
基于DELTA机械手的物料分拣系统设计
2020-12-24 06:41冯志芬
无线互联科技 2020年20期
冯志芬
(无锡商业职业技术学院,江苏 无锡 214153)
0 引言
随着自动化生产在工业领域的应用越来越广泛,工业机器人和视觉识别也被逐渐应用到了工业领域的各个方面,自动分拣就是其中一个非常典型的应用。利用机器人和机器视觉来替代人的双手和双眼完成物料分拣,不仅能减少人工成本[1],还能提高分拣速度及准确性,因此智能化的自动分拣[2]已成为自动化生产中一个非常重要的环节。
1 系统硬件组成
基于DELTA机械手的物料分拣硬件结构如图1所示,该系统硬件主要由智能相机、RC2控制器、伺服驱动器、DELTA机械手、传动带及人机界面HMI等组成。智能相机用于检测物料的类型及物料的定位坐标值,并将检测数据通过Modbus通信方式传送给PLC控制器。传送带用于物料的传送,将物料传到智能相机监测点及机械手分拣点;DELTA机械手用于物料的分拣,将物料从传送带分拣到相应的料槽中;传动带及机械手的动作均有伺服电机控制。人机界面HMI用于进行系统的控制及显示,能进行运动监控、报警处理及物料个数显示等操作。PLC控制器是系统的核心控制器,能与智能相机进行数据交互,控制智能相机拍照并接收相机检测的数据,并进行相机数据的处理;能通过X-NET运动总线控制伺服驱动器,进而控制传送带及机械手的运动;也能与HMI进行数据交互。
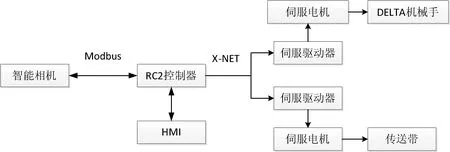
图1 系统硬件框图
PLC控制器采用信捷的RC2控制器,该控制器支持运动总线通信,支持四轴机械手的控制,支持直线、圆弧插补功能,支持视觉系统和随动功能。智能相机采用信捷SV5系列视觉相机,该相机为智能化一体相机,内含CMOS传感器,内嵌数字图像处理(DSP/A8)芯片,拥有丰富的图形算法工具,支持Modbus485/TCP通信协议。人机界面HMI采用信捷RT800、TFT真彩、1 677万色显示,具有强大的控制功能及通信能力。伺服驱动器采用信捷DS3E系列伺服驱动器,支持总线控制模式,本系统采用运动总线控制模式,采用X-NET协议,PLC发送X-NET运动指令给伺服驱动器,从而控制伺服电机带动机械手或传送带动作。分拣机械手采用信捷公司的并联DELTA机械手,如图2所示,主要由静平台(上平台)、动平台(下平台)、主动杆、从动杆4个部分构成,主动杆与伺服电机轴心直接相连,具有通信扩展板、I/O扩展板及伺服电机通信板,可通过示教器RT800进行示教操作。

图2 DELTA机械手
2 视觉检测软件设计
视觉检测采用与智能相机相匹配的X-Sight Studio软件来完成,该软件功能强大,能进行图像预处理、图像定位、图像测量、图像计数、瑕疵检测、字符识别及彩色提取等操作。
视觉检测系统的关键环节是图像采集及图像处理。为了使采集的图像边界清晰、易于深度学习,使用了预处理工具的二值化处理,使整个图像呈现出明显的黑白效果。采用定位处理进行物料形状判断及中心点坐标的确定,此处采用图案定位工具,先提取模板和采集区域内图像的特征并进行比较,进而计算出模板与采集区域内物料之间的关系。图3为图案定位后的效果。
定位完成后需要通过脚本程序获取图案定位的结果及物料在相机坐标系下的位置数据,部分脚本程序如下:
if(tool2.Out.result==0)

tool5.shape=3;//物料形状为三角形
tool5.x=tool2.Out.point.x;//相机坐标系下物料中心点的x坐标
tool5.y=tool2.Out.point.y;//相机坐标系下物料中心点的y坐标

视觉检测系统的数据通过Modbus通信传送给PLC[3],然后由PLC进行数据处理,将相机坐标系下的坐标数据转成机械手坐标系的坐标数据,从而控制Delta机械手的运动轨迹。
3 PLC软件设计
3.1 PLC程序流程
PLC程序主要分为相机数据的读取及处理、传动带的启停控制、机械手的运行轨迹控制3个部分。PLC控制传送带运动来运送物料,当视觉检测区域的传感器检测到物料,则传送带停止运动,智能相机启动拍照,拍照完成后PLC读取智能相机数据,并进行数据处理。数据处理完成后传送带带着物料继续运行到物料分拣处,PLC根据智能相机检测结果,自动规划DELTA机械手运动轨迹,按照物料的不同类型将物料分拣到相应的料槽中。
3.2 X-NET运动协议
X-NET运动协议致力于为多轴数、高精度及控制响应性快的运动控制系统提供稳定可靠的总线解决方案,通过使用不同的运动控制指令,可以进行单轴的相对位置运动控制、绝对位置运动控制和多段速运动控制以及多轴的同步运动控制。
传动带的运动属于单轴运动,因此程序中使用相对位置运动指令MOTO及停止运动指令MOSTOP来控制传送带的启停。DELTA机械手的运动属于多轴的同步运动控制,因此程序中使用多点轨迹运动指令RBPATH来完成,RBPATH指令使用时需要设置指定路径的软元件首地址编号(起始点第一轴坐标地址)、指定轨迹点的个数及运行速度3个操作数,轨迹点的坐标由PLC根据相机检测坐标转换而来。
4 HMI界面设计
人机界面采用信捷RT800触摸屏来完成:(1)用作DELTA机械手的示教器,包括:机械参数设置、控制参数设置、空间参数设置、回零操作、手动示教操作、坐标系设定等。(2)可以自定义界面来显示物料分拣系统中的相关信息,比如:轨迹点坐标、当前坐标、物料形状、分拣个数、传送带的运行情况等。
5 结语
工业机器人可以替代人从事一些重复性高、劳动强度大的、枯燥、危险系数高的作业,降低企业的人工成本,提高工作效率及工作质量,而机器视觉的普及,让生产线从自动化向智能化迈进。
猜你喜欢
中学教学参考·理科版(2016年11期)2017-06-08
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
自动化博览(2014年9期)2014-02-28
自动化博览(2014年4期)2014-02-28
河南科技(2014年11期)2014-02-27
电子设计工程(2014年17期)2014-02-27
物理通报(2012年1期)2012-03-20
