网状表面织构对水润滑轴承摩擦磨损性能的影响*
2021-01-20 11:16郭智威吴祖旻袁成清
润滑与密封 2021年1期
何 阳 郭智威 吴祖旻 袁成清
(1.武汉理工大学能源与动力工程学院 湖北武汉 430063; 2.国家水运安全工程技术研究中心,可靠性工程研究所 湖北武汉 430063)
水润滑轴承可以减少环境污染并且降低成本,具有极好的前景,近年来水润滑轴承也有了越来越广泛的应用[1]。然而水作为一种润滑介质,其黏度较低,这使得稳定的润滑液膜难以形成且承压能力较弱,所以对水润滑轴承的亲水性及自润滑性能提出了较高要求[2]。
为了改善水润滑轴承润滑条件,诸多学者通过模拟和试验的对比分析优选出了具有优异水润滑性能的轴承材料[3],同时也有许多研究人员通过在轴承表面添加适当的表面纹理来进一步改善水润滑轴承的性能。
早在19世纪OSBORNE REYNOLDS就详细地用理论证明了摩擦表面上水力压力的存在,这种水力压力能够分离摩擦表面,以达到减摩抗磨的效果[4]。在20世纪,HAMILTON等已经验证了表面微凸体可以改善摩擦面的润滑条件[5]。自此表面纹理的相关研究便受到了许多研究人员的重视。2006年,RYK和ETISON[6]发现表面纹理可以在汽缸活塞环摩擦副中有效降低摩擦因数。2016年GHERCA等[7]提出了一种表面织构推力轴承的有限元模型,计算表明在一定条件下将纹理布置在推力轴承上可以改善其流体力学性能和摩擦性能。随后,PEI等[8]用有限元的方法研究了9种表面纹理对浮动环轴承润滑性能的影响,结果表明表面织构会显著影响轴承的润滑性能,同时凹状织构更适合工程应用。但目前对于何种凹状织构具有最优的性能还没有明确的结论。
凹状网状织构产生的沟槽能够作为润滑剂的储蓄池,亦能收存磨损过程中产生的磨屑,避免其磨损主轴[9-11];同时网状纹理还能促进水进入摩擦表面,可以促进润滑水膜的形成。相对于竖列沟槽,网纹织构具有更好的流通性,其中的液体不容易堵塞,能更好地促进润滑水膜的形成。但是表面纹理势必会降低轴承与主轴之间的有效摩擦面积,在相同的受力条件下,会导致比压增大。因此,为了开展水润滑轴承表面网纹几何参数的优化设计,本文作者通过仿真计算不同网纹密度和深度下轴承的水压变化趋势,得到能产生最大水膜承载力的网纹深度和密度的范围。在模拟分析的基础上,利用3D打印制作试样并通过试验分析网纹织构各参数对水润滑轴承性能的影响,为水润滑轴承表面网纹结构的优化设计及工程应用提供依据。
1 仿真过程及结果
1.1 仿真过程
如图1所示,为了对不同网纹织构水润滑轴承的润滑条件进行比较分析,根据使用的试验设备对轴承和润滑流场模型进行简化,上部为锡青铜盘,下部为简化的网纹织构轴承,外部包围流域,中间间隔为10 μm厚的水膜。为控制变量,网纹沟槽的宽度设定为1 mm,建立深度分别为1、1.25、1.5、1.75、2 mm,网纹间隔分别为10、7.5、5 mm的网纹织构试样模型。为便于描述,将模型名称简化为Sn1Dn2(n1为网纹间隔,n2为网纹深度),其中网纹深度为1 mm的各模型如图2(a)、(c)所示。

图1 仿真模型示意Fig 1 Simulation model

图2 深度为1 mm的各网纹试样模型Fig 2 Mesh textured sample models with the depth of 1 mm (a)S10D1;(b)S7.5D1;(c)S5D1
仿真使用Workbench和Fluent在System coupling中进行固液耦合[12]。由于要使用dynamic mesh,所以对润滑流域采用四面体网格划分[13],同时尽量减少网格数量并对水膜两边的表面加密,对与固体交界的区域分别命名,网格数量平均17万,如图3(a)所示。通过切块对固体划分六面体网格,网格数量平均为12 000,如图3(b)、(c)所示。

图3 S5D1的网纹试样模型网格划分示意Fig 3 The mesh textured sample model with a spacing of 5 mm and a depth of 1 mm (a)external area;(b)whole model of solid; (c) mesh textured model
在Workebench中首先设置锡青铜盘和网纹试样(PLA)的材料属性以对应后续的试验条件,然后设置边界条件如下:(a)锡青铜盘上表面受0.5 MPa载荷;(b)固定网纹试样的下表面;(c)在Connection中添加锡青铜盘旋转的Joint并设置绕z轴50 r/min的顺时针旋转;(d)设置与液体交界面为Fluid solid interface。
在Fluent中设置瞬态分析,采用RNG k-epsilon模型[14-15],流体域使用Water-Liquid。对固液交界面分别建立system coupling的动网格,对流域的外表面设置Stationary。因为主要是旋转运动,所以动网格方式采用Smoothing和Remeshing,Remeshing使用Local cell的重构方式。
最后在Workebench和Fluent中设置相同的时间步长和步数,导入到系统耦合模块中添加Date Transfer进行耦合运算。重复进行上述的过程,从而得到各组模型的仿真结果。
1.2 仿真结果
因为各组仿真的表面水压最大点和流速图大致相同,所以仅给出了S5D1网纹试样表面的水压和流速图,如图4所示。从图4(a)中可以看出,水压在网纹沟槽出口处达到最大值,在沟槽底部水压达到最小值,摩擦表面的水膜承压能力也相对较高,这说明网纹织构能够增大摩擦表面间的水力压力,促进水膜形成。图4(b)中流速大小呈轴对称分布,符合物理实际,沟槽内的流速低于表面流速,证实沟槽在对摩过程中可以储存润滑液从而提高润滑性能。

图4 流速与水压云图Fig 4 The contour flow rate and water pressure (a)surface water pressure details;(b)surface flow rate
图5显示的是各网纹试样在给定的边界条件下水膜内最大正压力的变化趋势。在相同深度下,网纹越密集水压越大;对于同样的网纹密集程度,水压基本随着网纹深度的增加先增大后减小。水膜内正压力越大,水膜的承载能力越大,所以在给定条件下,网纹对水膜的促进作用随着深度的增加先增大后减小,同时随密集程度的增加而增加。由于表面纹理本身会导致表面摩擦副有效接触面积变小而影响轴承的力学性能,摩擦因数的变化仍无法确定,须通过试验进一步探究网纹织构对水润滑轴承摩擦磨损性能的影响。
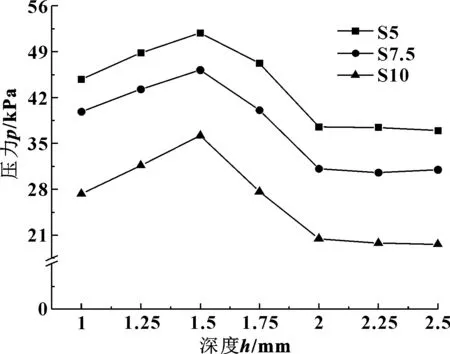
图5 各网纹试样最大水压变化趋势Fig 5 The variation trend of maximum water pressure of different mesh textured samples
2 试验设计
2.1 试验设备
在仿真的基础上,使用CBZ-1试验机进行摩擦试验。如图6所示,该试验机由主机旋转系统和控制与采集系统构成。试验过程中,试件固定在装满蒸馏水的底座上,锡青铜盘固定在试验机的旋转主轴上,通过主轴的旋转和下压实现表面对摩试验。利用扭矩传感器、压力传感器和转速传感器实时采集数据,输入到计算机利用LabVIEW系统通过以下公式计算并记录每秒的摩擦因数:
(1)
式中:μ为摩擦因数;T为扭矩;F为摩擦力;r为材料旋转半径。

图6 CBZ-1摩擦磨损试验机Fig 6 The CBZ-1 friction and wear tester
对摩试验结束后,使用LI型激光干涉式表面轮廓仪(华中科技大学生产)对材料的摩擦表面进行观测,并分析网纹织构水润滑轴承的磨损机制。测量试验前后对摩件的质量并计算磨损质量,研究不同条件下轴的磨损量。
2.2 试验材料及方案设计
对摩件选用常见的舰船尾轴轴套材料锡青铜,轴承材料选用PLA(聚乳酸)。PLA材料是一种新型的环保材料,具有较高的热稳定性和硬度,目前已经能够规模化量产。锡青铜及PLA材料的力学性能参数如表1所示。
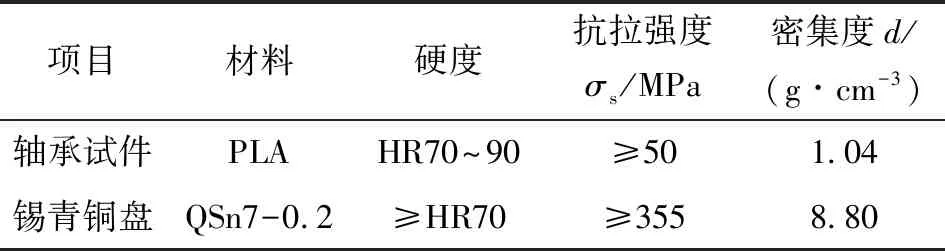
表1 锡青铜盘与PLA材料力学性能
依据仿真计算选取了结果较好或具有代表性的网纹参数,并使用3D打印方式制作了试件,包括尺寸为S5D1、S5D1.5、S10D1.5以及无网纹试样。将4种试样分别在50 r/min和250 r/min的条件下进行一共8组试验。50 r/min是试验机的最低转速,250 r/min是船舶轴承的常见转速。每组试验共计运行2 h,使用蒸馏水作为润滑介质,试验载荷为0.5 MPa。图7所示为250 r/min高速条件下摩擦磨损试验后的S5D1网纹试样与其对磨铜盘,从宏观上可以看出铜盘的磨损更为显著,S5D1试样表面也有比较明显的磨痕。

图7 高速试验后S5D1试样与其对磨铜盘Fig 7 S5D1 sample and its counter-grinding copper disc after high-speed test
3 试验结果与分析
3.1 摩擦因数分析
图8显示了不同密度与深度的网纹织构试样分别在50 r/min和250 r/min的条件下进行2 h对摩试验的平均摩擦因数。除S5D1.5试样外各试样在高转速条件下的摩擦因数均低于低转速条件下的摩擦因数,这是因为在低转速条件下难以形成稳定的润滑水膜,摩擦副间的润滑条件较差[16]。高转速条件会使网纹处水膜正压力上升将两接触面分开,从而降低摩擦因数。
从图8中可以看出,在50 r/min条件下,S5D1.5网纹试样的摩擦因数最低,说明合适的网纹织构可以有效降低摩擦因数;在低转速条件下摩擦因数随着网纹的密集程度以及深度的增加而减小,这与仿真结果相同,说明过于疏或浅的网纹织构试件在低速条件下,水膜内的压力无法完全分离摩擦副,摩擦副间的润滑状态较差。同时,由于表面网纹织构的沟槽进出口容易磨损产生磨屑,所以S5D1试样和S10D1.5试样在50 r/min下摩擦因数还大于无网纹试样。而在250 r/min下,S5D1试样的摩擦因数大幅降低至低于无网纹试样,说明转速的提高对网纹试样润滑水膜的形成起到了更大的促进作用,从而极大地降低了网纹试样的摩擦因数。而S10D1.5试样在高转速条件下仍难以形成稳定的水膜,因而摩擦因数高于无网纹试样。
结合试验和仿真结果,在50 r/min下,间距5 mm、深1.5 mm左右的网纹织构可以最大化地降低摩擦因数;在250 r/min下,S5D1试样的摩擦因数最低,S5D1.5试样的摩擦因数与S5D1试样相比略有上升。这是因为S5D1.5在低转速条件下由于网纹的影响已经形成了良好的润滑条件,再增加转速网纹产生的增益效果很小;同时高转速条件下应力更集中,沟槽的入口和出口处更容易产生磨屑,导致S5D1.5试样在高转速条件下摩擦因数上升。

图8 50 r/min和250 r/min下各试样的平均摩擦因数Fig 8 Average friction coefficient of each sample at 50 r/min and 250 r/min
3.2 表面形貌及磨损机制分析
表2给出了50 r/min和250 r/min转速下用激光干涉表面轮廓仪测量得到的各试样表面磨损形貌图,图9显示了统计的50 r/min和250 r/min条件下各试样摩擦磨损试验结束后的Sq、Sz值,Sq是区域内各点轮廓偏距的均方根值,Sz为表面十点峰-谷高度的平均值,Sq、Sz可以反映试样表面的粗糙程度。从表2中各试样的表面形貌图可以明显地看出,2种转速下无网纹试样和S10D1.5试样的微凸和凹槽最为明显,犁沟现象突出,其磨损机制很可能是磨粒磨损;在50 r/min条件下S5D1试样表面也有较为明显的犁沟,说明低转速下该试样也未能形成稳定的润滑水膜,而这种现象在250 r/min的条件下有所改善,这与摩擦因数分析得到的结果一致。在2种转速下,S5D1.5试样表面都无明显的犁沟,磨损比较均匀,这是因为深密的网纹在2种情况下都形成了稳定的水膜,从而改善了磨损后的表面形貌。

表2 摩擦试验后各试样表面形貌
如图9所示,在2种工况下S5D1.5试样都比其他试样表面光滑,说明当网纹深度和密度合适时,网纹织构可以有效改善轴承的润滑条件,从而改善摩擦试验后试样的表面形貌。S10D1.5网纹试样表面比S5D1.5试样更粗糙,这验证了在一定范围内,随网纹密集度的增加,其对润滑水膜形成的促进作用增加。另外,在2种转速条件下S5D1网纹试样表面都比S5D1.5网纹试样粗糙,同样验证了网纹深度的增加对润滑水膜的形成有促进作用。但S5D1网纹试样和S5D1.5网纹试样的粗糙度差距在250 r/min条件下极大地降低了,这是因为网纹过浅时,在低转速条件下难以形成稳定的润滑水膜,而在高转速条件下也可以形成较好的润滑水膜。

图9 50 r/min和250 r/min下各试样的Sq、Sz值Fig 9 Sq and Sz values of each sample at 50 r/min and 250 r/min
3.3 磨损量分析
图10显示了各组试验的锡青铜盘分别在50 r/min和250 r/min的转速下的磨损量。可见,与S5D1.5试样对摩的铜盘在2种转速下的磨损量都是最小的,这是因为S5D1.5试样在2种转速下形成的水膜都最稳定,这也进一步验证了形貌分析得出的结果。50 r/min转速下S5D1和S10D1.5试样表面都难以形成稳定的润滑水膜,与两者对摩的铜盘的磨损量都大于与无网纹试样对摩的铜盘。250 r/min转速下S10D1.5试样表面仍难以形成稳定的润滑水膜,所以与之对摩的铜盘的磨损量最大;S5D1试样表面形成了较稳定的润滑水膜,但水膜承载能力不如S5D1.5试样,所以这组试验中铜盘磨损量仅稍高于S5D1.5试验组。

图10 50 r/min和250 r/min下各试样的磨损量Fig 10 Wear mass losses of the samples at 50 r/min and 250 r/min
4 结论
(1)仿真结果表明,在忽略空蚀的条件下,相同的转速和载荷下水膜承载能力基本随着网纹深度的增加先增大后减小。
(2)试验结果表明,合适的网状纹理表面织构能够有效改善水润滑轴承的润滑条件,进而提升轴承摩擦磨损性能。在文中试验条件下间隔为5 mm、深度在1.5 mm左右的网纹织构为最优的处理方式。
(3)试验结果表明,网纹织构促进稳定的水膜形成的同时也由于应力集中等原因会产生负面影响,过深或过浅的网纹都会导致摩擦因数的增大。
猜你喜欢
食品研究与开发(2022年16期)2022-08-24
宝钢技术(2022年3期)2022-07-12
少儿科技(2022年4期)2022-04-14
今日农业(2020年14期)2020-08-14
上海金属(2019年2期)2019-04-08
北京航空航天大学学报(2017年12期)2017-04-23
西安交通大学学报(2016年11期)2016-12-23
船海工程(2015年4期)2016-01-05
振动、测试与诊断(2014年5期)2014-03-01
中国有色金属学报(2010年10期)2010-11-24