电解槽筑炉的施工及应用要点分析
2021-01-13 02:23梅怀军
中国新技术新产品 2020年22期
梅怀军
(国家电投集团宁夏能源铝业科技工程有限公司,宁夏 青铜峡 751603)
1 电解槽内衬主要结构形式及内衬砌筑工艺
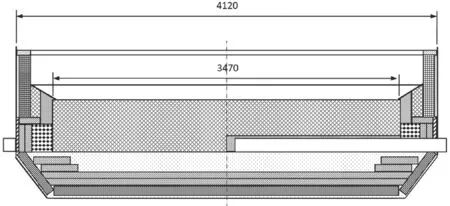
图1 槽内衬横向剖面图
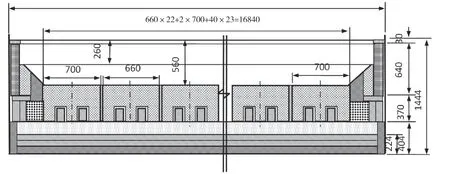
图2 槽内衬纵向剖面图
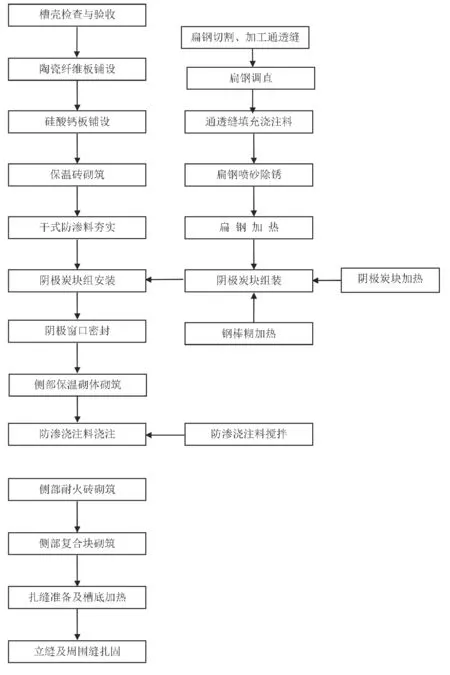
图3 内衬砌筑工艺流程图
电解槽槽壳采用摇篮式,呈船形,内衬结构由槽底板向上依次为:陶瓷纤维板、硅酸钙板绝热层、二层保温砖干砌层(氧化铝粉灌缝)。沿长侧面加砌二层保温砖,保温砖上面为干式防渗料捣打层,防渗料上安装阴极碳块组;在干式防渗料上紧靠槽壳四周紧贴陶瓷纤维板和立砌隔热耐火砖二层并错缝砌筑;隔热耐火砖与阴极碳块组之间浇注防渗浇注料,槽壳长侧防渗浇注料中相邻炭块组钢棒之间砌筑隔热砖砖墩);在防渗浇注料上沿槽壳四周砌筑一层黏土质耐火砖;在耐火砖上砌筑侧部复合块;阴极立缝及周围缝分别用立缝糊和周围糊扎固,侧部块顶部与槽沿板间隙用碳化硅捣打料填充[1]。槽内衬横、纵剖面图如图1~图3 所示。1)槽壳验收与放线。砌筑前,先检查槽壳的制作、安装情况,经相关方检查合格后,测绘出槽子的纵、横中心线并画在槽壳侧部。根据槽底板的平整度,确定槽底的基准点,并以此点作为水准仪各层砌砖的基准线,按图纸要求找出阴极钢棒与窗口安装的中心线,确保阴极钢棒位于槽壳窗口中心(如图4 所示)。2)陶瓷纤维板从槽壳一端开始向另一端干砌铺设,接缝相互错开,缝隙不平处填充氧化铝粉。3)硅酸钙在陶瓷纤维板上干砌铺设,接缝相互错开,不铺成通缝,砌筑时根据槽底变形情况可局部加工绝热板,但是加工厚度不能大于10 mm。4)两层保温砖在绝热板上作业,应从横轴中心往两端铺,错缝干砌,并用氧化铝粉灌缝,一边砌一边用靠尺检查平整度,板、砖与槽四周的空隙用干式防渗料或耐火颗粒填满并夯实。5)干式防渗料是一种推广应用的新型耐火保温材料,国内外广泛使用。施工的重点和难点是干式防渗料施工的压缩比、平整度和压实厚度。按设计厚度事先计算好压缩比,专用模板安装到位,夯实到设计高度。6)阴极钢棒除锈采用石英砂喷砂枪砂洗。钢棒、炭块的加热温度可根据施工及气候条件适当调整。组装时,要求4 名操作者分别从钢棒的一端向另一端进行捣固。锤头每次行走10 mm,往返次数不少于2 趟4 遍,糊料压缩比不低于材料要求。捣固最上层时要用特制的导轨保护碳块并增加铺糊量和捣锤往返次数,打平后取掉导向架,刮掉多余糊料,用手锤压光。7)安装阴极炭块组前,先清扫槽底,根据槽壳的纵、横中心线,画出阴极炭块组中央垂直缝的宽度线和阴极炭块组周边轮廓线。炭块组安装合格后,在上面铺一层彩条布予以保护和防止灰尘。最后,自中央向两端检查,调整炭块组的位置,然后进行阴极窗口的密封(如图5 所示)。8)用窗口挡板和水玻璃腻子密封,窗口挡板在炭块安装前挂在钢棒端头,炭块安装时随之装入,按设计配合比配好腻子后捏成条,密封于钢棒和窗口板四周接缝处,并用木棒或耐火砖固定。9)防渗浇注料的施工和养护按材料厂家使用说明书进行,耐火浇注料时要精心操作,以确保浇注料内部均匀、密实、强度高、整体性好;施工过程中关键是要严格控制好搅拌用水量及做好浇注料的养护。10)由于异型侧角块的体积较大,重量大、接缝的面积较大,砌筑精度高,为保证侧部块砖缝符合要求,砌筑时先对侧部碳块的质量进行检查,复核浇注料表面标高和表面平整度,侧部块之间打满黏接剂,砌筑时相互挤压以充满黏接剂,保证立缝和卧缝泥浆须饱满。11)阴极底部粗缝糊捣打包括阴极炭块组间垂直缝和阴极周围缝隙的扎固2 个部分。施工时先捣打炭块间垂直缝,后捣打周围缝,周围缝又分为2 段先后进行。立缝盖帽与阴极炭块齐平,防止生产使用中脱落黏连。
2 电解槽内衬工程特点及保证工程质量的技术组织措施
常见质量通病在施工中量大、面广、危害极大,是影响整个单位工程质量的一大难题。防治和消除质量通病必须贯穿于施工生产的全过程。从施工人员的技术水平到各种机具的保养维修,从把握施工技术关键到施工程序的每一环节,从原材料控制到最终的工程评定等一切活动,都必须在质保控制体系下进行,有效地防止质量通病和质量事故[2]。例如,在扎固时常见质量通病防治措施见表1。
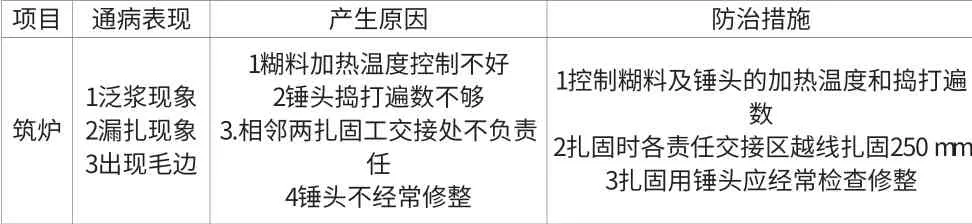
表1 常见质量通病及防治措施
特别是近几年新技术材料新工艺层出不穷,像冷捣糊代替热捣糊、复合块局部替换人造伸腿,单钢棒变为双钢棒等。更需要工程技术人员与时俱进,紧盯市场紧盯现场,不断学习新事物不断创新,才能跟上发展的节奏,确保电解槽筑炉工艺的进步。
为了保证施工质量,应该采取以下6 点技术和措施:1)开工前组织技术人员编写各工序施工作业指导书,并向操作人员进行详细的施工技术交底。严格按施工图、设计文件及施工规范、质量评定标准进行施工、检查。2)对原材料的质量进行严格把关,所用筑炉材料必须具有符合设计技术条件的合格证,并按规定进行抽样复检后方可使用。3)针对工程特点,事先确定施工难点、质量控制重点,编制质量预控措施;事中严格执行控制措施,对难点、重点采取重点监控。4)确保质量体系正常运转,严格控制、监督施工,坚决贯彻一把手为施工主体、分级管理、谁施工谁负责的质量控制原则,把好质量关,并且积极采取改进措施,以实现有效的质量改进。5)加强技术管理,做好施工前的技术准备工作,对施工图进行认真细致的审查,把疑点、不足解决在施工前;重要分部分项工程必须有详尽的施工方案,并进行班组交底;对特殊工程先做样板,经鉴定验收后方可进行施工。6)抓工序质量控制,严格实行“三检制”和“专检制”。上道工序不合格不进入下道工序施工,认真填报施工检查记录,杜绝不合格工序。
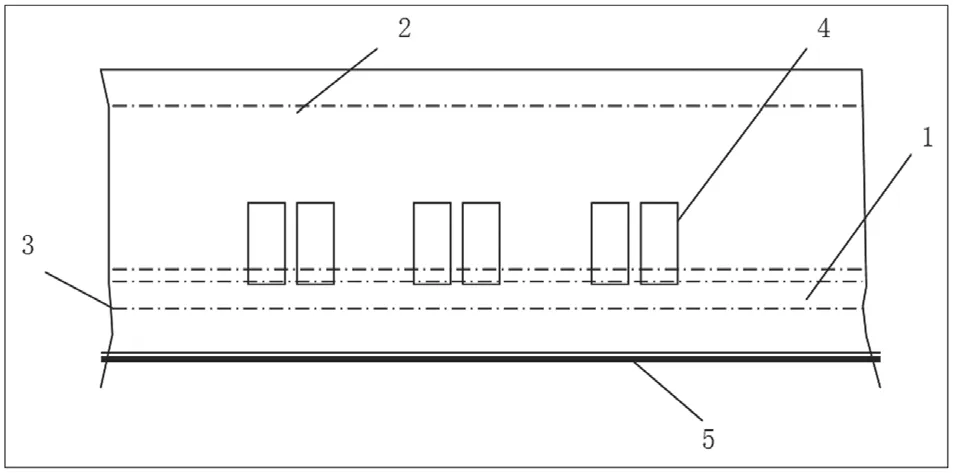
图4 砌筑槽体画线
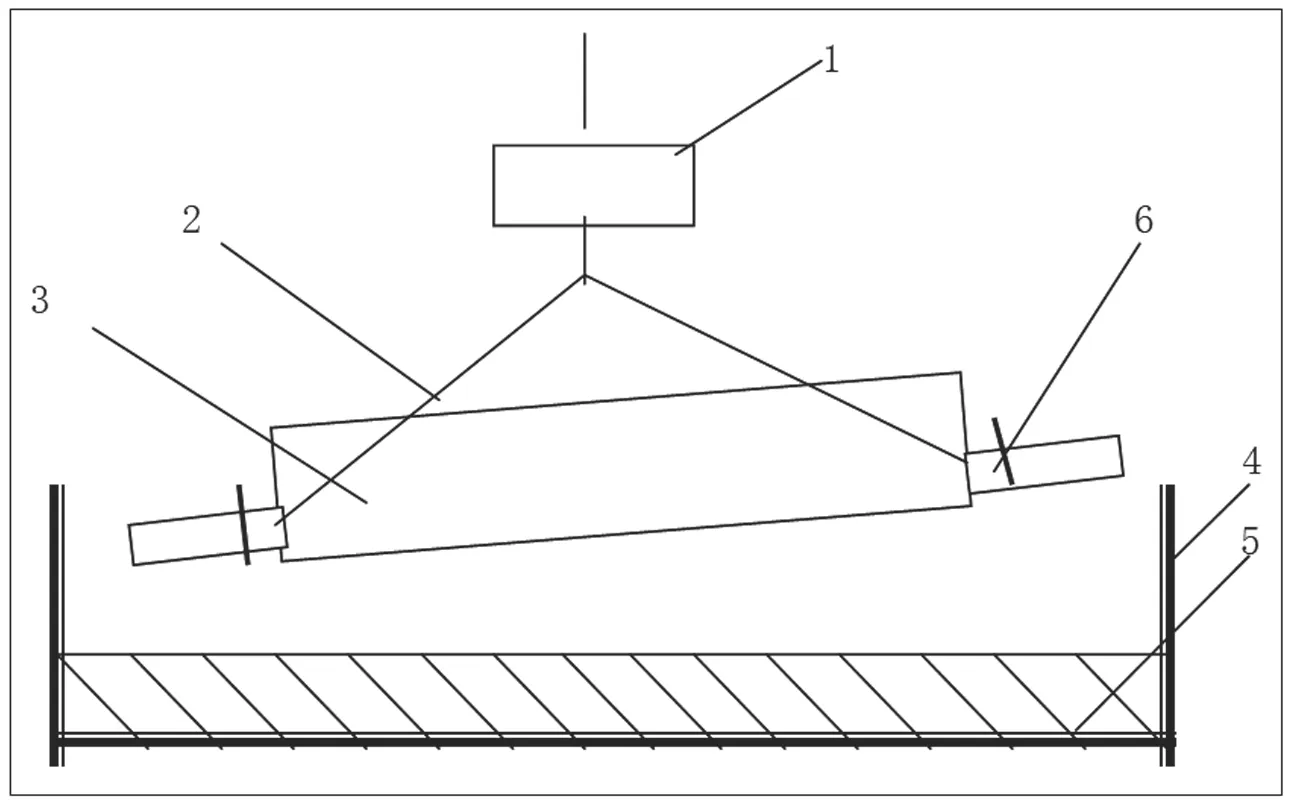
图5 炭块组安装示意图
3 电解槽生产焙烧启动及生产管理
刚投入生产的槽子,需要车间及熟练的电解工精心护理。根据多年施工和大修电解槽的经验,该文就预防铝电解槽早期破损、侧部渗漏及渗漏发生、局部小修之后二次启动谈3 点启发。1)电解槽焙烧的目的在于通过一定时间的缓慢加热,使电解槽内衬得以烘干,阴、阳极温度接近或达到电解槽正常生产温度,阴极炭块间和槽周边的扎糊进行烧结焦化。焙烧时间不够或者升温过快,都会使电解槽无法正常启动。焙烧的同时加热阴极,将阴极底块与周围糊和立缝糊烧结成一个整体槽。在焙烧期间,槽温应当稳步、均匀地上升。否则阴极底块与周围糊还没有完全烧结焦化,炭素材料强度及抗渗性都会降低,势必会造成电解质渗漏。电解质在高温情况会侵蚀耐火材料,但是不会侵蚀阴极钢棒,不影响电解槽的电流的通过。因此对于渗漏电解质,及时采取必要措施和实施应急预案,可以避免因渗漏电解质而停槽大修。2)电解槽焙烧后灌电解质,槽内阴极表面温度和液态电解质温度应基本相当,否则,势必会造成升温过快,糊料和炭块烧结焦化不好,炭素材料中的油份(焦油等)和浇注料中水份不是慢慢蒸发掉,而是在极短时间内通过槽子某一处急速外流,最后通过窗口散发出去。阴极窗口冒火焰也可能属于此类问题,轻则使电解槽寿命缩短,重则电解槽启动渗槽。应严格按焙烧启动方案进行,对炉膛焙烧温度、阳极电流、槽侧板、阴极钢棒温度实施监控,发现个别阴极钢棒和槽侧温度偏高、发红时及时采取吹风冷却处理。3)电解槽焙烧启动期间发生电解质渗漏时,经过采取有效措施及时处理和重点监控,只要堵住均可安全转入正常生产。同时也有个别电解槽渗漏电解质发现不及时或其他原因,采取措施仍不能封堵住的现象,可以考虑停电,同时做好二次启动的准备。只要二次焙烧启动方法、措施得当,后期加强维护,这种槽仍然可以达到正常寿命[3]。一般来说,由于渗漏电解质而停止工作的电解槽,不考虑内衬大修,只进行局部修理就完全可以二次焙烧启动。
4 结语
施工是将设计变为现实的过程,在此过程中需要耗用大量的材料,采取必要的措施、手段来完成。因此只有设计优秀、材料合格、施工严格按标准和规程操作、措施得当、监控有效才能实现产品优良。电解槽由于生产环境的特殊性、隐蔽性,在材料采购、施工、焙烧启动和生产等方面应重点控制过程,层层把关,杜绝隐患,夯实基础工作,延长电解槽使用寿命。
猜你喜欢
有色金属设计(2023年4期)2024-01-11
陶瓷学报(2021年2期)2021-07-21
时代英语·高一(2019年5期)2019-09-03
山东冶金(2019年3期)2019-02-17
中国有色金属(2018年14期)2018-08-03
上海铁道增刊(2017年3期)2018-01-22
时代英语·高一(2017年4期)2017-08-09
石油化工建设(2016年6期)2016-02-27
石油化工应用(2014年7期)2014-03-11
有色金属设计(2012年2期)2012-09-25