重油催化装置烟机管道膨胀节更换施工技术
2021-01-05 07:06张东玲
设备管理与维修 2020年19期
张东玲
(大庆石化建设有限公司,黑龙江大庆 163000)
1 工程概况
在某炼油厂140 万吨/年重油催化装置检修中,烟机管道膨胀节更换(DN1300,0Cr18Ni9)。其中,压力平衡型膨胀节1 件,单式铰链膨胀节3 件,万向铰链膨胀节2 件。由于炼油化工生产装置存在易燃易爆的安全风险,因此施工安全管理要求非常严格,施工质量要求很高;而且夏季雨量大、风大对施工管理提出较高的要求。该设备更换有工期短、工程量大、场地狭小、作业空间狭小、交叉作业工序多等特点,要求按期完成设备更换,对施工方法和人员组织形成很大的挑战。
该装置检修中烟机管道膨胀节更换项目,涉及很多施工机具和措施用料,具体内容见表1、表2。

表1 主要工机具
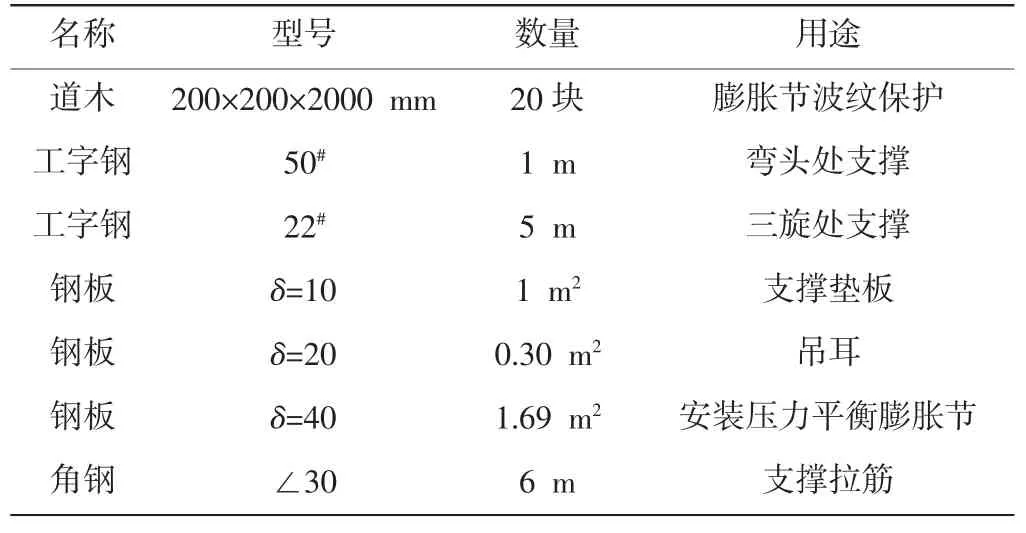
表2 措施用料
2 施工方法及步骤
需要将能量回收系统的6 个膨胀节全部更换(图1)。
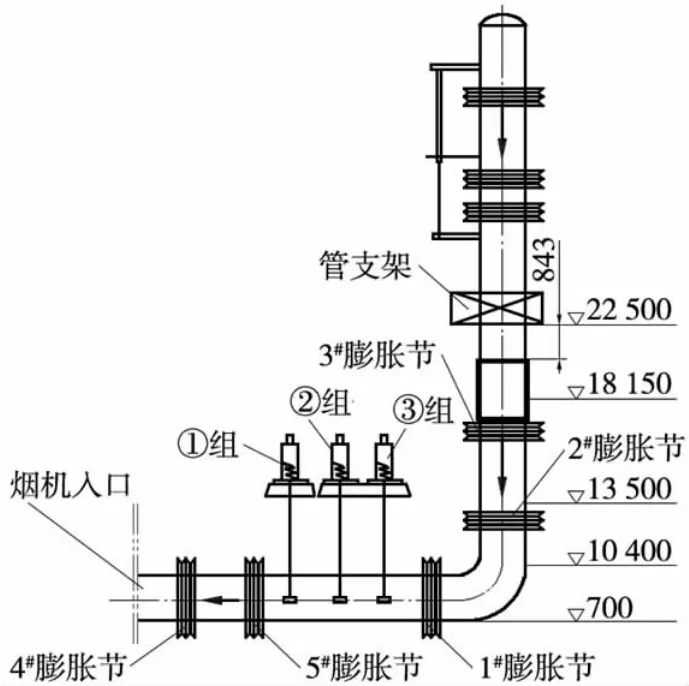
图1 能量回收系统
膨胀节安装步骤如下:
(1)把①、②、③组总计6 个弹簧吊架的限位全部固定,防止弹簧发生变化影响回装。在3#膨胀节上部及下部的管线上分别焊接两个吊耳,并用两个10T 的倒链固定(图2)。
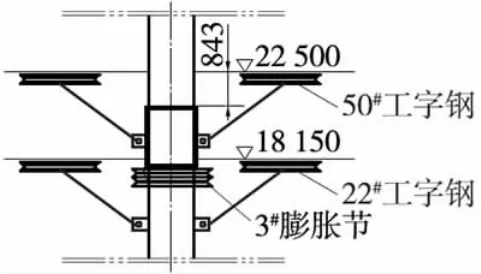
图2 3#膨胀节的侧视图
(2)卸开4#膨胀节与烟机入口相连的法兰,然后将3#膨胀节上方(图2 中粗线所示)管线的上方切开,调整弯头处使其管线达到横平竖直,在弯头处安装临时支架,防止更换膨胀节时管线发生移动。
(3)将1#膨胀节卸下,换上新的膨胀节。
(4)将2#膨胀节卸下并更换。
(5)将3#膨胀节卸下,将3#膨胀节上部管线落下与下方的管线对接。
(6)在A 处安装新的膨胀节(图3),安装完成后如下图;
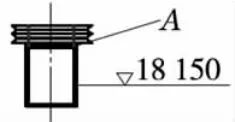
图3 A 处新安装的膨胀节
(7)在安装新膨胀节时要先焊接下方,然后保证新膨胀节的上方与其上方管相连处有100 mm 的间距,此道焊口暂时不焊接。
(8)卸下4#、5#膨胀节,然后将步骤(2)中拆开的法兰恢复,其中间的短管取下与要更换两个膨胀节预制成如图4 所示。预制后的短节长度要比安装处所留间隙小140 mm,然后将靠近5#膨胀节的焊口焊上。
(9)将所有膨胀节的拉运螺母全部卸开,再通过调整将所留的两道口焊上。
(10)安装完成后卸掉弯头处的临时支架,松开所有弹簧吊架的限位。
(11)压力平衡膨胀节安装。
卸下旧的压力平衡膨胀节之后,换上新的膨胀节,找好中心度,保证膨胀节的垂直度,并且还要保证L1和L2均等于40 mm,这时在L2处垫上了一块40 mm 厚的钢板并固定,先组对L1处的焊口(图5)。焊接完成后,撤掉临时钢板,通过调整膨胀节中下面两个波纹节的拉运螺栓来补偿膨胀节下部的40 mm 差值。安装完成后,卸掉三旋分离器处的临时支架,卸掉膨胀节中的所有拉运螺栓。
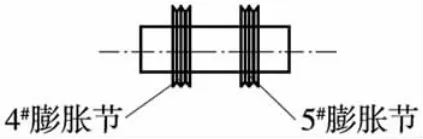
图4 新制成的膨胀节
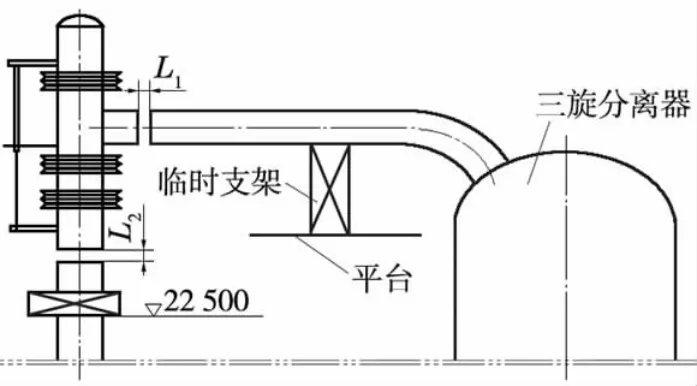
图5 新膨胀节的安装形式
需要注意的是:①在安装所有膨胀节时,导流筒的安装方向应与烟气的流动方向一致,从三旋分离器通向烟机入口;②在安装1#、2#、3#膨胀节时,铰链应处在图1 中所示管线的前、后方向,即现场是管线的南北方向;③4#、5#为万向铰链膨胀节,铰链应处在管线的上、下、前、后4 个方向。
3 技术保证措施
(1)膨胀节进入施工现场前对其冲压适量进行检查,表面不得有裂纹,凹凸,轧痕,皱折等缺陷;膨胀节各部位尺寸应符合以下规定:当DN>1000 mm 时,膨胀节管口的周长允许配偏差为±6 mm;壁厚允许配偏差为±10 mm;波形压边半径允许配偏差为±5 mm;进出口中心偏移允许配偏差为±5 mm。
(2)安装膨胀节时,不能将支撑件焊接在波节上,应严格按照管道中心线安装,不得偏移,以免受压时损坏,并应注意安装方向。
(3)波形膨胀节的预拉或预压,应根据补偿零点温度来定位。补偿零点温度就是管道设计时考虑能达到的最高温度和最低温度的平均值。在环境温度等于补偿零点温度安装时,膨胀节可不进行预拉或预压。如安装时的环境温度高于或低于补偿零点温度,应预先压缩或拉伸(表3)。
(4)如与厂家提供的膨胀节安装说明书不符时,执行厂家提供的膨胀节安装说明书。
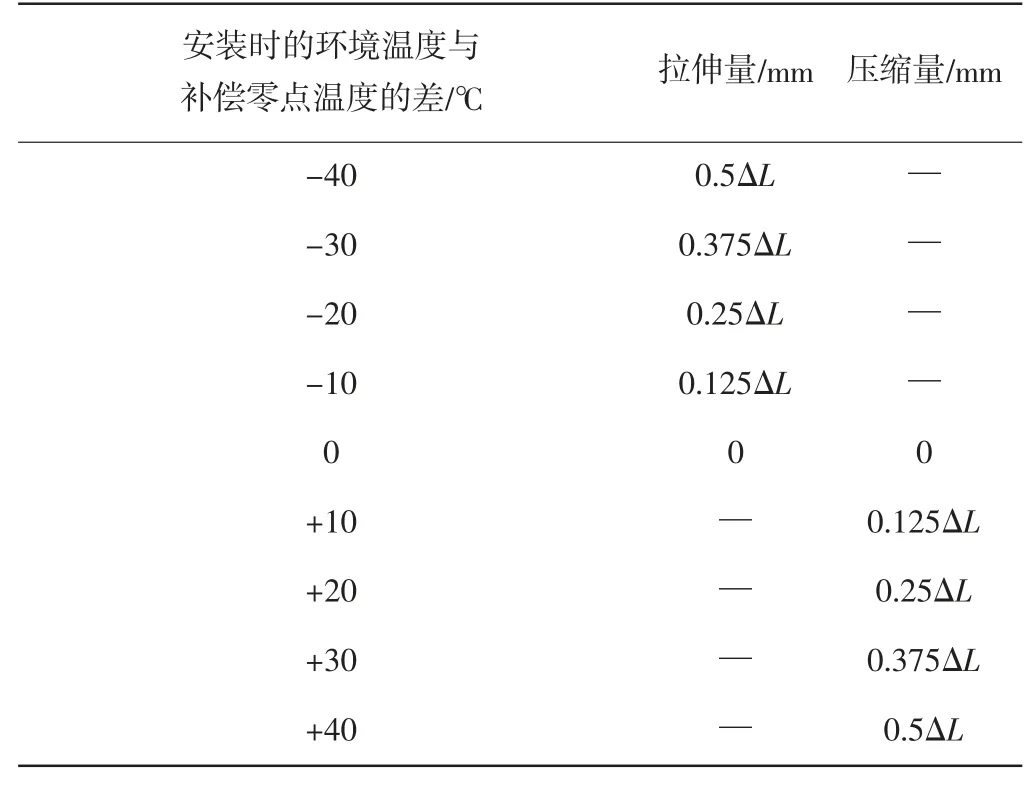
表3 安装波形膨胀节的拉伸或压缩量
4 质量保证措施
(1)重点控制项目:①材料进场保证资料及复验;②焊工资质焊材烘干储存措施;③工艺纪律执行情况;④理化探伤合格检测及结果评定;⑤焊接外观检查。
(2)质量保证措施:①以施工标准为依据,严把质量关,确保项目达到优质。施工过程质量控制按大庆石化建设有限公司ISO 9001 程序文件执行;②施工阶段确定明确的质量目标:优质工程,主动控制与被动控制措施相结合,质量控制手段以预防为主,制定明确的主动控制措施,质量事故预防措施;③质检员对施工过程进行事前、事中、事后控制,以事前控制为主,严格进行事中控制;④强化施工人员质量意识,通过技术交底对施工人员进行质量意识教育,使施工过程中所有影响质量的因素均得到控制;⑤检修安装的膨胀节必须有出厂合格证和产品质量证明书,严格进行品质检验,合格后方可使用。
(3)焊接工程质量保证措施:①焊材以及库和二级库设专人管理,严格按照管理规定执行;②认真执行焊材领用、烘烤、发放、回收制度,做好各项记录,保证焊材使用的准确性和可追朔性;③焊工必须持有焊工合格证;④焊接设备保持完好状态;⑤焊接现场有防风、防雨棚等夏季施工措施。
6 结束语
在炼油厂140 万吨/年重油催化装置检修中,烟机管道膨胀节更换所采取的施工方法和施工工序控制尤其重要,是整个更换管理的核心内容,按照本文所提供的施工方法,顺利完成了烟机管道膨胀节的检修工作。
猜你喜欢
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
四川化工(2020年6期)2021-01-04
石油化工建设(2020年1期)2020-08-24
设备管理与维修(2019年11期)2019-10-25
民用飞机设计与研究(2019年2期)2019-08-05
设备管理与维修(2019年6期)2019-07-09
北京汽车(2019年6期)2019-02-12
中小企业管理与科技(2018年16期)2018-11-07
汽车电器(2018年10期)2018-11-01