
FARO关节臂在壁厚检测中的应用
2021-01-05 14:24郭元军钟臻荣邓雅文
航天制造技术 2020年6期
郭元军 周 祥 钟臻荣 邓雅文
FARO关节臂在壁厚检测中的应用
郭元军 周 祥 钟臻荣 邓雅文
(湖北三江航天江北机械工程有限公司,孝感 432100)
变壁厚深盲孔零件壁厚的测量,可准确获取壁厚测量值,但无法准确获取壁厚理论值,无法评价壁厚的符合程度。为解决该问题,提出一种基于FARO Edge关节臂的壁厚检测方法,用关节臂完成零件外型面扫描并与三维理论模型对齐后,使用探测模式获取零件内型面点,根据内型面点及三维理论模型获取壁厚理论值,根据外型面数据、内型面点及其壁厚法向计算当前点的壁厚,获得壁厚实测值,二者比较判定壁厚的符合性。同时,制造样件,并与成熟的检测方法的测量值进行比较,验证了方法的正确性,可推广用于各种零件壁厚的检测。
FARO关节臂;壁厚;检测;应用

1 引言
工业生产中,常采用壁厚测具检测盲孔壁厚。但当孔深达到500mm后,壁厚测具会十分笨重,增加了检验人员的劳动强度,检测精度也得不到保证;当产品为变壁厚的自由曲面零件时,检测的位置不同,壁厚理论值不同,用壁厚测具仅能取得实测值不能准确获得该点的理论值,无法准确评估产品壁厚的符合性。对于变壁厚自由曲面零件的壁厚检测,现场采用先在产品实物上标记测量点,按标记点测量后,根据测量点位置在UG等制图软件提取理论厚度进行比较的方法。测试过程繁琐,精度无法保证。
2 自由曲面回转体壁厚的检测
为便于研究,自制了一件内外型面为相同自由曲面的等壁厚天线罩模拟件(见图1),用于模拟变壁厚产品壁厚测量,同时配套绘制了三维理论模型,产品理论壁厚为2.5mm。分别用壁厚测具以及关节臂测试壁厚。

图1 测试天线罩模拟件图
2.1 壁厚测具检测
将天线罩模拟件沿轴线截取两个截面,选取距大端面50、150的两个截面,利用壁厚测具在选定截面各测7点壁厚。检测结果如表1所示。

表1 壁厚测具壁厚测量值统计表 mm
2.2 关节臂壁厚检测
与关节臂配套的三维测量软件为PolyWorks Inspire,关节臂用于检测可分为三步:零件外型面扫描及内表面数据点获取;检测数据与三维模型对齐;壁厚计算。
2.2.1 零件检测数据获取
将零件支撑固定在工装上,用激光扫描头完成外型面的扫描,用直径6mm锆石测头在内型面取点。取点位置与壁厚测具测量位置一致,每个截面各获取7个点用于后续壁厚计算。
2.2.2 数据对齐
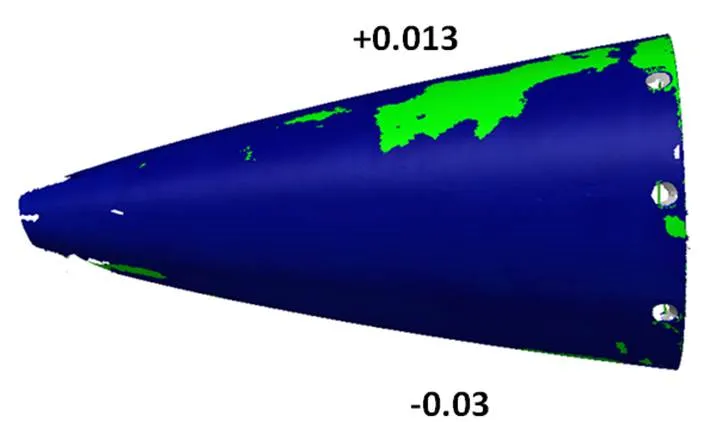
图2 对齐结果图
将三维模型导入PolyWorks Inspire,利用最佳拟合对齐功能完成粗对齐后,再调整完成精对齐。对齐结果见图2,零件外型面与三维模型的差值在-0.03~+0.013mm之间。对齐后,提取2.2.1中的点坐标,见表2。

表2 内型面测量点坐标统计表
2.2.3 壁厚计算
关节臂壁厚的检测需要具备:a.产品内表面坐标点;b.内表面坐标点处法线;c.内表面壁厚法线与外型面的交点坐标。
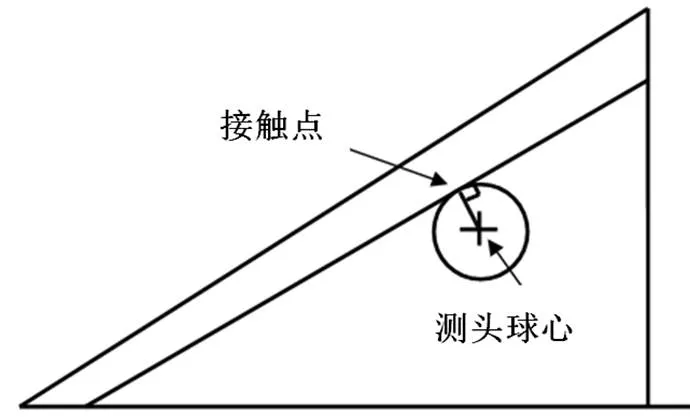
图3 探测情形示意图
关节臂在用接触式探测获取内表面的点的坐标测量情形见图3,测量软件获取关节臂锆石测头的球心坐标,而非接触点(即内表面坐标点)的坐标,需要补偿锆石测头球心的坐标,求得接触点的坐标。
壁厚计算可分为三步:
a. 内型面坐标点补偿。对内表面点补偿,获取内型面接触点坐标,见表3。若零件为变壁厚产品,根据理论模型及接触点坐标,可获取当前点的理论厚度,便于判定壁厚的符合性。

表3 内型面接触点坐标统计表
b. 接触点法线获取。通过三维测量软件PolyWorks Inspire获取各接触点法线向量,见表4。

表4 内型面接触点法线向量统计表
c. 外型面壁厚点获取。根据测头球心及接触点法线做直线与外型面相交,求得外型面壁厚点,坐标见表5。

表5 外型面壁厚对应点坐标统计表
d. 壁厚计算。根据表2、表5坐标以及锆石测头直径(6mm),计算壁厚值。结果见表6。
由表1壁厚测量结果与表6关节臂壁厚测量结果对比可知,关节臂壁厚测试结果与壁厚测具测量结果相当,关节臂可满足自由曲面回转体壁厚的精密检测。

表6 零件壁厚统计表 mm
3 结束语
通过试验确认,关节臂在用于产品壁厚的检测时可适当修正,获取接触点的坐标,并通过法线找到外表面相应的壁厚点,通过计算得出壁厚测量值。适用于各种产品壁厚的检测,在实际应用中,可将同时具备扫描与探测功能的关节臂拆分成扫描设备与探测设备[1],拓展扫描及探测的范围,满足各种产品的检测需求。
1 陈文军,马力祯. 激光跟踪仪和关节臂在SSC-Linac RFQ测量中的组合应用[J]. 核技术,2015(3):020403-1~020403-4
Application of FARO Arm in Wall Thickness Measurement
Guo Yuanjun Zhou Xiang zhongzhenrong Deng Yawen
(Jiangbei Machinery Engineering Co., Ltd., Xiaogan 432000)
When Variable wall thickness deep blind hole is detected, the measured value of the wall thickness can be accurately obtained, but can't the accurately theoretical the wall thickness. So the compliance of wall thickness can't be evaluated . To solve the problem, this paper puts forward a kind of wall thickness detection method based on FARO Edge Arm, after the parts are scanned and aligned with the 3D theoretical model, using detection mode to obtain the inner surface point of the part. The theoretical wall thickness is obtained according to the inner surface point and the 3d theoretical model; According to the exterior surface data, the inner surface point and its wall thickness direction to calculate the wall thickness. The two were compared to evaluate the conformity of wall thickness. At the same time, the sample is manufactured and compared with the measured value of the mature detection method, which verifies the correctness of the method and can be popularized for the detection of wall thickness of various parts.
FARO arm;wall thickness;detection;application
郭元军(1987),工程师,机械设计制造及其自动化专业;研究方向:产品检验。
2020-08-25
猜你喜欢
家庭医药(2022年1期)2022-01-18
山西教育·招考(2021年8期)2021-12-17
文萃报·周五版(2021年51期)2021-01-04
小学阅读指南·低年级版(2020年11期)2020-11-16
山西教育·招考(2020年8期)2020-08-28
爱你(2019年33期)2019-11-14
派出所工作(2018年7期)2018-10-21
学苑创造·B版(2018年5期)2018-05-30
杂文选刊(2015年12期)2016-01-12
新青年(2015年2期)2015-05-26
