汽车空调压缩机偏心销垂直度和高度自动检测设备研究
2021-02-08 01:49:07於在文
电子乐园·下旬刊 2021年3期
於在文
摘要:本文根据汽车空调压缩机中偏心销装配精度要求和外形特征,设计了一种偏心销垂直度和高度自动检测设备,包括全自动上料机构、工装板顶升台、夹抱定位机构、移栽机构和吸油管压装机构。此自动压装设备应用于冰箱压缩机曲轴吸油管装配,极大地提高了生产效率和装配精度,具有较高的经济和社会效益。
关键词:压缩机;偏心销;垂直度;高度;自动检测设备
1.引言
涡旋式压缩机因其具有容积效率高、运行可靠、零部件少、噪声低等优点、被广泛应用于制冷和空调领域汽车中[1]。涡旋式压缩机最重要的零部件是偏心主轴和涡盘,为节省加工成本和降低后期维护难度,二者之间常常使用偏心销连接。但在实际生产中,偏心销的安装精度往往成为影响主轴和涡盘使用寿命的主要因素。这是因为偏心销与偏心主轴端面之间的垂直度和偏心销高度精度较低时,会引起涡盘运转失稳,导致压缩机无法稳定运转,降低压缩机使用寿命[2]。故为保证偏心销装配质量,往往需要装配后进行垂直度和高度检测。现阶段偏心销的检测方法主要是检测人员手工持量具测量,这种方法不仅费时费力,而且长时间的检测工作容易使检测人员疲劳,无法保证测量准确,使不合格品流入下道工序[3]。
综上所述,为降低检测人员劳动强度和提高检测效率,需要一种自动检测装置来检测偏心销垂直度和高度,并在出现不合格品时可以自动标记。故本文以汽车空调压缩机为主要研究对象,设计了一种偏心销垂直度和高度自动检测设备,保证了偏心销检测效率和质量。
2.偏心销装配时所存在的问题
2.1 偏心销的装配技术要求
偏心销中轴线与偏心主轴端面垂直度要求为A mm;偏心销上端面至曲轴上端面距离为B mm,公差要求为±b mm。安装前偏心销中轴线和偏心主轴端面保持垂直,保证偏心销和偏心主轴表面洁净无污物。
2.2 偏心销的传统检测方式
偏心销的传统检测方式采用人工持量具测量的方式,出现不合格品后,人工将不合格产品挑出,并进行调整。
2.3 传统检测方式存在的问题
偏心销的检测主要靠检测人员视觉,不仅检测准确程度比较依赖检测人员熟练程度,而且长时间工作后检测人员易疲劳,影响测量准确度,使不合格工件流入下道工序,对整件产品质量产生不良影响。
3. 偏心销垂直度和高度自动检测设备总体设计方案
3.1 设计原则
为实现偏心销垂直度和高度的自动检测,自动检测设备应满足以下要求:
(1) 保证产品从生产线移载到检测机构后的准确定位。准确的初始定位是自动检测设备最基本的要求,为垂直度和高度检测划定了基准。
(2) 保证测量过程的全自动化。自动检测设备应避免人工参与,全自动进行测量工作。
(3) 保证测量精度准确无误。自动检测设备在工作时应将合格品和不合格品准确分类,并进行标记。
3.2 工艺方案设计
汽车空调压缩机偏心销垂直度和高度自动检测设备完成偏心销装配精度检测需要4个检测流程:工装板顶升、上料移载、接料定位和偏心销检测。每个工艺流程均设计了专门的机构来实现其功能。
3.3 总体设计方案
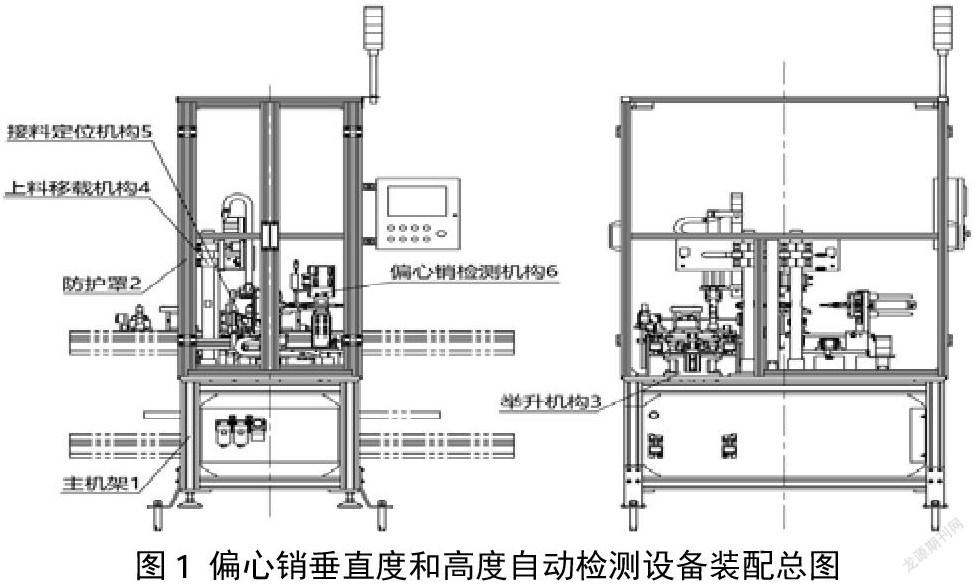
根据检测需要和工艺流程优化分析,上述工艺动作需设计自动化机构来完成。偏心销垂直度和高度自动检测设备装配总图如图1所示。偏心销垂直度和高度自动检测设备主要由主机架1、防护罩2、举升机构3、上料移载机构4、接料定位机构5、偏心销检测机构6以及电气控制系统等组成。其中主机架起支撑作用,呈框架结构;防护罩由铝型材构成支架,外装玻璃,起保护作用;举升机构位于流水线中心,工作时将流水线上的定位工装板顶升并定位;上料移载机构将待检测工件从定位工装板移载至接料定位机构;接料定位机构接到待检测工件后,先进行工件角度调整和夹抱定位,再将工件移载至偏心销检测机构;偏心销检测机构包括垂直度检测和高度检测,主要运用测量表笔接触到工件时所发生的位移来判断工件装配精度是否合格。
4.偏心销垂直度和高度自动检测設备主要机构的设计
4.1 举升机构
举升机构中的举升气缸通过活塞连接杆与举升板连接,起到了支撑整个托盘的作用,依靠分布在举升板四角的导杆保证举升板在升起状态下能够保持水平。举升板上设有定位销,举升板一侧设有防回弹机构,另一侧设有阻挡气缸,当流水线带着工装板运转至本工位时,在工装板前进方向进行阻挡;当工装板撞击到阻挡气缸后会产生回弹,通过防回弹机构将工装板回弹限位。
4.2 上料移载机构
上料移载机构由移载气缸、升降气缸、夹取机构以及各类安装板和附件组成。上料移载机构工作时,夹取机构将待检测工件夹持后,升降气缸升起,同时移载气缸带动上述部分开始移载。经过直线导轨导正和限位装置限位后,各气缸按照预先设定的程序将待检测工件准确放入接料定位机构中。
4.3 接料定位机构
接料定位机构由工件角度调整机构、工件定位机构、移载机构组成。该机构工作时,工件角度调整机构先将待检测工件推至预先设定的角度,后移载机构将待检测工件推至检测的准确位置。
4.4 偏心销检测机构
偏心销检测机构包括垂直度检测装置和高度检测装置。垂直度检测之前,预先设置测量基准和公差范围。测量时,四个角度和高度不同的垂直度测量表笔与偏心销四周接触,记录测量表笔产生的位移数据,并与测量基准进行比对,计算出实际公差,从而判断垂直度精度是否在公差范围内。高度检测原理与垂直度检测相类似,在测量之前预先设置高度基准和上下偏差范围,测量时高度测量表笔与偏心销上端面接触,记录测量表笔产生的位移数据,并与高度基准进行比对,计算出高度偏差,从而判断高度精度是否在偏差范围内。
5.偏心销垂直度和高度自动检测设备控制系统的设计
5.1 气动系统设计
偏心销垂直度和高度自动检测设备的气动压力设定为0.5 MPa,气动系统由气缸、节流阀、减压阀、电磁阀等元器件组成。车间气源引入至自动检测设备系统后,电磁阀控制气缸运动,实现自动检测控制。
5.2 控制系统设
偏心销垂直度和高度自动检测设备采用独立电气系统的设计,可实现手动和自动工作,同时设计有急停按钮和防护罩等保护装置。
6. 结论
针对现阶段汽车空调压缩机生产线上偏心销垂直度和高度检测需人工完成的现状,本研究设计了一种偏心销垂直度和高度自动检测设备。在实际生产中的结果表明,该自动检测设备检测效率高,精度高,自动化程度高,可行性和可靠性良好,维护成本低,节约了大量人力成本,为企业生产提供了一定的经济和社会效益,具有较大的推广价值。
参考文献
[1]冯健美, 屈宗长. 涡旋压缩机的发展优势和关键技术[J]. 中国机械工程, 2002(19): 6, 92-94.
[2]李伟. 影响涡旋式空调压缩机装配质量的关键技术[J]. 科技创新导报, 2017, 14(13): 80-81.
[3]梁宝英, 武熙, 王永清,等. 汽车变速箱前壳体衬套自动压装机设计分析[J]. 机械设计与研究, 2020, 36(5): 189-192, 197.
[4]联杆偏心销式联接导叶的立面间隙调整[J]. 刘大燕. 江西电力. 2011(06)
[5]汽车空调压缩机振动特征实验研究及其抑制方法[J]. 万腾,王刚,王文静,袁洪印,周记国. 压缩机技术. 2019(06)
[6]汽车空调压缩机制冷技术及工作能力试验研究[J]. 万腾,王文静,李武成,王刚,施继红,刘闯. 压缩机技术. 2020(01)
猜你喜欢
流体机械(2022年5期)2022-06-28 02:30:00
船舶标准化工程师(2019年4期)2019-07-24 07:21:12
石油化工建设(2018年3期)2018-11-30 02:03:12
石油化工自动化(2018年5期)2018-11-14 02:34:22
成长·读写月刊(2016年11期)2016-12-14 20:26:58
课程教育研究·学法教法研究(2016年23期)2016-11-26 03:40:53
成才之路(2016年33期)2016-11-19 17:50:28
小学教学参考(综合)(2016年1期)2016-01-29 10:31:25
世纪桥(2015年5期)2015-06-10 20:41:45
读与写·教育教学版(2015年5期)2015-06-05 17:19:25