彩色图绘路面自动打印系统的开发与应用
2021-01-07 01:05岳晓文
公路交通技术 2020年6期
赵 云,岳晓文
(重庆市智翔铺道技术工程有限公司,重庆 400067)
近年来,彩色慢行功能性路面发展迅速,许多彩色功能性路面铺装工程涉及到路面的多彩图案绘制[1]。目前,现有的路面彩色图案绘制大多采用人工绘制的方式,一种是先制作好图案模板,施工时将模板固定在待喷绘路面上,并将模板上同颜色的图案抠除,然后由人工在镂空部位刷涂对应颜色涂料,如图1(a)所示。 这种绘制方式由于彩色图绘路面结构复杂、面积较小,且通常由多种颜色组成,一般需分多次人工作业,施工效率低,且图案精度与美观度偏低[2-3]。工程应用中采用此种方式进行工程施工效率低下,且一个模板仅能绘制一个图案,模板制造成本较高。另一种为人工手绘,如图1(b)所示,即先用粉笔在地面上勾勒出图案边界,再刷涂各种颜色,此种方式对绘制人员的绘画水平要求较高,施工效率低,且人工成本高。

这2种图案绘制方式仅适用于图案线条简单、色彩单一的情况,且施工效率仅为2 m2/h,难以满足高精度图案绘制以及多彩融合图案绘制。
基于以上2种方式对工程施工的制约,结合现代油墨喷涂技术与自动打印机技术,开发了彩绘路面自动化打印设备,图案绘制的施工效率提高至5 m2/h,最高施工精度可达2 880 dpi,将彩色图绘路面施工由纯人工作业转变为自动化施工,节约了人工成本,避免了人工喷涂的原材料浪费[4],并成功将该设备应用于彩色路面铺装工程,为彩绘路面的机械化施工与智能化施工奠定了坚实的基础。
1 设备关键技术研发
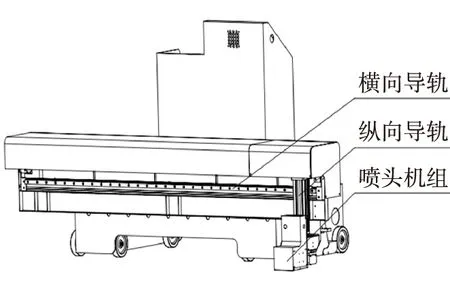
课题组基于多年路面铺装设备研发经验,结合油墨喷涂技术,开发出多彩图案打印设备,设备模型如图2所示。打印设备整机的主要部件包括:主机架、控制面板、行走装置、横向导轨、喷头机组、喷头墨站等[5]。
设备软件包含了控制系统及图像处理系统,其保障了设备各个部件的协同、有序工作,设备的软件系统构成如图3所示。
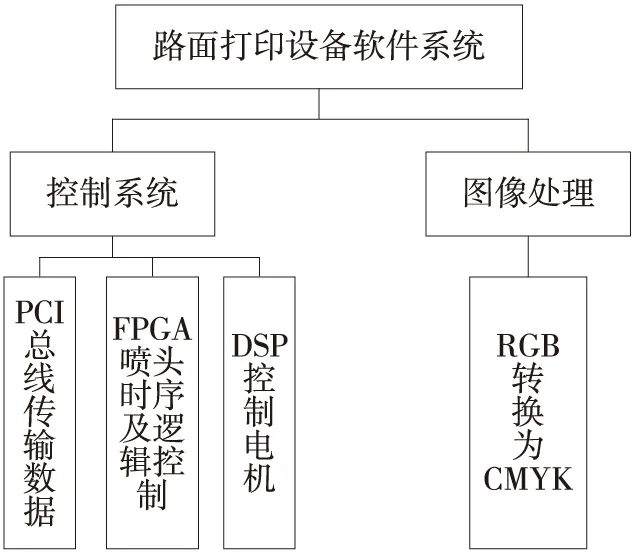
图3 打印设备软件系统结构
1.1 控制系统
喷绘控制系统和运动控制系统是整个控制系统的核心,其逻辑控制、数据处理及传输带宽的优劣都影响喷绘图案的效果[6-7]。为此,将核心的控制部分设计成一块PCI插卡,其一端是PCI总线,与计算机连接;另一端是与端子转接板相连的混合信号接口,里面包括有喷绘头需要的控制数据总线,电机控制需要的电机控制信号线,还有用于反馈和状态指示的传感器信号线等,利用PCI总线的带宽保证数据的传输带宽问题。同时选定用FPGA可编程器件产生喷绘头所需要的时序及相关的逻辑控制;选择专用的DSP来控制电机[8]。控制系统的框架如图4所示。
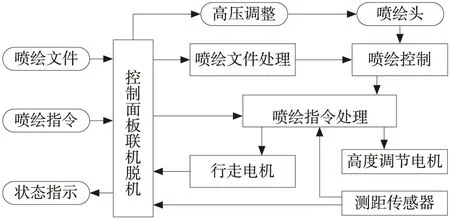
图4 路面打印设备控制系统模型
整个控制系统的稳定性是靠线性编码条的位置反馈闭环保证的。直流伺服电机是位置闭环系统,通过调节闭环的控制参数,保证其控制性能[9]。喷绘控制系统的速度由线性编码条的反馈信号控制,直接影响喷绘数据的控制。为满足喷绘速度的要求,上游数据传输的流量控制设计了一个随动系统,自适应调节数据传输流量[10]。
1.2 图像数据处理实现
图像数据处理的实现涉及到整个图像数据从文件输入到喷绘头装载数据时序形成的整个过程,实现方法如图5所示。
整个图像数据处理的实现由系统应用层软件、设备驱动程序和PCI喷绘控制卡实现。系统的应用层软件实现了图像数据的转换;系统的设备驱动程序实现了图像数据的传输控制;PCI喷绘控制卡上的PCI桥实现了与计算机的接口控制,FPGA实现了数据的流量配合以及数据的进一步转换处理,直至形成喷绘头的喷绘和数据加载时序,通过信号的驱动提供给传输接口,从而完成了整个图像数据处理的实现[11-12]。
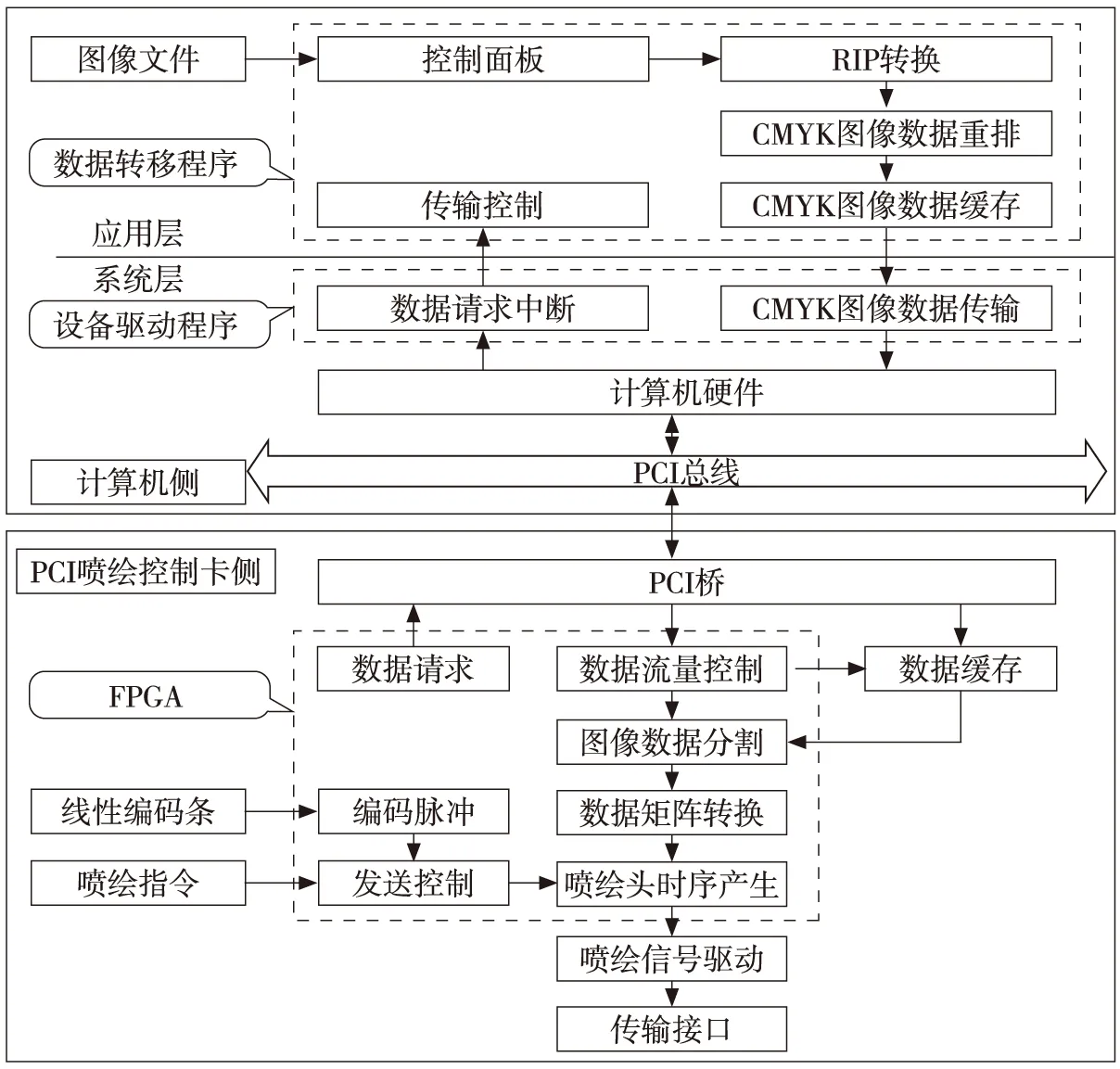
图5 图像数据处理实现流程
1.3 电机控制实现
电机的控制流程贯穿着整个电机的运动控制过程,在电机不同的运动阶段和状态由不同的运动算法控制其运动[13]。整个流程包括3个步骤:1) 将包含在控制命令中的电机控制命令提取出来,根据当前的控制系统状态和传感器信号来决定当前的控制指令;2) 根据当前的控制指令来调度相应的控制算法;3) 由控制算法来形成具体的电机控制信号[14],经过电机驱动形成相应的电机信号,在指令的控制下电机进行工作。
电机控制实现是针对路面彩色喷绘机的横向喷绘电机和纵向的行走拖动电机,控制的实现流程如图6所示。
电机控制的指令由计算机控制面板下达,为了保证设计进度和方便电机控制模块单独调试,同时设计了2套控制命令下传的通道:PCI总线和计算机的 RS232串口,待PCI总线的命令传输方式调试成功后直接替代RS232串口。下传的电机控制命令直接到达电机专用的数字信号处理器(DSP),通过该专用DSP直接完成电机的运动控制合成,设计简单方便[15]。部分传感器信号和控制系统状态直接送到该DSP内,参与电机控制指令的形成。通过传感器信号和系统运行的中间过程状态信号的反馈,喷绘控制系统知道具体的喷绘位置,电机控制系
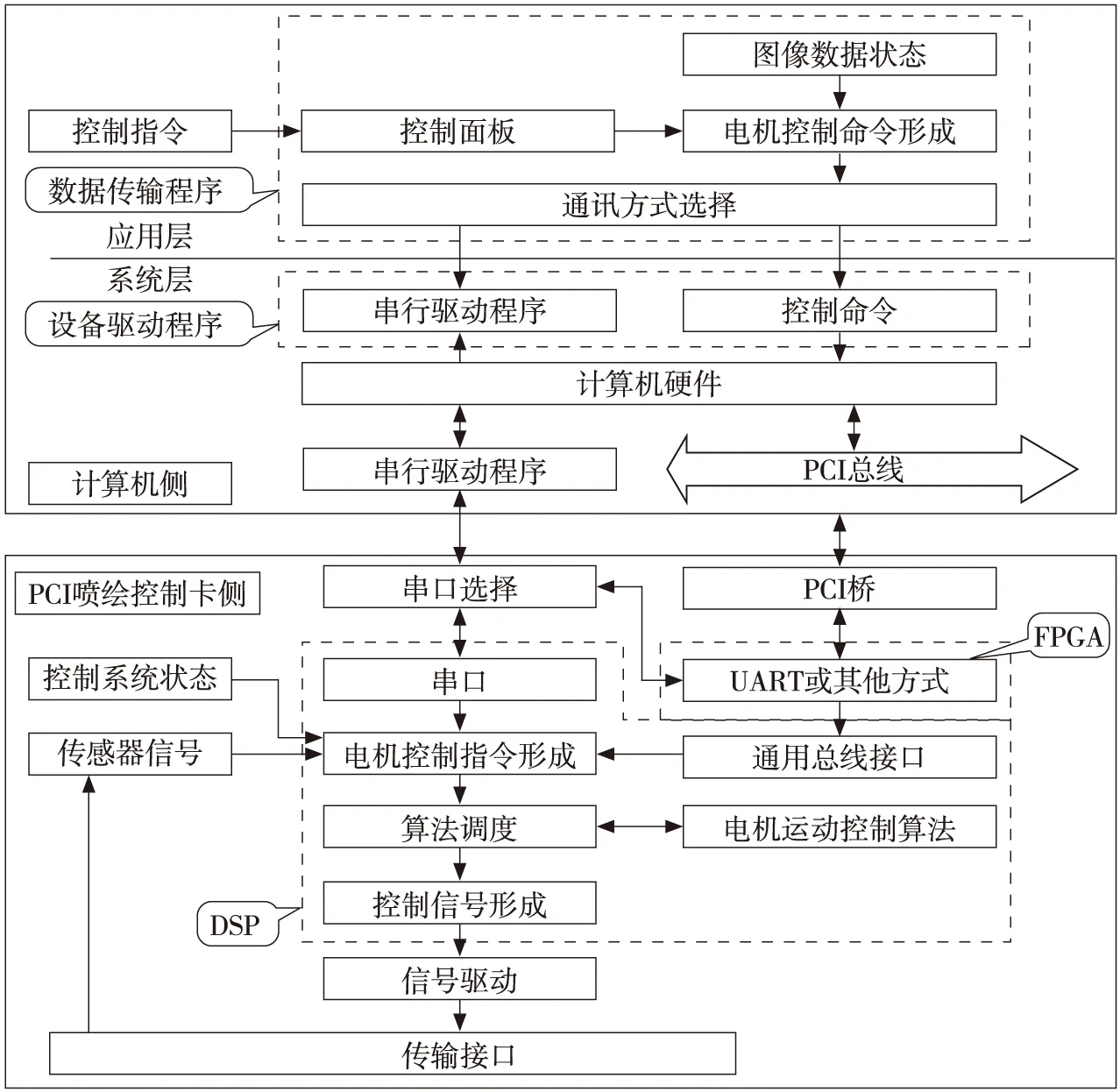
图6 电机控制实现流程
统知道电机的运行状态,辅助的供墨系统知道墨盒的墨水量,以及系统各模块之间协调状况等。部分传感器信号和中间过程状态直接参与喷绘和电机控制指令合成,在整个系统内部形成多个闭环控制,增强了系统的稳定性。
2 工作原理
彩色图绘路面打印系统集成了计算机、数字控制、微粒爆发喷墨、高速通信接口和图形图像处理等高新技术与原件。
主机架作为机械主体框架支撑着整个喷绘工作,其内置了电机、电源、机械传动装置以及其他相关设备。控制面板作为控制中心控制整个喷绘作业,下达各种喷绘、控制命令。其下面是主控计算机,接受和处理控制面板下达的各种喷绘、控制命令。行走装置在控制电机的驱动下进行纵向运动,其前端有横向导轨和喷头机组,喷头机组内置喷绘头和墨站,喷绘模组在横向导轨上横向移动的同时喷绘头连续喷墨,从而完成喷绘作业。
设备在工作时需要输入打印的图片,并将之解析成控制系统可识别的代码传输给工控机,工控机根据代码信息驱动轴运动,把喷嘴移动至所需位置,传感器自动检测喷头离地面高度,形成闭环反馈自动控制,调整喷头高度至地面设置高度,系统开始读取打印图案,并通过喷绘头喷绘彩色图案。
3 喷绘材料及性能研究
目前,几乎没有路面图案打印设备成功应用于彩色路面铺装工程的实例报道,应用最多的图案打印设备为墙面图案打印机。相较于墙面图案打印,路面图案打印有着更高的要求,如路面材料的抗滑性、喷墨材料的层间粘结强度等。
基于路面抗滑性能要求,初选图案绘制喷墨选用混合有石英砂的彩色水性环氧,对于慢行路面而言,水性环氧固化后具有足够的BPN值。但是,掺了石英砂的喷墨要求拥有孔径更大的喷嘴才能保证喷墨的通过性而不至于堵塞喷嘴[13]。大孔径喷嘴会导致喷墨的流量更大,打印出来的图案边界极其不清晰,呈锯齿状,图案还原能力低[14]。
针对此问题,打印设备喷墨选用紫外光固化油墨,简称UV油墨,它是不含挥发性的有机化合物(VOC),具有环境污染小、固化速度快、节省能源、固化产物性能好等优点。UV油墨通过打印机喷头喷出后,经过安装在喷头旁的UV灯箱紫外光照射产生交联反应,使油墨在极短时间内固化,且油墨固化后成膜厚度仅有0.2 mm,在原有路面抗滑性能满足要求的情况下,喷绘油墨后不会对抗滑性能有影响[15-16]。通过对喷绘图案样块随机抽取2块进行抗滑性检测发现,打印图案的抗滑系数均在50以上,满足路用性能要求,如图7所示。
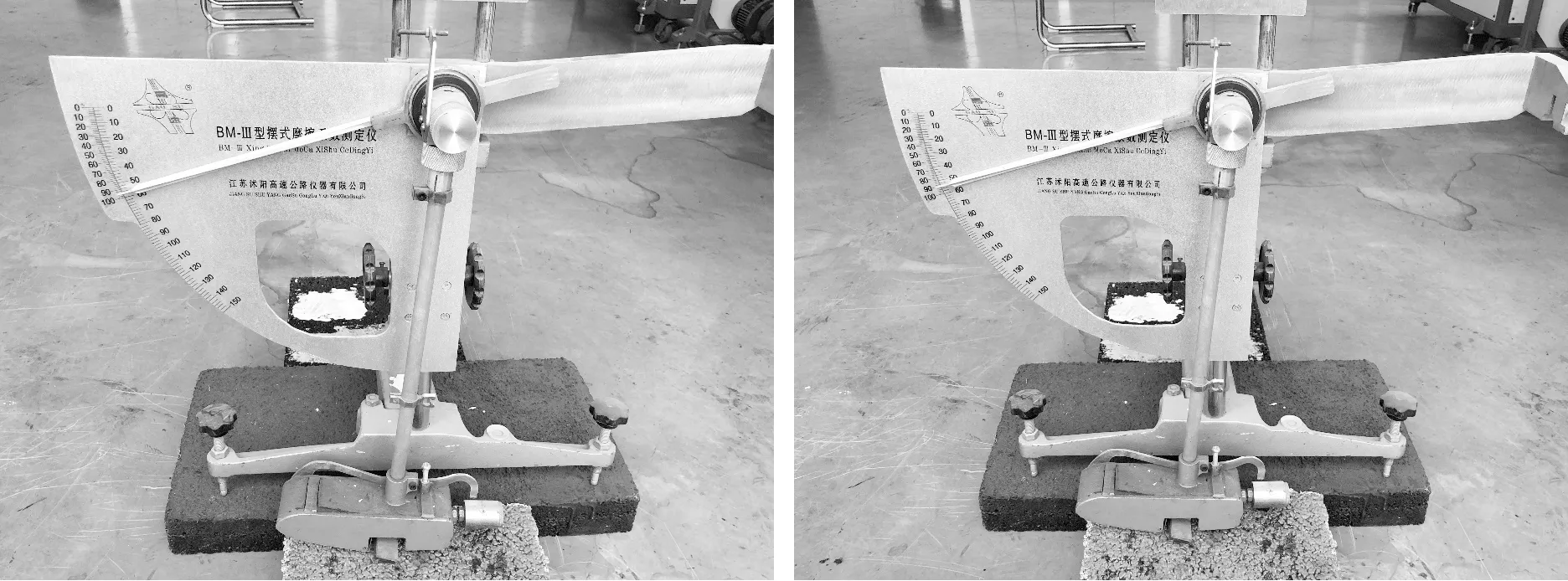
(a) 样块1 (b) 样块2
UV油墨在紫外光照射下发生交联反应而固化,使其能够紧密粘结在沥青路面上,试验如图8所示,试验结果表明其层间粘结强度大于0.5 MPa。鉴于路面图案多应用于慢行道路中,由于没有机动车辆的碾压及剪切作用,其层间粘结强度完全满足人行及非机动车通行的需求。
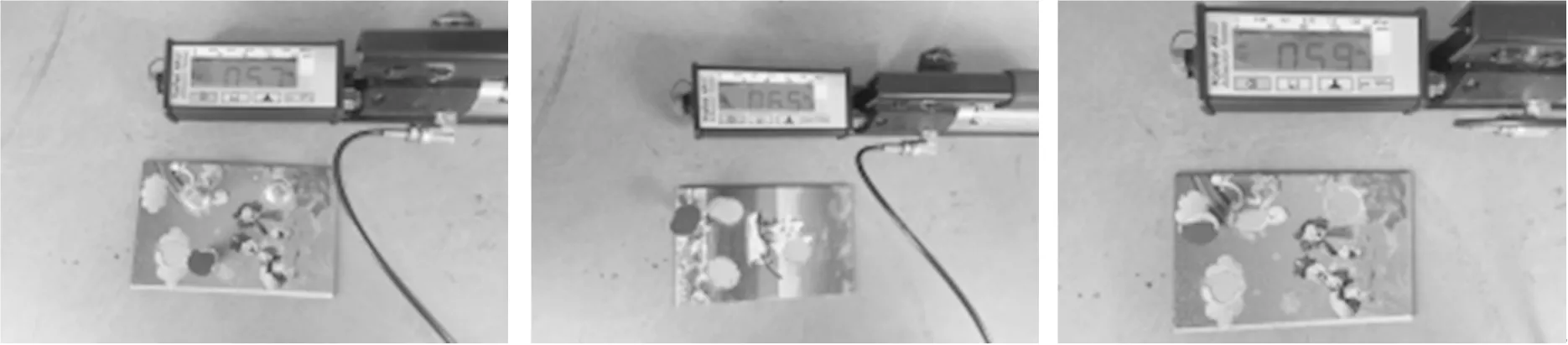
图8 UV油墨打印图案粘结强度检测
4 工程应用
按照结构设计完成样机试制,并在云南怒江美丽公路绿道沥青路面进行测试,如图9所示。路面打印精度受路面平整度及构造深度的影响,水泥路面上打印能保持很好的打印精度及图片还原度,沥青路面具有较大的构造深度会影响图片的打印精度。因此,在沥青路面上进行图片打印时,先对原路面进行一次水性环氧底涂层喷涂,降低其构造深度,提高图片的打印精度。
现场测试完成后,对图案抗滑性能进行了检测,检测结果如表1所示。
由表1可知,打印设备可打印复杂多样化图案,且图案清晰度和施工精度较高,打印效率可达5 m2/h。

图9 自动化打印测试
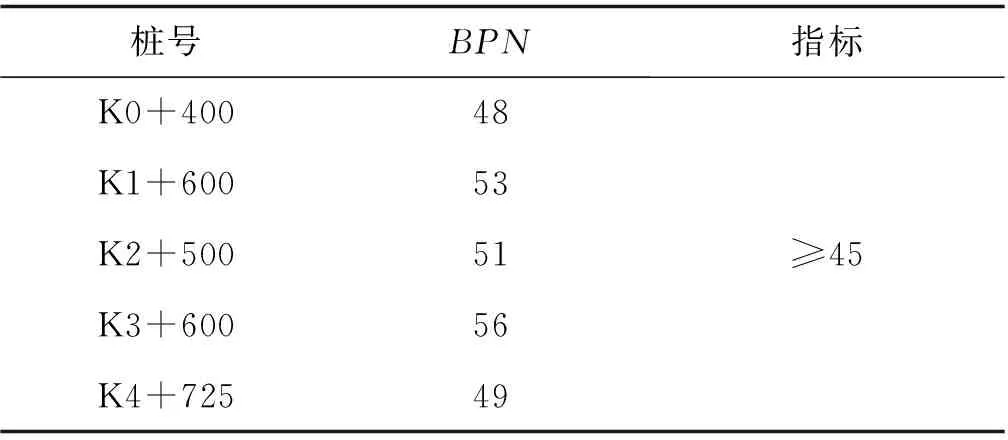
表1 抗滑性能检测
尽管打印精度随着打印速度的提升略有下降,但仍能满足彩绘路面喷绘精度要求。
5 结束语
1) 针对彩绘路面施工现状,开发了彩绘路面自动打印设备,将图案彩绘施工由纯人工作业变为自动化施工,设备可自动读取需要打印的图案,自动解析颜色和边界轨迹,自动计算颜色区域面积和颜料使用量,减少了浪费且便于管理。
2) 打印喷头通过传感器实时监测反馈,自动适应凹凸路面,保证打印喷头在凹凸不平的路面上能打印出图像,且不失真,这大大提高了作业效率和图案质量。
3) 自主研发的打印机构和控制系统应用于彩色路面喷绘中,其具有打印速度快,图案精度高、光泽度好、色彩鲜艳、耐磨、耐蚀、耐水、耐候、快速干燥等优点,满足安全环保、施工高效和高精度喷绘要求,并以云南试验段形式进行工程应用。
4) 彩绘打印系统路用结果表明,相比传统的人工绘图与喷涂形式,自动打印的图案多样化,精度高,工程化施工效率高,路用性能优异。这一结果使得彩色路面喷绘的智能化施工有了重大突破,有望成为未来自动化、智能化路面图案彩绘发展的趋势。
猜你喜欢
绿色包装(2022年11期)2023-01-09
绿色包装(2022年9期)2022-10-12
幼儿智力世界(2020年2期)2020-10-26
中国制笔(2019年2期)2019-11-18
童话世界(2019年17期)2019-07-04
童话世界(2018年17期)2018-07-30
现代工业经济和信息化(2016年4期)2016-05-17
印刷技术·数字印艺(2015年12期)2016-02-18
印刷技术·数字印艺(2014年10期)2014-12-26
中国卫生(2014年9期)2014-11-12