刀具对切削加工的影响
2021-01-10 10:41魏新蕊何金燕于佳航
科学与生活 2021年26期
魏新蕊 何金燕 于佳航
摘要:机械加工涉及行业众多,发展迅速,机械加工的发展趋势是高效率、高精度、高柔性和绿色化,切削加工的发展方向是高速切削加工,在发达国家,它正成为切削加工的主流。高速切削加工对刀具提出了更高的要求。本文就立铣刀螺旋刃角度大小对切削性能的影响展开研究论述。分别从立铣刀螺旋角度对切削力、排屑效果的影响这三方面进行研究论述。
关键词:刀具;数控铣床;加工中心
引言:
数控机床的刀具是2019年以来国家发改委重点关注对象,重点指出了国内刀具行业的萧条,对于刀具的生产给予了大力支持。在制造业的发展中,刀具成了高端制造中的不可或缺的一部分。刀具既是金属加工的基础工具,又是金属切削机床的必备工具。质量高的刀具不仅能加工出高质量的工件,也能有效提高机床的生产效率。
立铣刀是金属切削加工的重要工具,螺旋刃角度参数、刀型结构、刀具材质等因素的不同都会影响金属切削效果。本文就立铣刀的刀型结构、材质及刀具对切削用量的影响等基本知识进行简单介绍,并对切削刃螺旋角度参数对切削力、排屑效果等方面的影响进行详解阐述。
一、刀具基本知识简单介绍
1、立铣刀刀型结构
立铣刀按切削刃可分为2刃立铣刀、3刃立铣刀、四刃立铣刀等。根据加工的方式及加工的工艺来选择不同刃数的刀具。2刃立铣刀其刃数少,容屑槽大,排屑效果好,排屑流畅,所以2刃立铣刀一般用于开槽铣削。其缺点是刀具横截面小,刀体的刚性较低,在切削材质较硬工件时容易变形断裂。3刃、4刃等铣刀又叫多刃铣刀,多刃铣刀横截面积增大,刀体刚性增强,每刃切削量变小,所以切削稳定,精密度高。所以铣削侧面时多选用四刃立铣刀。其缺点是排屑性能差。
2、刀具材质
铣刀的常用材料有高速工具钢、硬质合金等。
高速工具钢:具有高硬度,高速工具钢中合金元素钨、铬、钼、钒的含量较高,淬火硬度可达HRC62-70。在6000℃高温下,仍能保持较高的硬度。强度和韧性好,抗振性强,能用于制造切削速度-般的刀具,对于钢性较差的机床,采用高速钢铣刀,仍能顺利切削。其工艺性能好,锻造、加工和刃磨都比较容易,所以还可以制造形状较复杂的刀具。
硬质合金:是金属碳化物、碳化钨、碳化钛和以钴为主的金属粘结剂经粉末治金工艺制造而成的。其主要特点如下:
能耐高温,在800---10000℃左右仍能保持良好的切削性能,切削时可选用比高速钢高4--8倍的切削速度。常温硬度高,耐磨性好。抗彎强度低,冲击韧性差,刀刃不易磨的很锋利。硬质合金刀具可以切削硬度较高的材料,使用寿命长。但是与高速钢刀具相比,成本较高。
3、刀具对切削用量的影响,
刀具是影响切削的线速度、切深/背吃刀量、进给量这三个要素的至关重要的指标。根据刀具合理的选择切削用量才能更好的延长刀具的使用寿命,提高刀具的耐用度。
切削过程中刀具耐用度随切削用量变化的规律可以使用广义泰勒公式来做近似描述,其一般形式如下:
T=Gr/Vx*Fy*Apz X>Y>Z
式中T为刀具耐用度系数,由公式可知:切削用量三要素切削速度Vx、进给量Fy、背吃刀量Ap,任何一一项增大,都会使刀具耐用度降低。由于X>Y>Z,这表明切削速度Vx、进给量Fy、背吃刀量Ap三者对刀具耐用度的影响程度不同,相反我们提高刀具耐用度就可以相应提高切削三要素,从而提高加工效率。
二、切削刃螺旋角度参数对金属切削的影响
1、立铣刀刀刃螺旋角度参数对切削力
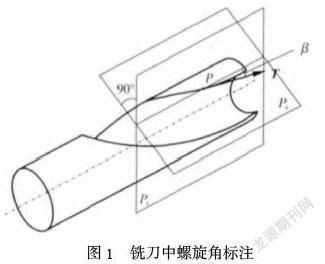
螺旋角定义:螺旋角β就是在切削平面Ps内度量的切削刃的切矢T与基面Pr的夹角,如图1所示。Pr是通过切削刃上选定点P垂直于主运动方向的平面;Ps是通过切削刃上选定点P与切矢T相切,并垂直于基面Pr的平面。
铣刀前角影响切削变形、切削力、切削温度和切削功率,也影响刀头强度、容热体积和导热面积,从而影响刀具的使用寿命和切削效率,是刀具设计的重要几何参数之一”。在铣刀设计过程中,各角度间的关系是相互联系、相互影响的。因此有必要研究螺旋角与铣刀前角的关系。通常认为较大的螺旋角可以增加同时工作的螺旋齿数,减少铣削过程中的冲击和增加其平稳性。并使立铣刀刀刃锋利。实际前角增大。
为更准确的出结论,为深入探讨螺旋角度对切削加工的影响,做了如下实验及实际加工案例:本次实验在三轴立式加工中心上进行,选用φ10四刃立铣刀,刀具角度分别为0度(即直刃)立铣刀、30度、45度和55度立铣刀进行切削试验,主轴转速3000r/min,进给速度为100㎜/min。迟到深度1㎜。切削材料为45号钢。
在切削过程中通过观察机床主轴参数(主轴承受力的大小)可以得知:直刃立铣刀铣削过程中切削力变化较大,随着螺旋角度的增大切削力逐渐减小,且趋于平稳。从直刃铣刀的基本性质可知,直刃铣刀是呈断续切削,切削冲击力大,对刀具的抗震性要求较高,同等材质的刀具使用寿命变短。
随着铣刀螺旋角的增大,铣刀前角增大,螺旋角对工作前角的影响也就越大,螺旋角的这一特性增加了铣刀切削刃的锋锐性,使刀具的切入性好。所以切向切削力随着螺旋角度的增加逐渐减小,切削效果也变得平稳,波动性减小。
2、立铣刀刀刃螺旋角度参数对排屑效果
金属切削的发展方向是快速切削,节省时间成本,提高金属切削效率中刀具排屑效果不容忽视,切削速度变快,所产生的切屑就越快。在上述切削试验中,我们对不同螺旋角度刀具的排屑效果也加以观察,得出如下结论:随着铣刀螺旋角度的增加排屑效果逐渐增加,但是当螺旋角到达一定值(30度左右)时排屑效果逐渐较小。
结束语
刀具是高效制造业发展中不可或缺的一部分。所以我们应该在一系列因素的考虑下找出最为合适的计算公式和制作材料得到最为合适的机床刀具为我们所应用。因为它在加工工件等方面提高了机床的高效生产率同时也大大降低了人工耗时性。给加工、生产等方面带来了便利。在刀具行业的带动下我国制造业能发展的更迅速。同时也给人们的生活带来了便利。
参考文献:
[1]吴志慧. 浅析刀具磨损与刀具寿命对切削加工的影响[J]. 工业.
[2]丁琪. 金属切削刀具对机械加工效率的影响探讨[J]. 商品与质量, 2019.
本文指导教师:吴超群
猜你喜欢
装备维修技术(2020年10期)2020-11-19
中国新闻周刊(2017年7期)2017-03-22
科教导刊(2016年28期)2016-12-12
现代经济信息(2016年9期)2016-05-24
考试周刊(2016年20期)2016-04-14
考试周刊(2016年17期)2016-03-31
考试周刊(2016年3期)2016-03-11
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14