
变接触支持辊在热轧1450mm上的应用
2020-12-30 08:37:30刘鹏宇林泰安陈铁男张海华
中国金属通报 2020年9期
刘鹏宇,林泰安,杨 彪,陈铁男,张海华
(吉林建龙钢铁有限责任公司轧钢厂,吉林 吉林 132001)
为了延长支持辊在线使用的周期同时得到良好的板形控制效果,在吉林建龙1450热轧生产线上采用了针对于CVC辊形的变接触支持辊辊形技术(Varying Contact-Length Backup Roll Plus,简称VCR+辊形)[2,3]。变接触支持辊辊形技术可以提高轧机板形调控能力,均匀辊间接触应力分布,降低支持辊与工作辊的辊间接触应力峰值,降低轧制疲劳失效的风险,达到延长轧制公里数的目的。
1 辊形配置及仿真条件
1.1 辊形配置
吉林建龙1450mm精轧机组工作辊采用两套CVC辊形,F1-F4采用辊缝凸度调节范围为[0.71,-0.58]mm的CVC1-4辊形,F5~F7采用辊缝凸度调节范围为[-0.29,0.58]mm的CVC5-7辊形,具体参数如表1所示。

表1 精轧F1-F7机架CVC辊形参数
精轧机组支持辊采用VCR+辊形,中部VCR辊形与CVC辊形叠加而成,边部圆弧式倒角,倒角长度150mm,倒角高度半径1.8mm,F1-F7机架上辊辊形配置如图1所示,其中WR_CVC表示CVC工作辊辊形,BR_VCR+表示VCR+支持辊辊形。
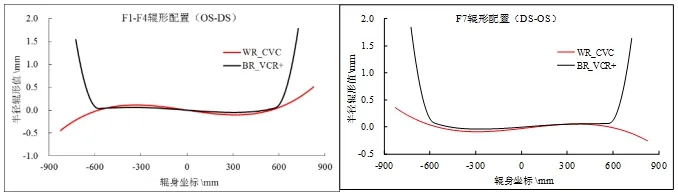
图1 F1-F7辊形配置图
在上游使用凸度调节范围较大的CVC工作辊辊形时为了保证上游机架具有较强的凸度控制能力,在前4个机架能够迅速使得机架出口凸度命中目标凸度的比例凸度值。下游机架采用较小的凸度控制范围是因为下游机架主要采用等比例凸度轧制以保证出口平直度良好。
2 VCR+辊形的有限元仿真
基通过建立有限元模型对轧机的板形控制性能进行仿真,分析与评估模拟结果,主要包括轧机的横向刚度、辊间接触压力分布、弯辊力调节效率、凸度调节域、板形调节曲线等性能指标。
2.1 离线仿真模型
二维变厚度有限元模型如图2所示。二维变厚度有限元模型可根据不同辊形、窜辊位置、弯辊力等工况下进行仿真计算,简单易行,求解高效迅速,仿真结果接近工业轧制实际,精度可以满足工程分析需要[4]。
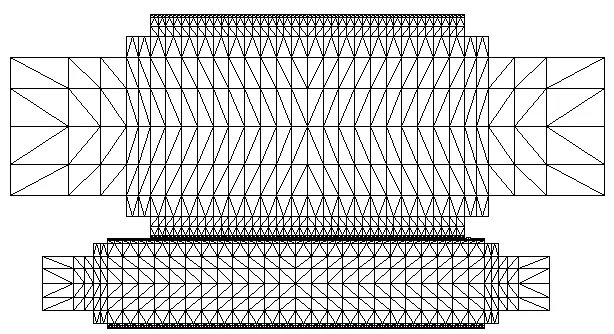
图2 辊形变形有限元模型
2.1.1 轧辊离散化
首先将工作辊进行离散化处理,将支持辊表面在长度方向划分为80个单元格,工作辊表面在长度方向划分为96个单元格,为节约计算时间和提高计算精度,由轧辊表面向芯部的网格划分密度逐渐稀疏。
2.1.2 单元刚度矩阵的建立
刚度矩阵如式(1)所示:

E:弹性模量;μ:泊松比;t:单元格厚度;bi,ci:与单元的几何性质有关的常量(即与两节点间的坐标差有关);Δ:单元的面积。

图3 各机架过钢量与轧制公里数
2.1.3 总体刚度矩阵
总体刚度矩阵如式(2)、(3)所示:

2.2 辊形控制能力分析
2.2.1 承载辊缝的横向刚度
轧制时,轧制力因带钢材质、温度、来料厚度、板形等发生变化而出现波动,导致机架承载辊缝形状与出口带钢板形的变化。理想的承载辊缝形状会在轧制过程中保持稳定,对轧制力的变化不敏感,且机架出口板形变化可控。为了描述承载辊缝的稳定性,引用辊缝横向刚度指标,用轧制力的变化量△F与机械凸度的变化量△C的比值来表示,如式(4)所示。

KF:承载辊缝横向刚度;:轧制力的变化量;:承载辊缝凸度变化量,在这里用辊缝中心凸度来表示。
KF表示生产过程中辊缝凸度在轧制力发生变化时的保持能力。由公式可知,KF越大,承载辊缝形状越稳定,对生产过程中的带钢板形控制稳定性越有利。
2.2.2 弯辊力调节效率
弯辊力调节效率指的是单位弯辊力变化时,辊缝凸度的变化量。该值越大,代表弯辊力对凸度的调控效率越高。同时,还有利于降低弯辊力极限的出现概率和增加工作辊轴承寿命。其表达式如下:

kf:弯辊力调节效率,△Cg:辊缝凸度变化量,△Fbend:弯辊力变化量。
2.2.3 辊间接触压力分布
辊间接触压力分布反映了工作辊与支持辊之间的应力分布情况,其表现形式主要为两种:一为辊间接触应力峰值;二为工作辊与支持辊接触范围内的应力变化幅度。辊间接触压力分布越均匀,支持辊越趋于均匀磨损,越不易产生疲劳失效,有助于延长支持辊的轧制公里数。
3 应用效果
针对VCR+辊形,吉林建龙1450mm热轧厂进行了相应的实验和推广。使用效果如下。
3.1 轧制公里数提升
从轧制吨数来看,F1~F3由原有的20万t提升到30万t,F4~F7由原有的10万t提升到20万t。轧制公里数F1由原有的900km提升到1233km、F2由原有的1703km提升到1941km、F3由原有的2350km提升到3196km、F4由原有的1862km提升到3753km、F5由原有的2492km提升到5037km、F6由原有的3077km提升到6260km、F7由原有的3652km提升到7185km。从数字上看整体轧制公里数与轧制吨数都有了明显的提升。具体数据如图3所示。图中各个标记点为各次支持辊换辊周期内的过钢量和轧制公里数,绿线分割开的是支持辊平辊与VCR+辊形过钢量。从图中可以看出,各个机架使用VCR+辊形后过钢量都在逐渐增加。
3.2 单位公里磨损量减小
从支持辊的磨损量来看,随着轧制公里数的延长,支持辊的辊耗量逐渐增加,但是单位轧制公里磨损量明显下降。在图3中,绿色虚线前后的标记点分别为支持辊为平辊与VCR+辊形上机后的总辊耗与单位轧制公里磨损量。单位轧制公里的磨损量在VCR+辊形上机后逐渐减小。这主要是由于VCR+辊形起到了均匀磨损的作用。
猜你喜欢
大型铸锻件(2022年6期)2022-11-23 02:23:04
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
山东冶金(2022年1期)2022-04-19 13:40:32
冶金设备(2021年4期)2021-10-29 03:00:40
重型机械(2021年2期)2021-05-06 09:29:38
冶金设备(2020年5期)2020-12-23 06:34:40
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
重型机械(2019年3期)2019-08-27 00:58:54
金属世界(2019年1期)2019-03-12 06:38:28
