
PET单向土工格栅拉伸成型工艺研究
2021-02-03 11:49李奕袁洪波栾贻国宋立彬郑超
当代化工研究 2021年24期
*李奕 袁洪波 栾贻国 宋立彬 郑超*
(1.山东大学材料科学与工程学院 山东 250061 2.肥城联谊工程塑料有限公司 山东 271608)
1.引言
土工格栅是工程建设领域应用极为广泛的土工合成材料之一,具有重量轻、易施工、抗酸碱、耐老化、与砂土和碎石咬合力强等特点,在各类软土地基加固、加筋土挡墙、铁路公路路基增强等工程中发挥重要作用。按照生产工艺不同,土工格栅分为拉伸土工格栅、经编土工格栅和焊接土工格栅。其中,拉伸土工格栅整体性能好、加筋效率高,与其他类型土工格栅相比节点强度较高,其工艺也具有生产连续性强、效率高、操作简便等优点,因而成为聚丙烯、高密度聚乙烯为原料的塑料土工格栅制造首选工艺[1]。
聚对苯二甲酸乙二醇酯(Polyethylene terephthalate),简称聚酯(PET),是常用工程塑料之一。PET具有良好的强度和韧性,且耐摩擦、抗蠕变、耐疲劳、抗冲击性和尺寸稳定性好,适合作为土工合成材料原料[2]。此外,PET原料价格低,回收料来源广泛且纯度较高,在生产成本及性能上均具有明显优势。现有PET土工格栅生产工艺包括经编和焊接两种。经编工艺是通过经、纬向定向编织技术制成网格坯布,随后涂覆涂层形成最终格栅产品;焊接工艺是首先通过低倍拉伸获得筋条,再利用超声波焊接工艺将筋条连接形成格栅[3-4]。工程实践发现,经编土工格栅采用的衬经衬纬纱线易产生滑移,节点受力后易发生滑动,导致节点强度低于材料本身强度,且产品使用前需进行涂层处理,工艺较为复杂。焊接土工格栅的节点易发生剥离破坏,从而对加筋效果产生不利影响[5]。目前,针对PET土工格栅的研究集中在经编和焊接土工格栅,且主要面向格栅使用性能,丁金华等[6]研究了四种不同类型土工格栅加固地基的承载能力和变形行为。试验结果表明不同格栅加固效果与格栅强度、格栅类型、网格尺寸和结构完整性有关,地基加固效果依次为拉伸型三向格栅>拉伸型双向格栅>焊接型双向格栅>经编型双向格栅。Müller等[7]对影响PET经编土工格栅使用寿命的化学因素进行了测定分析,发现使用温度、PET相对分子质量、基端羧基浓度、结晶度等都会影响PET土工格栅的使用寿命。Vashi等[8]对PET和PP增强软土地基进行了试验研究,发现与PP材料相比,PET土工材料抗蠕变性更强,且对土体堤坝增强效果更佳。Cho等[9]研究了PET经编土工格栅的铺设失效及蠕变行为,发现PET经编土工格栅的铺设失效比HDPE单向拉伸土工格栅更为严重,但抗蠕变性能更强。然而,当前对PET土工格栅成型新工艺研究极少。针对上述问题,本文采用实验研究方法,验证了通过拉伸成型制备PET土工格栅的可行性,并分析了不同初始横肋、纵肋宽度对PET拉伸成型的影响规律。
2.拉伸成型实验方案
实验采用深圳市西乡恒润有机玻璃制造厂生产的PET板材,厚度为3mm,玻璃化温度为80℃。实验前需对板材进行预冲孔,孔型结构参考高密度聚乙烯单向拉伸土工格栅实际生产常用参数。结合实验室设备条件,将试样沿纵向(拉伸方向)设计为三组孔,中间保留完整孔型及两排横肋,两侧做截断处理;试样沿横向(垂直拉伸方向)设计为五组孔,如图1(a)所示。设A为初始横肋宽度,B为初始纵肋宽度,K为完整孔长,H为截断孔长,R为孔圆角半径,W为孔宽。采用激光切割机加工预冲孔试样,获得的试样如图1(b)所示。
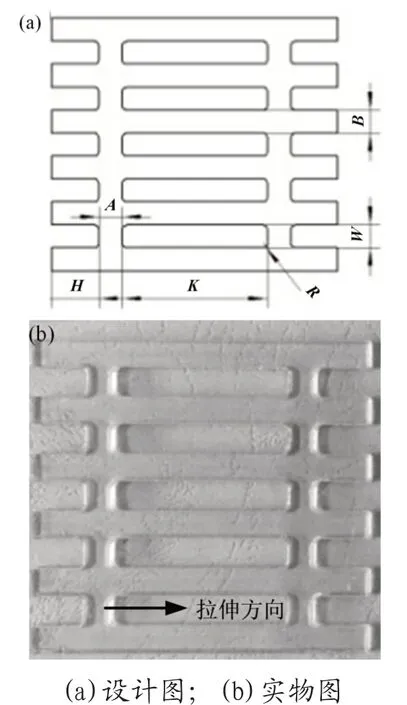
图1 单向拉伸PET土工格栅预冲孔试样
由于初始横肋宽度和初始纵肋宽度对其他类型原料的格栅拉伸成型结果影响较大[10-11],故本文研究上述两个参数对格栅成型的影响。选择A为3mm、4mm、5mm、6mm,B为3mm、5mm、7mm、9mm,K=31mm,H=10mm,R=1mm,W=5mm。拉伸成型实验在CMT4104电子万能试验机进行,通过随机配置的高低温箱实现板材加热。参考PET物理性能和单向格栅生产常用参数,设定拉伸温度为75℃,拉伸速度70mm/min,拉伸距离为147mm。
3.结果与讨论
(1)初始横肋宽度对格栅成型的影响
图2所示为不同初始横肋宽度下得到的拉伸成型结果。可以看到,4种情况下均能获得格栅产品。拉伸后横肋将成为格栅的节点,而纵肋将成为格栅的筋条。由图2可知,拉伸后纵肋明显伸长,且拉伸后纵肋的尺寸一致性较好,这有助于保证格栅承载能力及其稳定性。为定量分析初始横肋宽度对格栅产品尺寸的影响,分别测量拉伸后的横肋宽度、纵肋宽度和孔长,取其平均值,如表1所示。可见不同初始横肋宽度下拉伸后的纵肋宽度和孔长差异较小,说明初始横肋宽度对格栅筋条和网孔尺寸影响不大。
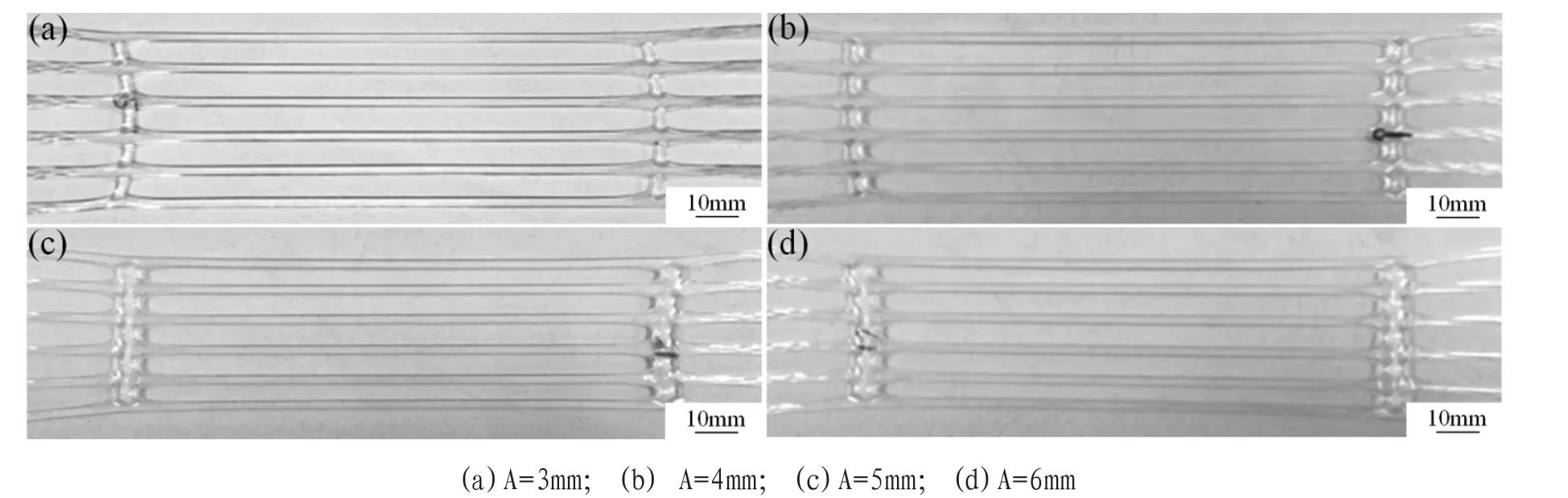
图2 不同初始横肋宽度下拉伸成型结果
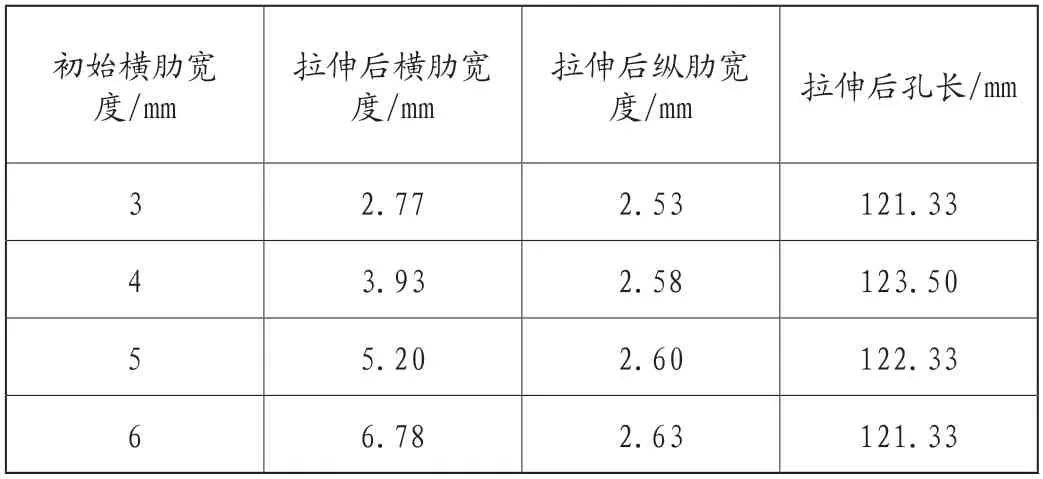
表1 不同初始横肋宽度下格栅尺寸参数
在预冲孔试样设计时,初始纵肋宽度设为5mm。当初始横肋宽度小于初始纵肋宽度时(A=3mm和4mm),发现拉伸后横肋宽度小于初始横肋宽度;而当初始横肋宽度等于和大于初始纵肋宽度时(A=5mm和6mm),拉伸后横肋宽度反而大于初始横肋宽度。分析认为,当初始横肋宽度小于初始纵肋宽度时,由于横肋处材料相对较少,在拉力作用下部分横肋材料容易向纵肋发生流动而参与格栅筋条的形成,导致拉伸后横肋宽度减小。而当初始横肋宽度大于初始纵肋宽度时,由于此时横肋宽度较大、材料较多,在相同的拉力作用下材料流动较为困难,此时格栅筋条的形成主要依靠纵肋伸长材料变形,而横肋处材料仅在拉力作用下被拉宽,最终形成格栅的节点。
(2)初始纵肋宽度对格栅成型的影响
图3所示为不同初始纵肋宽度下得到的拉伸成型结果。可以看到,4种情况下同样能够获得格栅产品,且每个初始纵肋宽度下的格栅筋条尺寸一致性较好。表2所示为拉伸后的横肋宽度、纵肋宽度和孔长,均取其平均值。由于拉伸距离不变,孔长变化很小,但拉伸后的纵肋宽度差异较大。
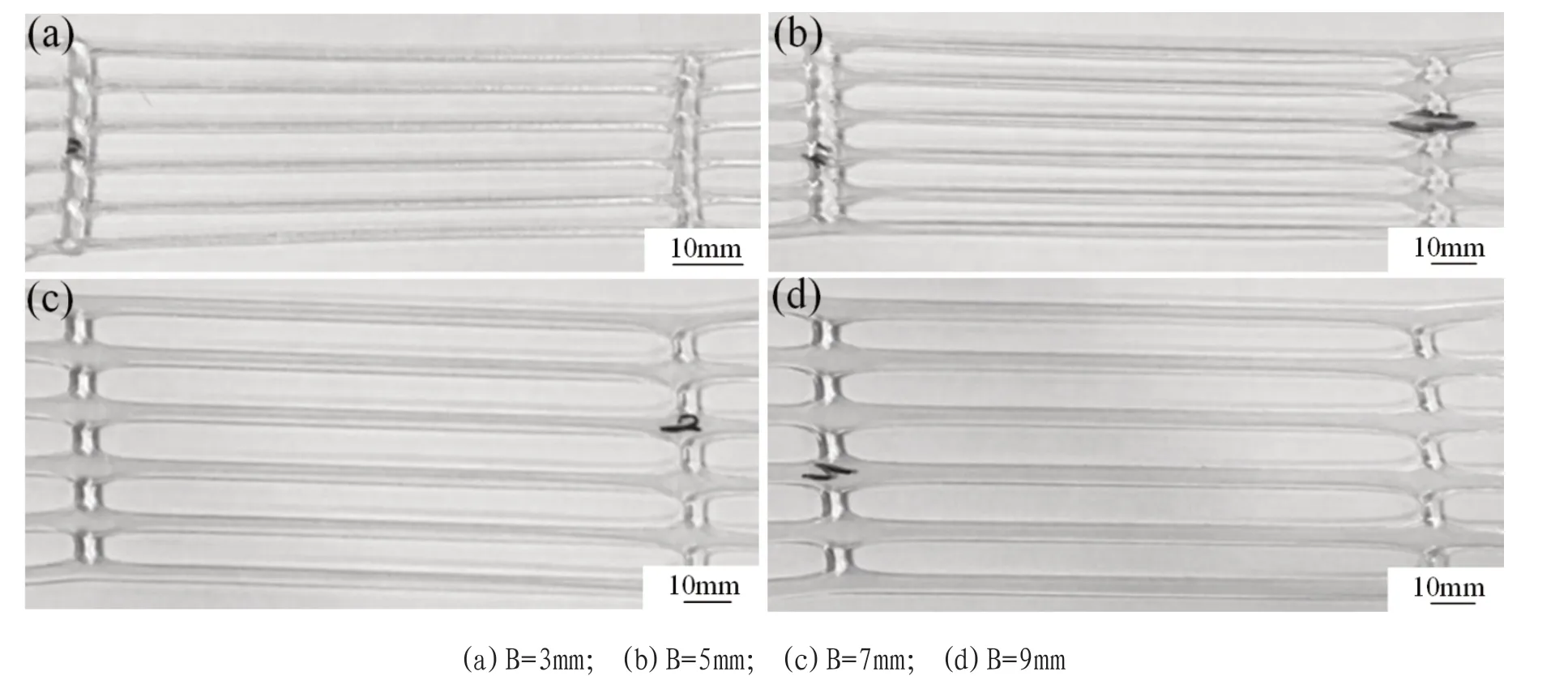
图3 不同初始纵肋宽度下拉伸成型结果
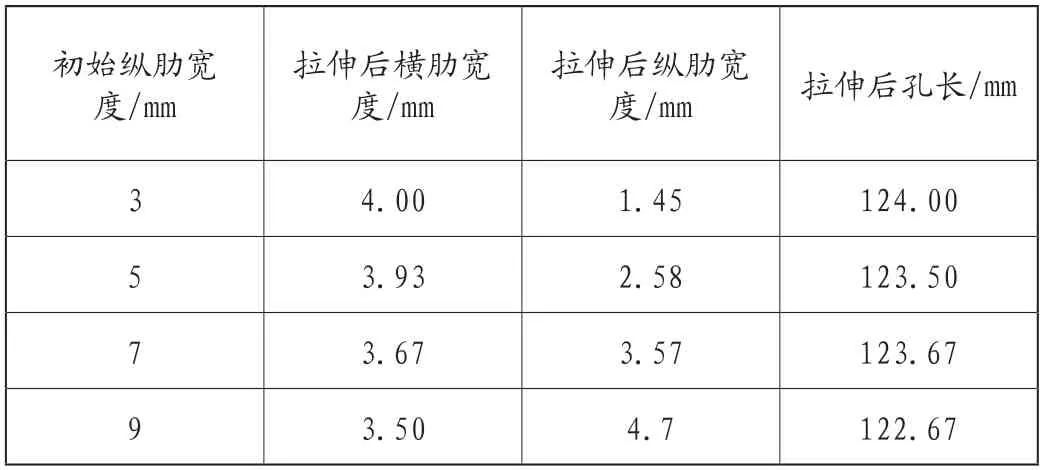
表2 不同初始纵肋宽度下格栅尺寸参数
在研究初始纵肋宽度对格栅成型的影响时,初始横肋宽度设为4mm。由表2可以看到,随着初始纵肋宽度增大,拉伸后的横肋宽度逐渐减小。当初始纵肋宽度小于初始横肋宽度时(B=3mm),发现拉伸前、后的横肋宽度不变。这是由于初始纵肋宽度相对较小,只需要较小的拉力即可使纵肋发生伸长变形,但此时较小的拉力不足以将横肋材料拉开,故拉伸后横肋宽度保持不变。而当初始纵肋宽度大于初始横肋宽度时(B=5mm、7mm、9mm),此时初始纵肋宽度越大,拉伸时所需要的拉力就越大,相应对横肋部分作用力也越大,导致横肋部分的材料更容易向纵肋发生流动,最终使拉伸后的横肋宽度不断减小。
4.结论
(1)通过高温拉伸成型获得了形状良好、筋条尺寸一致性高的PET单向格栅,验证了拉伸成型制备PET土工格栅的可行性。
(2)初始横肋宽度对PET单向格栅筋条和网孔尺寸影响不大,但其与初始纵肋宽度的大小关系显著影响拉伸后的横肋宽度。当初始横肋宽度不变时,随着初始纵肋宽度增大,拉伸后的横肋宽度将逐渐减小。
猜你喜欢
机械制造与自动化(2022年4期)2022-08-18
汽车工程师(2021年12期)2022-01-17
汽车工程师(2021年11期)2021-12-21
强度与环境(2021年4期)2021-11-05
科技与创新(2018年5期)2018-03-16
装备制造技术(2017年11期)2018-01-15
水科学与工程技术(2016年2期)2016-07-10
中国品牌(2015年11期)2015-12-01
纺织服装周刊(2015年46期)2015-10-19
中国塑料(2015年7期)2015-10-14
