精酿啤酒糟和蓝莓果渣混合发酵生产饲料蛋白的研究
2020-12-18 08:00:56
食品研究与开发 2020年23期
(辽东学院城市建设学院,辽宁丹东118003)
中国啤酒市场呈现高端化的发展趋势,精酿啤酒增长显著[1],精酿啤酒发酵后的酒渣含水率和有机物含量较高,极易在较短时间内腐烂发臭,带来环境污染[2]。近年来,世界各国的蓝莓产业发展迅速,我国年产量达到28 000 t,可占全球的4.3%[3]。蓝莓产品层出不穷,涌现出大量的果汁类产品,同时也产生了大量蓝莓废弃果渣。研究显示,蓝莓果渣中的不溶性膳食纤维、矿物质及微量元素含量都高于鲜果且富含花青素等抗氧化物质[4-5]。
中国是世界上最大的养殖生产国之一,随着养殖业和畜牧业的发展,传统的饲料资源已不能满足迅猛增长的饲料市场,特别是蛋白质饲料原料的缺乏[6-7]已成为阻碍我国畜牧、养殖业健康发展的突出问题。研究已证实运用微生物多菌种混合发酵技术可以降低纤维素含量,显著提高饲料中蛋白质含量,从而提高动物消化率[8-10]。精酿啤酒糟较啤酒糟富有更多的蛋白和纤维,但糖类含量偏低,蓝莓果渣富含糖类,二者结合可取长补短。鉴于精酿啤酒糟和蓝莓果渣中粗纤维含量较高而纤维素可阻碍饲料中营养成分的吸收,因此利用从高温堆肥中优化培养的普通高温放线菌(Thermoactinomyces vulgaris)具有较强纤维素的降解能力先进行第一次发酵,有利于将原料中的纤维素分解为可利用的糖类物质,利用白地霉(Geotrichum candidum)和植物乳杆菌(Lactobacillus plantarum)的混合菌进行二次发酵获得高含量的饲料蛋白。
响应曲面法是一种适应性很强的试验设计方法[11],不但具有周期短,精度高,试验次数少等优点[12],而且可优化和评价试验指标的各因子水平及交互作用,快速有效地确定多因子系统的最佳条件[13]。本文选用普通高温放线菌、白地霉和植物乳杆菌的混合菌种为发酵菌种,以精酿啤酒糟和蓝莓果渣为主料,麸皮为辅料利用响应面优化法,优化精酿啤酒糟和蓝莓果渣混合发酵制备蛋白饲料的发酵工艺参数,旨在为精酿啤酒糟和蓝莓果渣的开发利用提供技术支持。
1 材料与方法
1.1 原料
精酿啤酒糟:丹东啤V8精酿啤酒生产基地;蓝莓果渣:丹东幸福食品有限公司;麸皮:河北灵寿县达业矿产品加工厂。
1.2 菌种及来源
普通高温放线菌(菌株保藏编号:CICC 10672,拉丁名称:Thermoactinomyces vulgaris)、白地霉(菌株保藏编号:CICC 1443,拉丁名称:Geotrichum candidum)、植物乳杆菌(菌株保藏编号:CICC 21794,拉丁名称:Lactobacillus plantarum)、黑曲霉(菌株保藏编号:CICC 2103,拉丁名称:Aspergillus niger)、绿色木霉(菌株保藏编号:CICC13002,拉丁名称:Trichoderma viride):中国工业微生物菌种保藏管理中心。
1.3 仪器设备
紫外可见分光光度计(SP-756P):上海光谱仪器有限公司;数显鼓风干燥箱(GZX-9070MBE):上海博讯医疗设备有限公司;高压蒸汽灭菌器(LX-B100L):合肥华泰医疗设备有限公司;超净工作台(SW-CJ-1F):苏州安泰空气技术有限公司;恒温培养摇床(QYC-2112):上海福玛设备有限公司;光照培养箱(GTOP-268Y):浙江托普云农科技股份有限公司。
1.4 培养基
普通高温放线菌培养基为葡萄糖4.0 g、酵母膏4.0 g、麦芽提取物10.0 g、CaCO32.0 g、蒸馏水1.0 L、pH7.2;白地霉、绿色木霉和黑曲霉培养基为5°Bé麦芽汁琼脂培养基,其制备步骤为:称取50g干麦芽磨碎后加入400 mL蒸馏水,在50℃~60℃水浴锅中糖化3 h~4 h,完全煮沸。将煮沸的糖化液用4层~6层纱布过滤,然后将滤液装入塑料离心灌中,离心机离心,4 000 r/min,离心10 min,取上清液。将麦芽汁上清液稀释到 5°Bé~6°Bé,pH 值约为 6.4。植物乳杆菌斜面培养基制备步骤:称取酪蛋白胨10.0 g、牛肉膏10.0 g、酵母粉5.0 g、葡萄糖5.0 g、乙酸钠5.0 g、柠檬酸二铵2.0 g、Tween 80 1.0 g、K2HPO42.0 g、MgSO4·7H2O 0.2 g、MnSO4·H2O 0.05 g、CaCO320.0 g,加入蒸馏水1.0 L煮沸溶化,调整pH值为5.0。根据上述培养基配方配好培养基后,121℃下灭菌30 min,待用。斜面固体培养基只需加入适量琼脂即可。
1.5 分析方法
粗纤维含量测定参照GB/T 5009.10-2003《植物类食品中粗纤维的测定》;真蛋白含量测定参照王文芹等的方法[14]。
1.6 试验方法
1.6.1 粗纤维降解能力的菌种筛选
先将精酿啤酒糟和蓝莓果渣按质量比1∶1比例混合,二者混合物和麸皮再以质量比4∶1比例混合制成发酵培养基并测定粗纤维含量;将普通高温放线菌、黑曲霉和绿色木霉经斜面固体、液体培养后制成种子液;在250 mL三角瓶中加入发酵培养基30 g,加入0.8倍蒸馏水,在121℃灭菌20 min后,分别接入20%的普通高温放线菌、绿色木霉和黑曲霉种子液,分别在50℃和30℃温度下培养72 h。
1.6.2 Plackett-Burman设计
选取影响发酵产物真蛋白含量的可能因素,对白地霉和植物乳杆菌混合菌的发酵时间、菌种比、接种量、精酿啤酒糟和蓝莓渣的比值、精酿啤酒糟和蓝莓渣的混合量和麸皮量6个因素进行全面考察,选用Plackett-Burman设计,每个因素取2个水平,真蛋白含量作为响应值,考察各因素的主效应和交互作用,确定重要影响因素。设计因素及水平见表1。
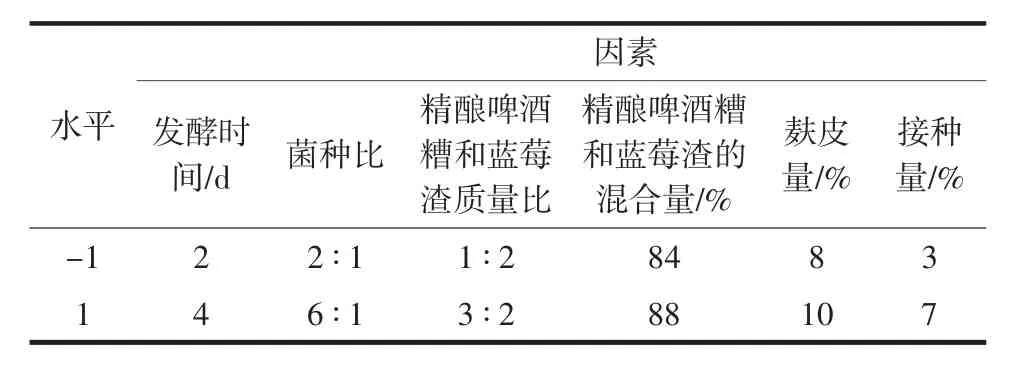
表1 Plackett-Burman设计因素及水平Table 1 Plackett-Burman design factors and levels
1.6.3 响应面分析
根据Box-Behnken的中心组合设计原理,对Plackett-Burman设计筛选的3个主要影响因素进行Box-Behnken试验设计。
2 结果与分析
2.1 粗纤维降解能力的菌种比较
粗纤维降解能力的菌种比较见图1。
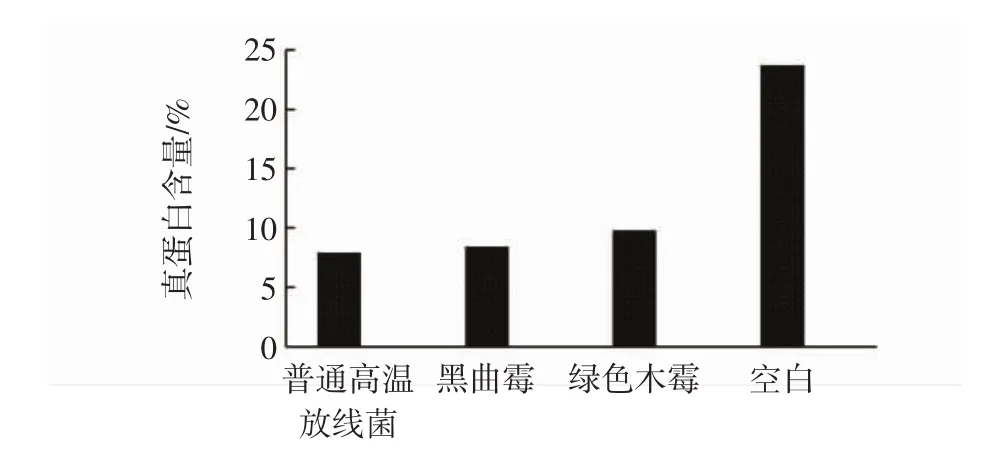
图1 粗纤维降解能力的菌种比较Fig.1 Comparison of bacteria in degradation ability of crude fibe
图1中可以看出,3种菌降解粗纤维的能力都较强,普通高温放线菌>黑曲霉>绿色木霉,因此普通高温放线菌的降解能力最强。
2.2 Plackett-Burman设计结果
试验结果见表2,标准效应帕累托图见图2。
表2的试验结果和图2的标准效应帕累托图显示,精酿啤酒糟和蓝莓渣的混合量、精酿啤酒糟和蓝莓果渣的质量比和麸皮量是3个最重要的影响因素。发酵时间、菌种比和接种量虽然不是最重要影响因素,但后续的发酵将采取中间值进行即发酵时间为3 d,白地霉和植物乳杆菌的菌种按质量比为4∶1,接种量为5%。
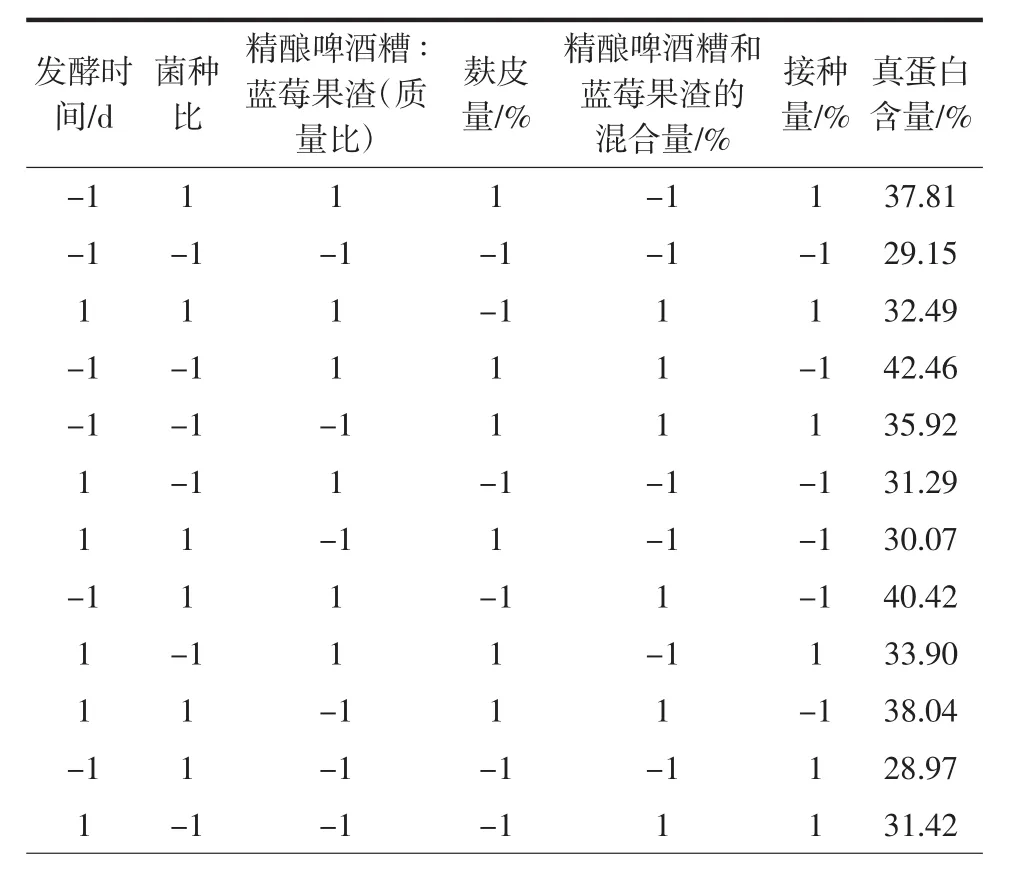
表2 试验结果Table 2 Experimental results
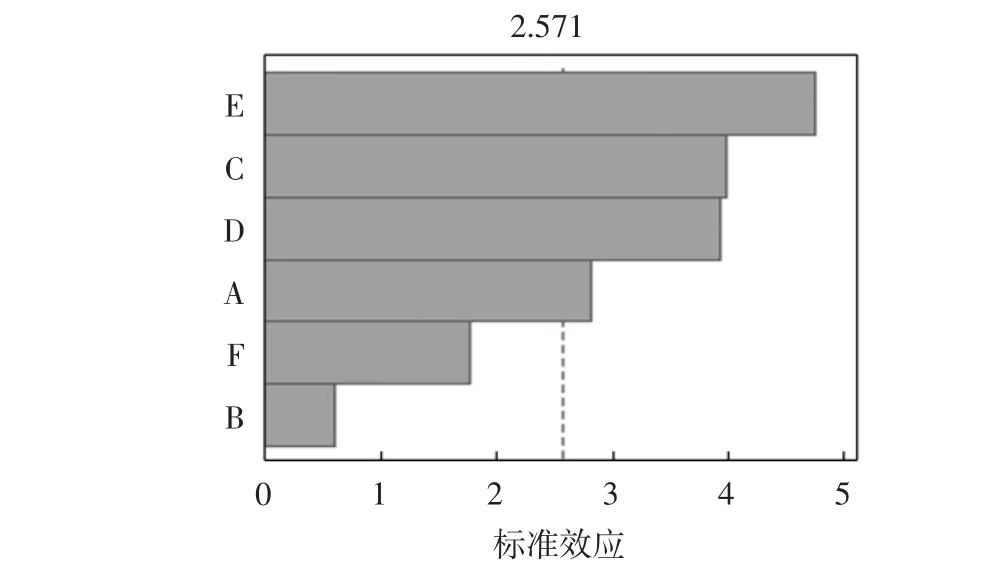
图2 标准效应帕累托图Fig.2 Pareto chart of the standardized effects
2.3 响应面分析结果
2.3.1 响应面试验方案及试验结果
根据Box-Behnken的中心组合设计原理,对Plackett-Burman设计筛选的3个主要影响因素进行Box-Behnken试验设计,各因素的取值水平如表3所示,试验结果如表4所示,响应面的回归模型和方差分析如表5所示。
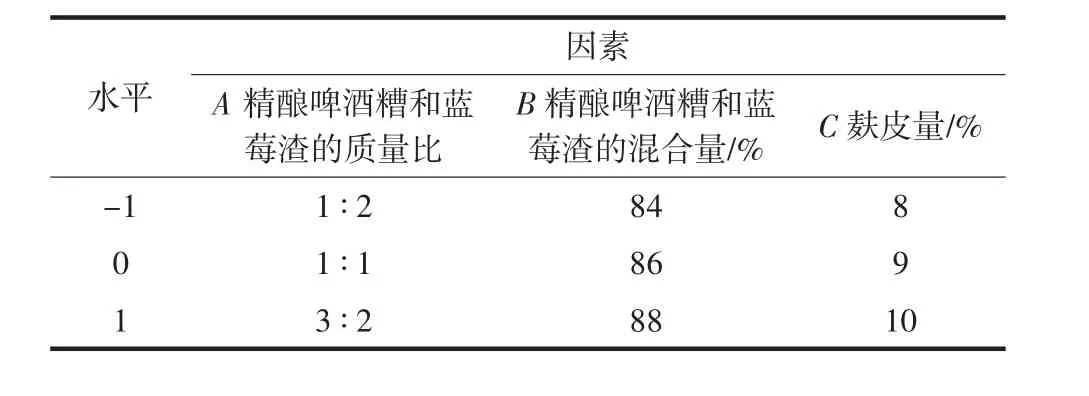
表3 主要影响因素及水平Table 3 Main influencing factors and levels
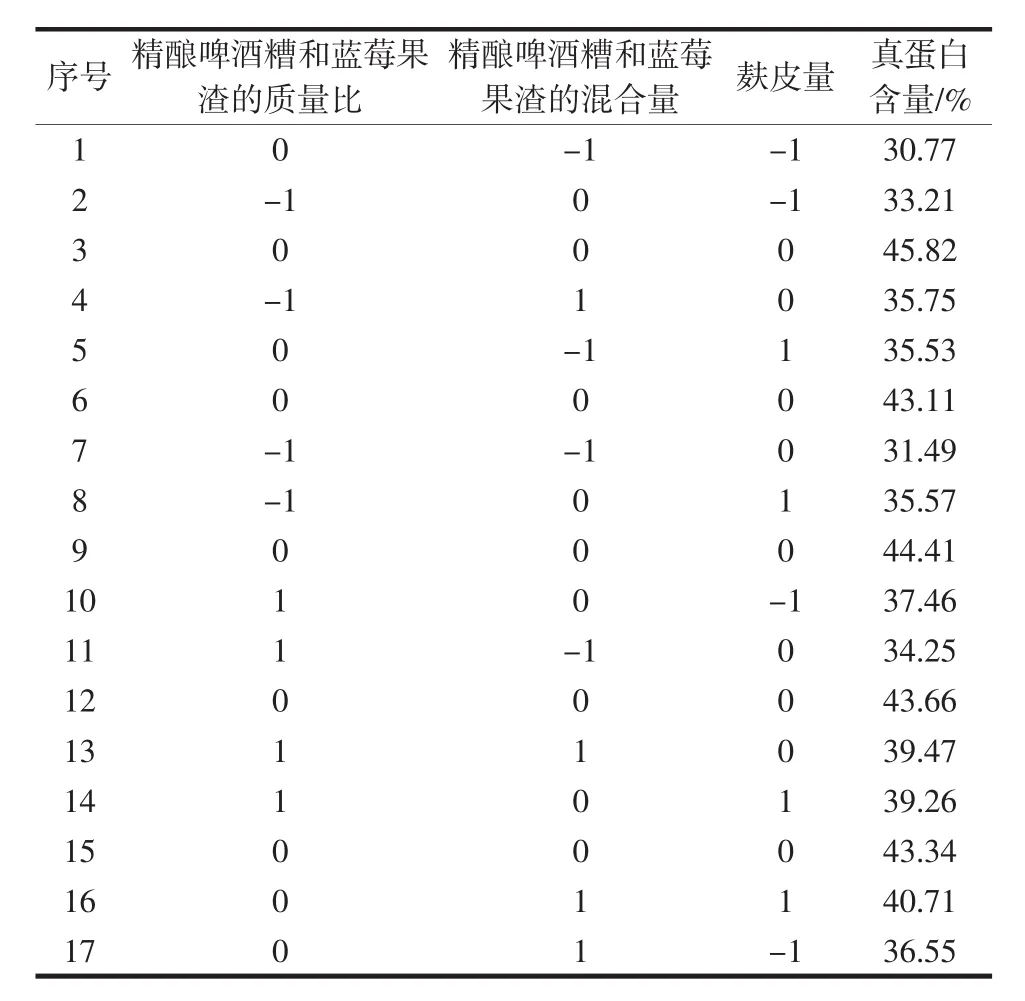
表4 响应面试验结果Table 4 Experimental results of response surface
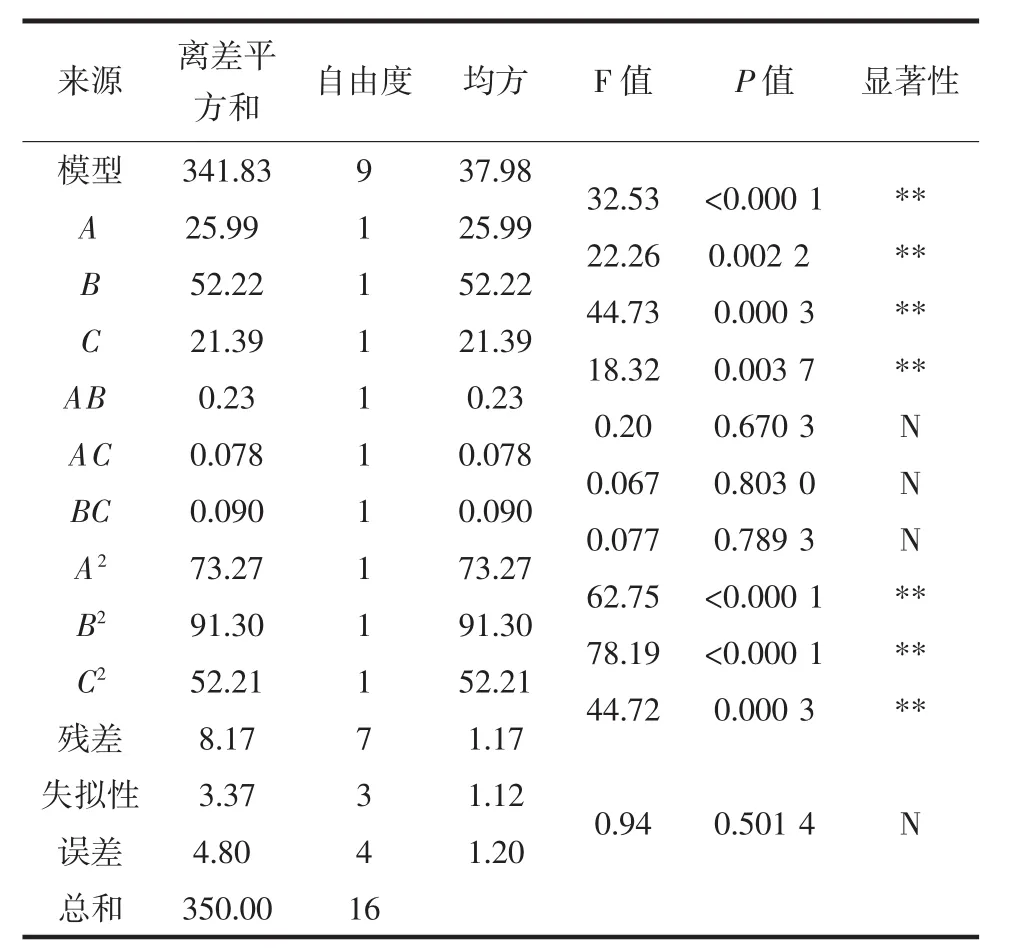
表5 响应面的回归模型和方差分析Table 5 Regression model and variance analysis of response surface
通过Design-Expert8.0.5.0软件对表5统计进行多元回归拟合,得到精酿啤酒糟和蓝莓的质量比,精酿啤酒糟和蓝莓果渣的混合量和麸皮量的二元多项回归方程为Y=44.07+1.80A+2.56B+1.64C+0.240 00AB-0.14AC-0.15BC-4.17A2-4.66B2-3.52C2。Y为真蛋白含量,A为精酿啤酒糟和蓝莓果渣的质量比,B为精酿啤酒糟和蓝莓果渣的混合量,C为麸皮量。通过比较方程中一次系数的绝对值大小,可以直接判断因子影响的主次性[15]。从回归方程可知,精酿啤酒糟和蓝莓果渣的混合量对发酵之后的真蛋白含量影响最大,其次是精酿啤酒糟和蓝莓果渣的质量比,最后是麸皮量。
由表5可知,模型的F=32.53 P<0.0001,证明模型极显著,失拟项F=0.94,P=0.501 4>0.05表明失拟不显著,二元多项回归方程拟合效果良好[16]。在回归模型中,一次项 A、B、C,二次项 A2、B2、C2对响应值 Y 影响极显著(P<0.01),而因素间的交互项显著性较差,表明3个因素对真蛋白含量均存在显著影响,其关系是一种非线性关系[17-18]。模型决定系数R2=0.976 6,说明该模型可以解释97.66%的试验,方程的拟合度较高。CV代表离散系数可表示试验的精确度,其值越低,试验可靠性越高,本试验的CV=2.82%说明试验操作可信度较高[19],信噪比为15.621,远大于4,说明该模型拟合度和可信度均较高[20]模型可用于精酿啤酒糟和蓝莓果渣混合发酵的条件分析和预测。
2.3.2 响应面交互作用分析
利用Design-Expert8.0.5.0软件制作的响应面图来反映各个因素与响应值之间的关系和两个因素间交互作用的类型,通过等高线图反映各因素间交互作用的显著程度。响应面坡度陡峭,等高线呈椭圆形或扁平状表示交互作用显著,响应面坡度平缓,等高线呈圆形表示交互作用不显著[19]。3种因素交互作用时真蛋白含量的影响的曲面图见图3。
图3直观地反映各因素交互作用对响应值的影响,精酿啤酒糟和蓝莓的质量比(A)和麸皮量(C)对真蛋白含量的响应曲面坡度相对陡峭,表明其对响应值的交互作用相对明显。
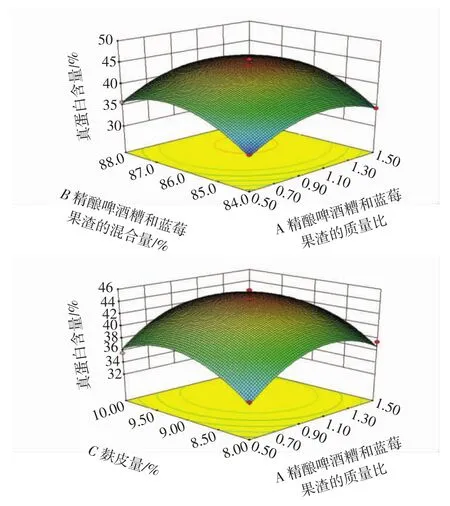
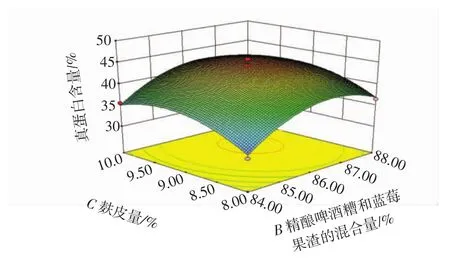
图3 各因素交互作用对真蛋白含量影响的曲面图Fig.3 Surface diagram of interaction of various factors on true protein content
由回归模型分析可知,最佳发酵优化条件是精酿啤酒糟和蓝莓渣的质量比值为1.42∶1,精酿啤酒糟和蓝莓渣的混合量是87.66%,麸皮量为9.9%,真蛋白含量为40.15%。
2.3.3 验证试验
为检验试验的可靠性,利用上述预测的最优发酵工艺条件进行验证试验,3次平行试验的结果表明,发酵产物的真蛋白含量为40.14%,与预测值非常接近。说明模型准确性高,能较好反映各参数对产物真蛋白含量的影响。
3 结论
本试验中精酿啤酒糟和蓝莓果渣的混合物先通过普通高温放线菌进行第一次发酵以降解粗纤维,再通过白地霉和植物乳杆菌的混合菌进行二次发酵制得饲料蛋白。普通高温放线菌第一次发酵后粗纤维含量由原来的23.7%降为7.9%,在Plackett-Burman设计的基础上,确定二次发酵的3个最重要影响因素,通过响应面试验优化得到了二次发酵的最佳发酵优化条件,试验结果表明,当精酿啤酒糟和蓝莓渣的质量比值为1.42∶1,精酿啤酒糟和蓝莓渣的混合量是87.66%,麸皮量为9.9%,白地霉和植物乳杆菌的质量比为4∶1,最佳接种量为5%时,真蛋白含量可达40.15%。3个最重要因素对真蛋白含量影响的程度依次为精酿啤酒糟和蓝莓的混合量>精酿啤酒糟和蓝莓质量比>麸皮量。本研究通过微生物固态发酵技术将两种营养丰富的精酿啤酒糟和蓝莓渣进行混合发酵生产单细胞蛋白饲料不仅可以充分利用两种废渣中的营养成分而且可以降低因精酿啤酒糟和蓝莓果渣利用困难而造成的资源浪费和环境污染。
猜你喜欢
河南畜牧兽医(2021年9期)2021-12-10 10:43:50
河北果树(2021年4期)2021-12-02 01:15:08
音乐教育与创作(2020年2期)2020-06-19 06:45:46
商周刊(2017年5期)2017-08-22 03:35:22
作文周刊·小学一年级版(2017年26期)2017-08-10 20:31:15
今日农业(2017年11期)2017-01-31 14:53:50
河南科技(2015年2期)2015-02-27 14:20:29
中国林副特产(2014年5期)2014-09-17 00:58:42
食品工业科技(2014年15期)2014-03-11 18:17:49
食品工业科技(2014年15期)2014-03-11 18:17:20