
一种编织袋扁丝及制备方法和编织袋
2021-01-21 10:44王仁龙整理
塑料包装 2020年6期
王仁龙 整理
一、概述
塑料扁丝生产塑编编织布的工艺就是通过圆织机把扁丝经纬交错编织成布。编织袋圆织机是将经丝架上的扁丝(经丝)从两边送入织机,经过一定的装置,通过梭子与纬丝交叉,进行编织而生产出筒状编织袋收卷成型。圆织机的经线架上有许多丝锭,依据编织布幅宽和扁丝的丝宽,使用规定范围数量的经丝,每根经丝通过牵引的方式进入圆织机编织,由经丝棕带对经丝进行纵向交叉开口。纬线梭子在交又开口中进行横向圆周运动穿过经纱编织成筒布,由于圆织机编织速度高,圆织机编织成布通常在2-2.5米/分钟左右,经纬丝在高速编织过程中极易产生静电和摩擦,同时经丝和纬丝在这种速度下与孔环、导辊、伸出臂、导丝孔、棕带、扣环等送丝配件摩擦,极易产生静电和粉尘,同时摩擦过程中还会使经丝产生毛刺或劈裂,极大损伤了经纬丝的拉力,进而影响编织布的拉力质量及袋面的平整度。
国内目前生产的圆织机,为了减少圆织机在高速编织过程中,减少静电及经纬丝的摩擦受力,在经丝从经丝架送出后,通过送经辊到长扣上整齐排列,并在长扣上面覆盖上一层吸油布,通过人工往吸油布上定时加注白油的方式,来让经丝起到润滑的效果后于纬丝进行交叉编织。通过吸油布在经丝上的覆盖达到给经丝单面上油的方式,这种解决方式对油的品质要求高,且用油量较大,需要人工定时加注白油,操作麻烦,白油添加量超出标准时,会使编织布沾染的油污太多,粉尘及杂志容易附着扁丝的表面,影响后序的复膜工艺,使复膜在袋面的粘合度下降,更易造成脱膜。白油添加量低于标准时,在经丝通过吸油布的时候,吸油布因存储油量不够无法及时渗透,导致经丝润滑不够,且纬丝在前者如何加注白油的前提下,因梭子的安装位置是无法通过吸油布的方式来起到润滑,只能单一通过经丝上残留的白油来交叉编织,所以传统使用白油的方式润滑效果只有起到单面效果,且极不稳定,费时费力,人工及白油成本高,效果差强人意。
本文介绍了一种编织袋扁丝及制备方法和编织袋,以解决现有技术中扁丝在编织过程中易产生静电及扁丝容易开裂的技术问题。
二、技术方案
本文介绍的一种编织袋扁丝,其原料以重量百分比计包括:高压聚乙烯2%-5%;聚丙烯30%-50%;再生聚丙烯40%-50%;石蜡2%-5%;母料2%-10%;增韧剂0.05%-0.2%;抗静电剂0.02%-0.1%;各原料重量百分比之和为100%。
进一步的,各原料的重量百分比为:高压聚乙烯3%-4%;聚丙烯35%-45%;再生聚丙烯42%-48%;石蜡3%-4%;母料4%-8%;增韧剂0.1%-0.15%;抗静电剂0.04%-0.08%;各原料重量百分比之和为100%。
进一步的,各原料的重量百分比为:高压聚乙烯3.5%;聚丙烯41%;再生聚丙烯46.8%;石蜡3.5%;母料5%;增韧剂0.14%;抗静电剂0.06%。
所述增韧剂为PP增韧剂。
所述抗静电剂为聚丙烯抗静电剂。
本文介绍的编织袋扁丝的制备方法步骤:
(1)制备编织袋扁丝原料:
① 按配比称取各原料;
② 将聚丙烯、再生聚丙烯、石蜡、母料、增韧剂以及抗静电剂倒入容器中,并在容器中搅拌均匀,得混合物A;
③ 将步骤②中制备的混合物A在炒料桶内进行搅拌、烘炒,烘炒温度为60℃-100℃;烘炒至混合物A中的水分含量为0.01%-0.03%;
④ 待步骤③中混合物A中的水分含量为0.01%-0.03%时,向混合物A中加入高压聚乙烯,继续进行烘炒,烘炒温度为60℃-100℃;至混合物A和高压聚乙烯混合均匀,且混合物A和高压聚乙烯的混合物的水分含量为0.01%-0.1%,即得编织袋扁丝原料;
(2)扁丝:
将步骤(1)中制备的编织袋扁丝原料应用拉丝机进行拉丝。所述步骤(2)具体为:
① 将步骤(1)中制备的编织袋扁丝原料加入扁丝机进料口,再通过料管加热塑化挤出;
所述料管的区间温度依次分为八组:1组、2组、3组、4组、5组、6组、7组、8组,八组区间温度分别对应的温度为200℃-210℃、200℃-220℃、200℃-220℃、150℃-180℃、150℃-180℃、160℃-190℃、200℃-220℃、200℃-220℃;
塑化后的编织袋扁丝原料再通过三通到达模头挤出,三通温度设定210℃-220℃,模头温度设定210℃-220℃;
② 最后通过模头挤出成型,成为熔融状的薄膜进入冷却水中冷却后,薄膜被刀片切割成胚丝;胚丝在烘板中被高倍拉伸直至形成扁丝;最后经收丝机收卷成型。
所述步骤(1)的步骤③、④中的烘炒温度均为80℃。
所述步骤(2)的步骤②中,所述烘板的温度为80℃-150℃。
本文介绍的采用上述的制备方法制备的编织袋扁丝制备的编织袋。
三、有益效果
通过本技术制备方法制备的编织袋扁丝,在经纬线无需白油润滑前提下,在编织过程中可以减少静电的产生及扁丝的开裂,降低摩擦系数,可以有效提高圆织机的编织产量,同时减少扁丝在编织过程中的拉力损耗,也可以在扁丝投料的过程中,无需投入过多比例的新料聚丙烯,变相降低扁丝的投料成本。
四、具体实施方式
在实施例1-实施例7中制备编织袋扁丝,其原料加入量(以重量百分比计)如下述表1所示。
实施例1制备方法
(1)制备编织袋扁丝原料:
① 按配比称取各原料;
② 将聚丙烯、再生聚丙烯、石蜡、母料、PP增韧剂以及聚丙烯抗静电剂倒入容器中,并在容器中搅拌均匀,得混合物A;
③ 将步骤②中制备的混合物A在炒料桶内进行搅拌、烘炒,烘炒温度为80℃;烘炒至混合物A中的水分含量为0.02%;

表1 实施例原料表
④ 待步骤③中混合物A中的水分含量为0.02%时,向混合物A中加入高压聚乙烯,继续进行烘炒,烘炒温度为80℃;至混合物A和高压聚乙烯混合均匀,且混合物A和高压聚乙烯的混合物的水分含量为0.05%,即得编织袋扁丝原料;
(2)扁丝:
将步骤(1)中制备的编织袋扁丝原料应用扁丝机进行扁丝;具体为:
① 将步骤(1)中制备的编织袋扁丝原料加入扁丝机进料口,再通过料管加热塑化挤出;
所述料管的区间温度依次分为八组:1组、2组、3组、4组、5组、6组、7组、8组,八组区间温度分别对应的温度为200℃-210℃、200℃-220℃、200℃-220℃、150℃-180℃、150℃-180℃、160℃-190℃、200℃-220℃、200℃-220℃;
塑化后的编织袋扁丝原料再通过三通到达模头挤出,三通温度设定210℃-220℃,模头温度设定210℃-220℃;
② 最后通过模头挤出成型,成为熔融状的薄膜进入冷却水中冷却后,薄膜被刀片切割成胚丝;胚丝在烘板中被高倍拉伸直至形成扁丝,所述烘板的温度为120℃;最后经收丝机收卷成型。
实施例2制备方法
(1)制备编织袋扁丝原料:
① 按配比称取各原料;
② 将聚丙烯、再生聚丙烯、石蜡、母料、PP增韧剂以及聚丙烯抗静电剂倒入容器中,并在容器中搅拌均匀,得混合物A;
③ 将步骤②中制备的混合物A在炒料桶内进行搅拌、烘炒,烘炒温度为100℃;烘炒至混合物A中的水分含量为0.01%;
④ 待步骤③中混合物A中的水分含量为0.01%时,向混合物A中加入高压聚乙烯,继续进行烘炒,烘炒温度为100℃;至混合物A和高压聚乙烯混合均匀,混合物A和高压聚乙烯的混合物的水分含量为0.1%,即得编织袋扁丝原料;
(2)扁丝:
将步骤(1)中制备的编织袋扁丝原料应用扁丝机进行扁丝;具体为:
① 将步骤(1)中制备的编织袋扁丝原料加入扁丝机进料口,再通过料管加热塑化挤出;
所述料管的区间温度依次分为八组:1组、2组、3组、4组、5组、6组、7组、8组,八组区间温度分别对应的温度为200℃-210℃、200℃-220℃、200℃-220℃、150℃-180℃、150℃-180℃、160℃-190℃、200℃-220℃、200℃-220℃;
塑化后的编织袋扁丝原料再通过三通到达模头挤出,三通温度设定210℃-220℃,模头温度设定210℃-220℃;
② 最后通过模头挤出成型,成为熔融状的薄膜进入冷却水中冷却后,薄膜被刀片切割成胚丝;胚丝在烘板中被高倍拉伸直至形成扁丝,所述烘板的温度为80℃;最后经收丝机收卷成型。
实施例3制备方法
(1)制备编织袋扁丝原料:
① 按配比称取各原料;
② 将聚丙烯、再生聚丙烯、石蜡、母料、PP增韧剂以及聚丙烯抗静电剂倒入容器中,并在容器中搅拌均匀,得混合物A;
③ 将步骤②中制备的混合物A在炒料桶内进行搅拌、烘炒,烘炒温度为60℃-100℃;烘炒至混合物A中的水分含量为0.03%;
④ 待步骤③中混合物A中的水分含量为0.03%时,向混合物A中加入高压聚乙烯,继续进行烘炒,烘炒温度为60℃;至混合物A和高压聚乙烯混合均匀,且混合物A和高压聚乙烯的混合物的水分含量为0.01%,即得编织袋扁丝原料;
(2)扁丝:
将步骤(1)中制备的编织袋扁丝原料应用扁丝机进行扁丝;具体为:
① 将步骤(1)中制备的编织袋扁丝原料加入扁丝机进料口,再通过料管加热塑化挤出;
所述料管的区间温度依次分为八组:1组、2组、3组、4组、5组、6组、7组、8组,八组区间温度分别对应的温度为200℃-210℃、200℃-220℃、200℃-220℃、150℃-180℃、150℃-180℃、160℃-190℃、200℃-220℃、200℃-220℃;
塑化后的编织袋扁丝原料再通过三通到达模头挤出,三通温度设定210℃-220℃,模头温度设定210℃-220℃;
② 最后通过模头挤出成型,成为熔融状的薄膜进入冷却水中冷却后,薄膜被刀片切割成胚丝;胚丝在烘板中被高倍拉伸直至形成扁丝,所述烘板的温度为150℃;最后经收丝机收卷成型。
实施例4-7制备方法
同实施例1。
实施例8制备编织袋
(1)分别将上述实施例1-实施例7中制备的编织袋扁丝加入涂膜机进料口,再通过料管加热塑化挤出,料管的区间温度依次分为四组:1组、2组、3组、4组,分别对应的温度为:150℃
-160℃,170℃-180℃,180℃-200℃,190℃-210℃;塑化后的编织袋扁丝再通过三通到达模头挤出,上三通温度设定为210℃-220℃,下三通温度设定为200℃-210℃;模头温度设定分为左、中、右三个区间,分别为205℃-215℃,210℃-220℃,
205℃-215℃;
(2)通过前模头、后模头挤出分别涂覆在编织袋基布的正面、背面,然后将编织袋基布收卷成型即可;上述实施例1-实施例7中制备的编织袋涂料对应制备的编织袋为编织袋1、编织袋2、编织袋3、编织袋4、编织袋5、编织袋6、编织袋7。
实验例
对比例1和对比例2中采用传统拉丝配料(新料聚丙烯+再生聚丙烯+聚乙烯+母料)进行编织袋的制备,制备工艺同实施例6。
将上述实施例6中制备的编织袋1、编织袋2、编织袋3、编织袋4、编织袋5同对比例1-2进行数据对比检测:
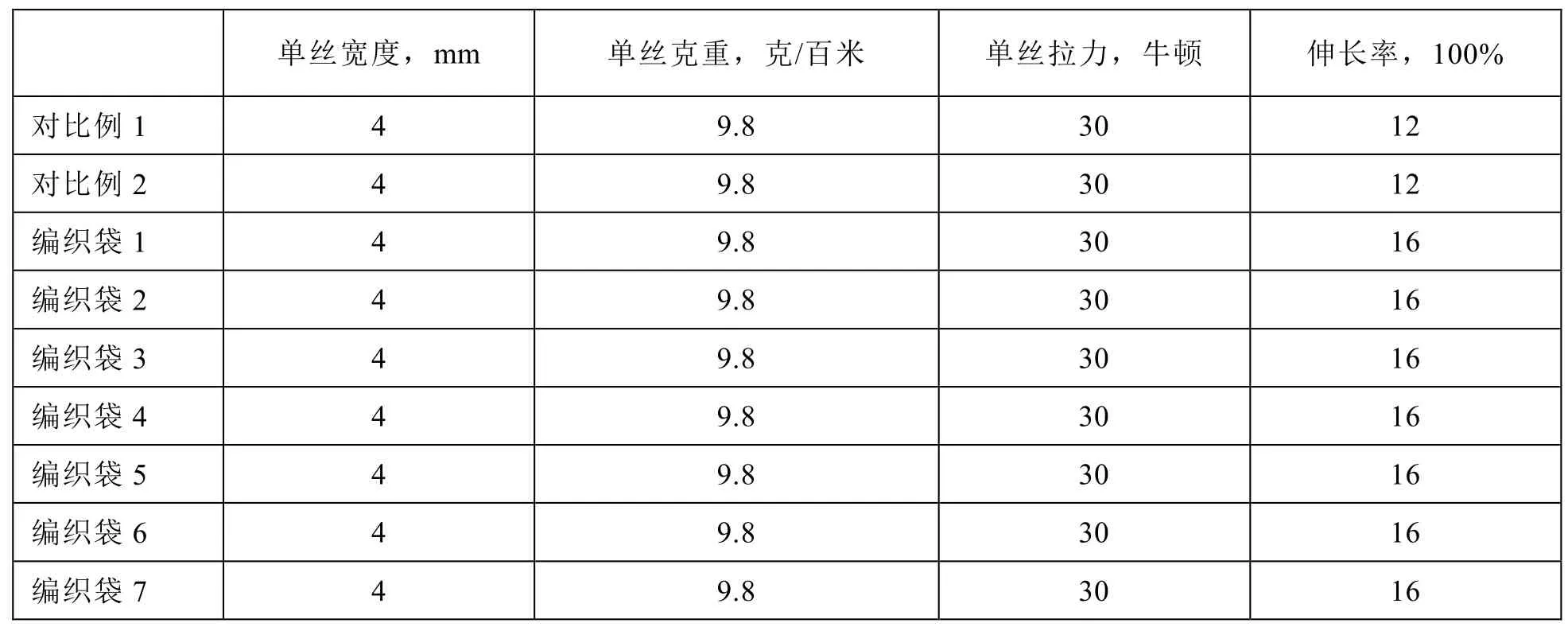
表2 单丝拉力及伸长率对比测试
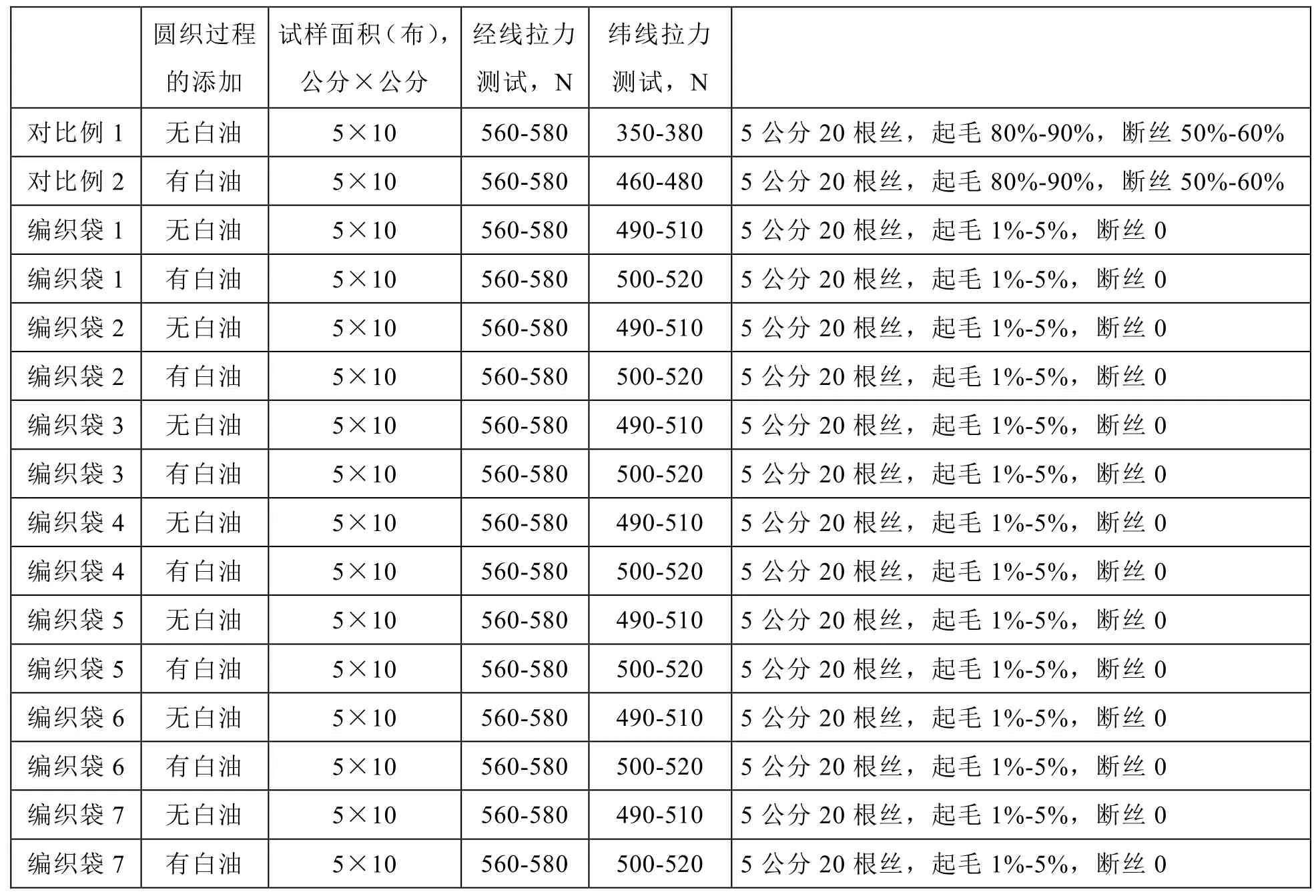
表3 布面拉力对比测试
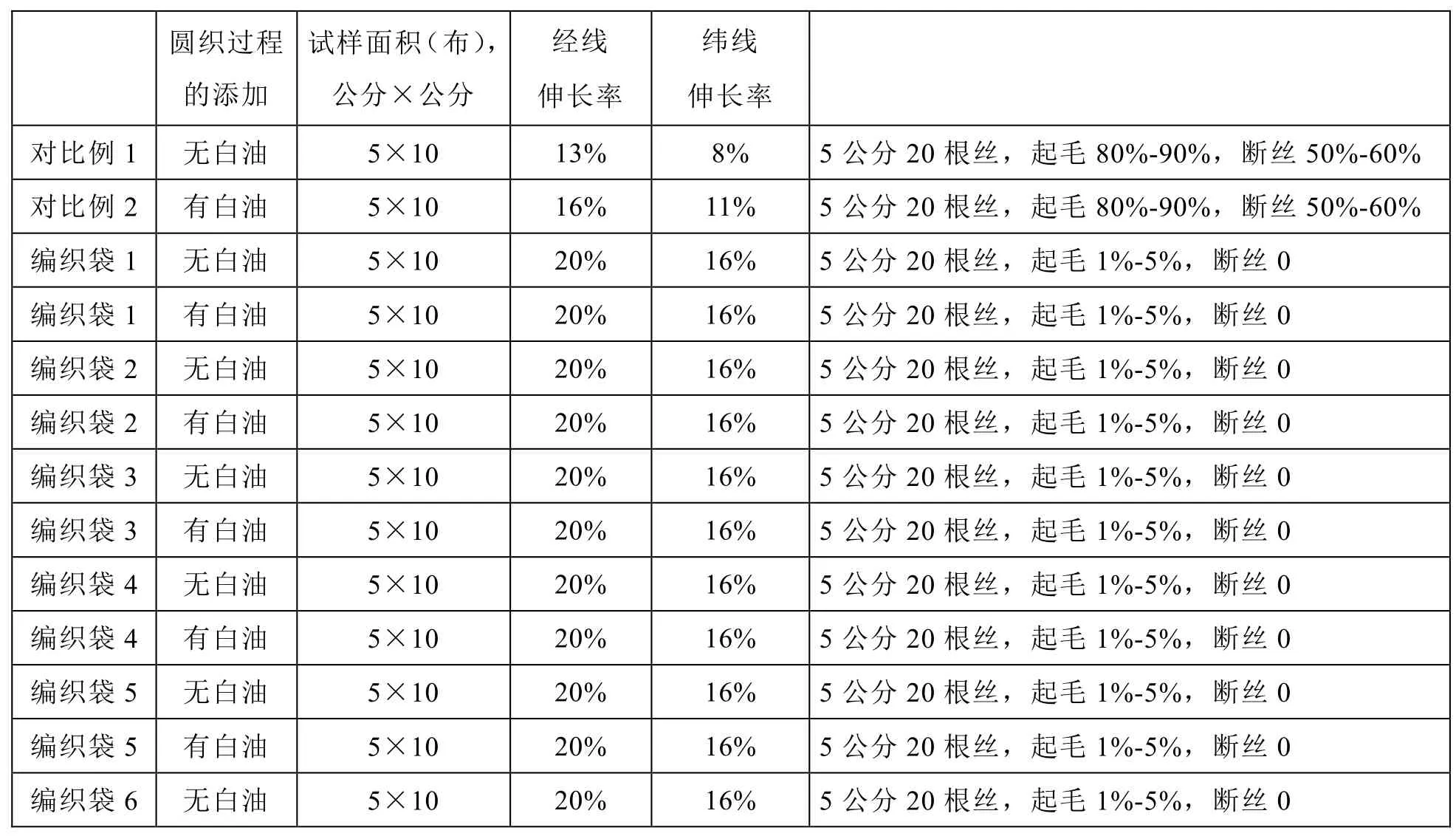
表4 布面伸长率对比测试

表4 布面伸长率对比测试(续)

表5 水泥包装后跌落摔包脱膜对比测试
1. 单丝拉力及伸长率对比测试检测结果如表2所示。
2. 布面拉力对比测试检测结果如表3所示。
3. 布面伸长率对比测试检测结果如表4所示。
4. 水泥包装后跌落摔包脱膜对比测试,水泥包装袋的跌落试验是用过水泥包装袋摔包机,摔包高度设定在1.5米,每组摔包10次,看脱膜情况,检测结果如下表5所示。
本技术专利信息:
申请号:CN202010285825.8
申请日:20200413
公开(公告)号:CN111363242A
公开(公告)日:20200703
IPC分类号:C08L23/12;C08L23/06;C08L91/06;D01F8/06;D01F1/09;D01F1/10;D01D5/42;B65D30/02
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10
承德医学院学报(2022年2期)2022-05-23
橡塑技术与装备(2022年3期)2022-03-17
塑料包装(2019年6期)2020-01-15
塑料包装(2019年5期)2019-11-27
塑料包装(2019年4期)2019-09-19
中国塑料(2016年10期)2016-06-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
中国塑料(2015年1期)2015-10-14
