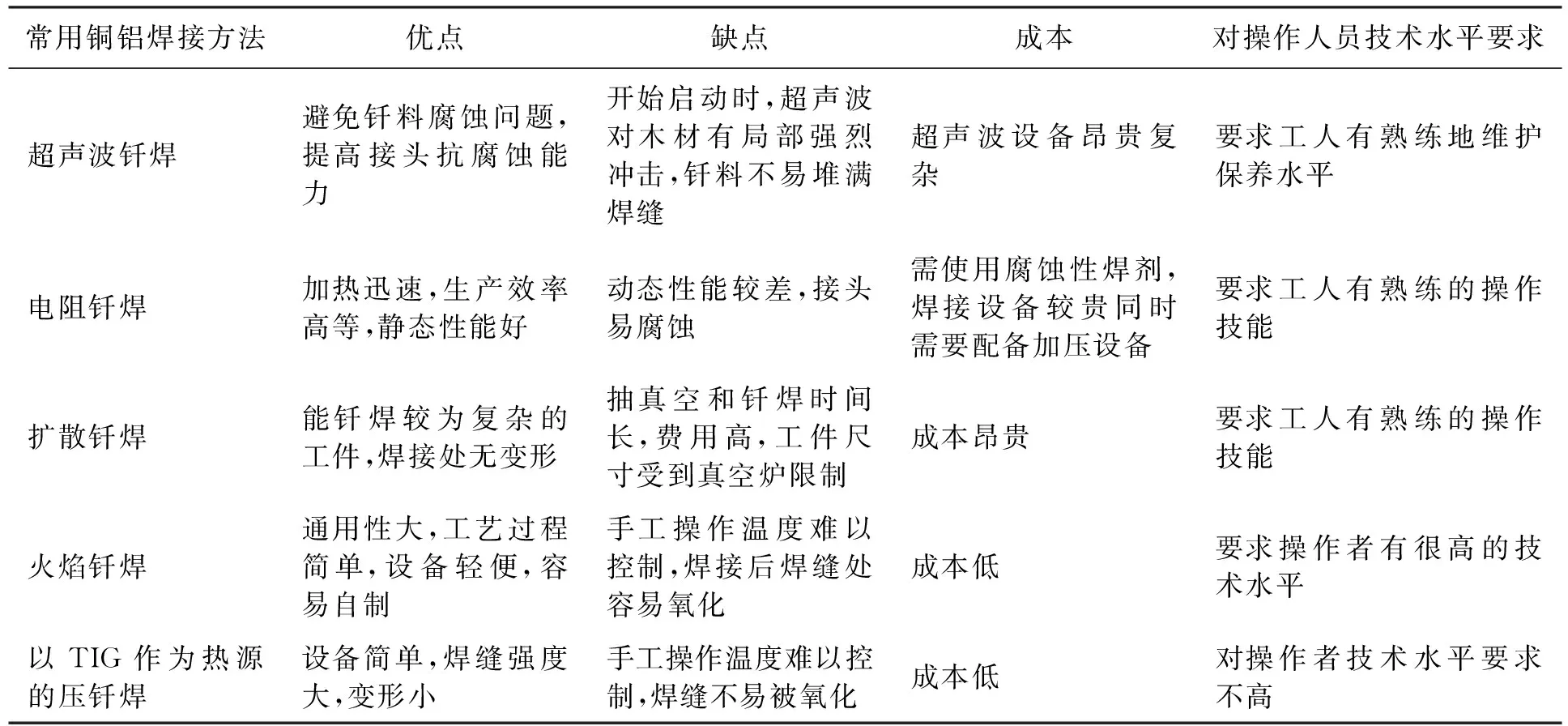
表3 常用钎焊优缺点对比
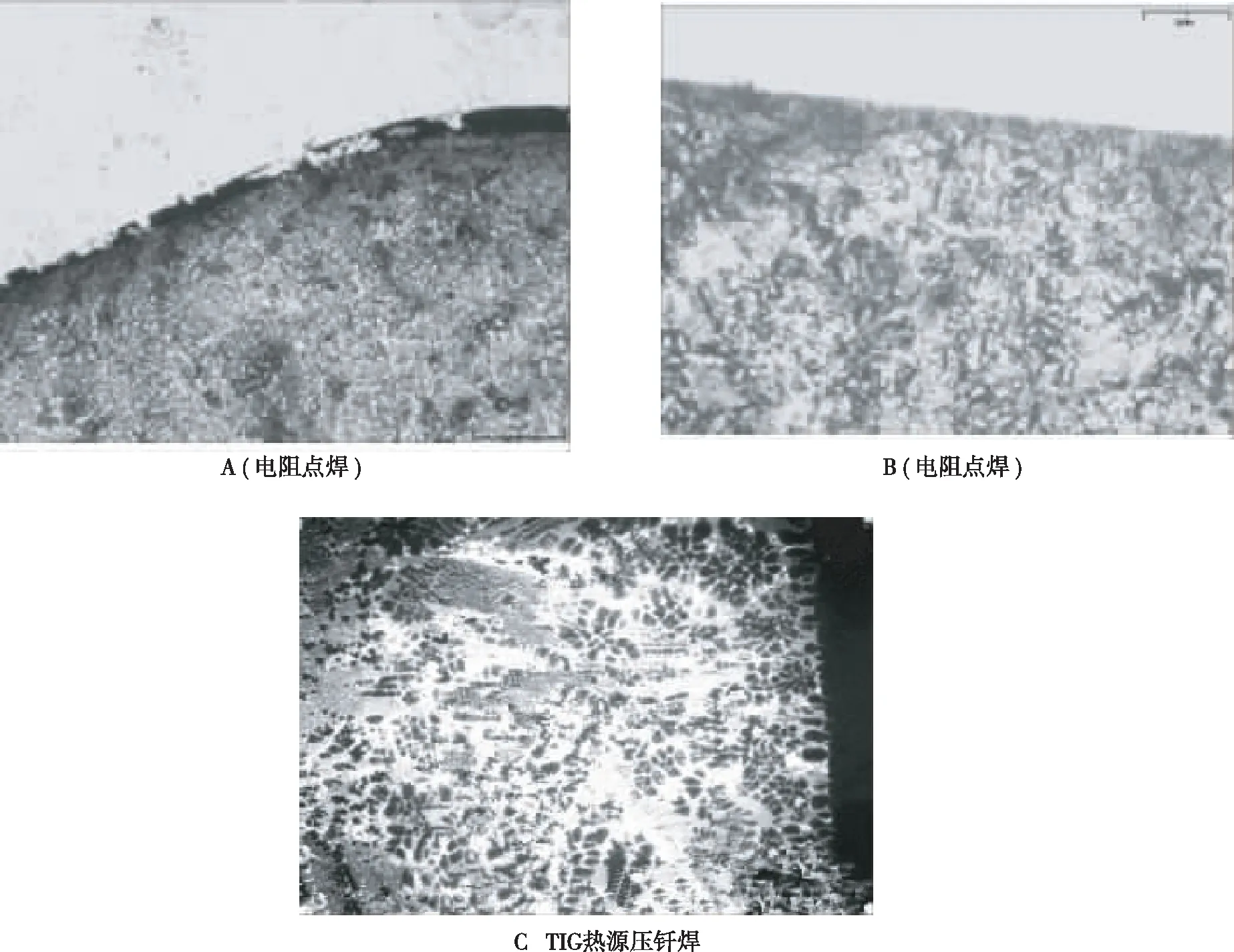
图8 不同焊接方式金相组织对比图
本文采用与以往焊接工艺完全不同的自制焊接设备进行焊接,采用氩弧焊作为热源,减少了焊件与空气中氧气的接触,减少了焊件被氧化的可能性,大大地提高了焊缝的质量.
4 结 论
通过上面金相图的观察分析得出:本文中采用TIG作为热源,用钎焊压焊焊接具有焊接温度较低、变形量小并且焊接成本低,焊缝强度高等优点.在一定程度上克服了铝铜物理化学性能相差较大的问题、由于条件与能力的限制,此次采用人工通过千斤顶施压,所施加压力不均匀且不连续,不能保证每次施加压力大小相同.本装置对施焊者的技术要求相对较低,如果进一步改进甚至可能实现异种金属连接的机械化生产.
猜你喜欢
焊接(2021年12期)2022-01-20 08:17:16
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05 01:34:12
制造技术与机床(2019年10期)2019-10-26 02:47:22
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
设备管理与维修(2016年5期)2016-03-16 02:20:41
焊接(2016年7期)2016-02-27 13:05:07
