
涤粘棉(T/R/C)混纺纱牵伸控制对针织布面的影响
2020-12-18 06:12陈素兰王赞华
纺织报告 2020年9期
陈素兰,王赞华,方 衡,陈 可
[1.远纺工业(无锡)有限公司,江苏 无锡 214028;2.江南大学,江苏 无锡 214122]
使用多种原料组合来进行纱线的混纺,与单一原料纺制的纱线相比,在实际生产与应用上具有以下优势:(1)扩大纺织原料的适用范围;(2)改善产品的服用性能,实现产品的多组分多功能化。不同原料的性能存在较大的差异,因此,原料的预处理和混合技术非常关键(这不在本研究讨论范畴)。在纺纱过程中,细纱工段非常关键,否则针织布料的成品上会出现很多布面瑕疵,而因3种原料分布不均匀而产生的起横,几乎是无法弥补的,不仅会影响后续工序的顺利进行,也会对工厂造成不可估量的损失[1-3]。当前,多组分的功能性纤维应用极为广泛,研究好这个课题对多原料功能性纱线的稳定生产大有裨益。本研究以最基础的涤粘棉(T/R/C)三原料的生产为例,从细纱牵伸控制入手,对多组分原料的纺纱进行研究,以控制最佳的解决方案。
1 多组分纱线在细纱纺纱方式上的选择
多组分纱线在细纱工段上由于纤维长度不一样,在钳口输出时,随着牵伸形式的不同会出现不一样的风格表现。本研究进行了系列实验:实验原料为仪征针织用涤纶1.33 dtex×38 mm,赛得利BVR粘胶1.33 dtex×38 mm以及棉(马值为4.4,强力为29 cN/dtex,长度为30 mm,色泽为21,含杂率为2.5%,棉结为250 T),采用条混工艺,涤粘棉(T/R/C)混纺比为75∶12∶13,粗纱定量5.91 g/10 m,所纺细纱为32 s,实验发现,相同的粗纱,在以环锭纺的方式加工并制成的针织布单染RC或者单染T时,均表现为布面均匀,色光一致不起横。但以负压式紧密纺(华方四罗拉或者绪森三罗拉)纺制纱线时,在工艺优化前,布面单染都会出现微横或者明横的现象。
观察发现,负压式集聚纺这种纺纱方式,须条从上销处输出时,较长的涤纶纤维和伸直平行度较高的黏胶纤维很容易就被吸附在吸风槽的表面,并处于比较强的受控状态,而长短不一的棉纤维则处于不受控状态,由此生产出来的管纱,出现了纤维内外层转移,生产出针织布单染时,就会表现出若隐若现的横条,有时甚至还会出现明横[4-5]。
企业就相同粗纱生产的细纱,在不同纺纱工艺下生产的针织布面单染结果如表1所示。
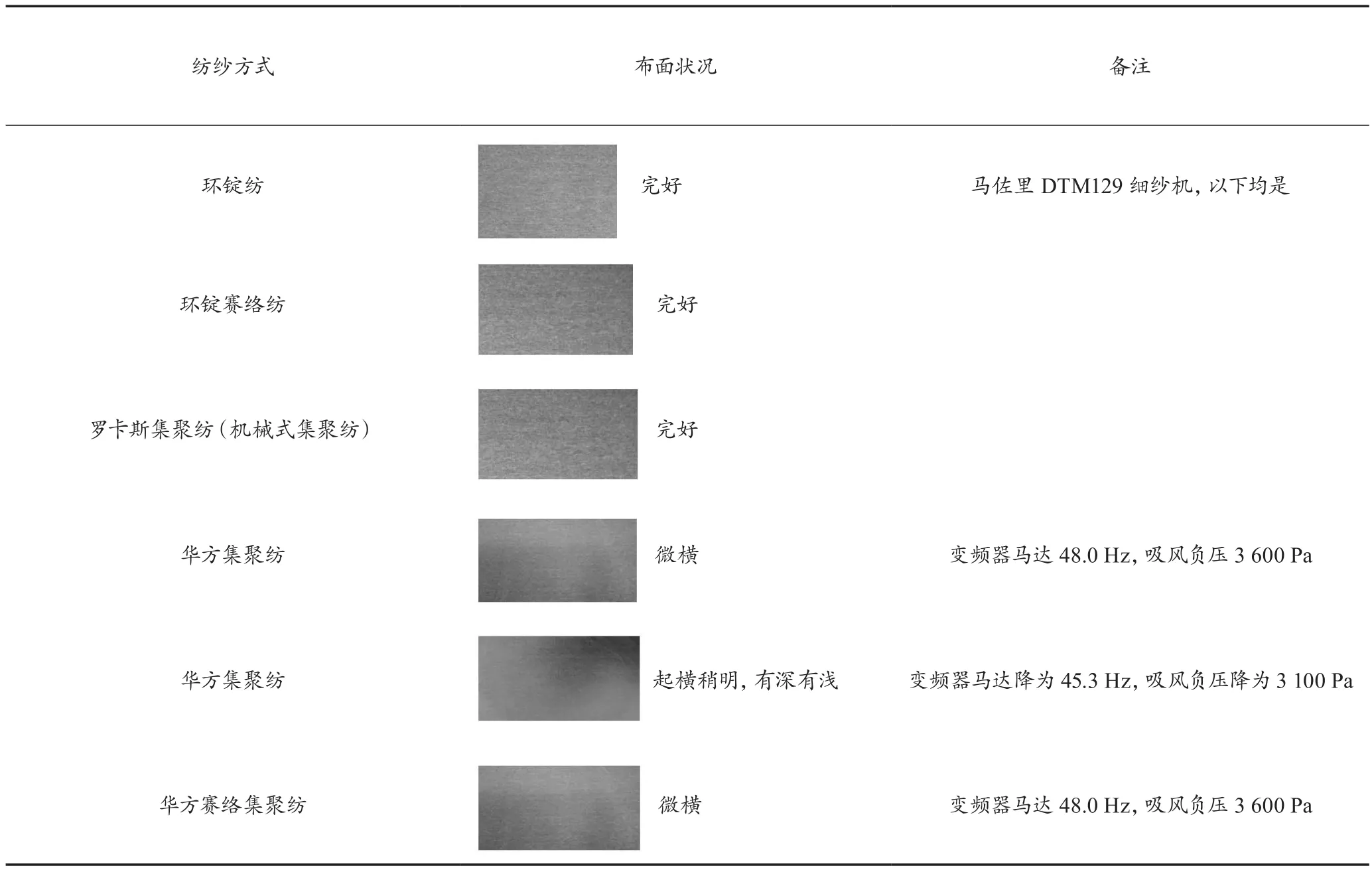
表1 相同粗纱生产的细纱在不同纺纱工艺下生产的针织布面单染结果
对以上实验结果进行分析可以得出,当采用负压式集聚纺时,多原料的混合比较容易产生纤维的分层[6-8],而相同的粗纱改用机械式集聚纺(罗卡斯磁力吸附式集聚纺)进行同样的实验,得出的结论是不会出现起横的现象。
因此,对于布面色光的一致性有比较高的要求时,细纱工艺优先考虑采用环锭赛络纺或者环锭纺;对于毛羽和起毛起球要求较高的可以考虑采用机械式集聚纺进行生产;单染产品尽量避开负压式紧密纺。
2 多组分纱线在三罗拉集聚纺(绪森型)时采用不同牵伸比的布面表现
在三罗拉细纱机上纺纱时,前一、前二的皮辊线速比分多个档次。纺纯棉时,绪森集聚纺皮辊线速比一般是1.065或者1.053。但这样的线速比用于三原料混纺时品布经常会出现明显的横档,因此,文章对绪森集聚纺的可选工艺进行了有针对性的研究。
在采用不同线速比纺制同样混棉比的32 s细纱时(配棉同上),集聚区观察到的现象如图1所示,相对应的布面结果如表2所示。
据分析,当线速比为1.053时,须条在离开主牵伸区的时候,因为线速比大,须条被引导皮辊迅速有力地拉走,整个须条在网格圈的表面呈直线状,这种情形下,引导皮辊的牵引力超出负压槽的吸附力,因此成品布单染经常表现为明显的起横[9]。相反,在线速比为1.000时,须条离开主牵伸区钳口时略显松弛,甚至出现弹跳现象,这样生产出的成品布布面状况完好。相关纱线物理指标如表3所示[测试仪器为USTER TEST4条干仪,YG173纱线毛羽仪;测试温度为(20±2)℃,湿度为(65±3)%]。
从表3的结果可以看出,多组分的原料需要比较柔和的牵引力,否则纤维不是自然往前输送,有被抽拔出来的意味,这一问题还需在后续工作中进一步深入研究与探讨。

图1 采用不同线速比纺制同样混棉比的粗纱时所观察到的实际现象
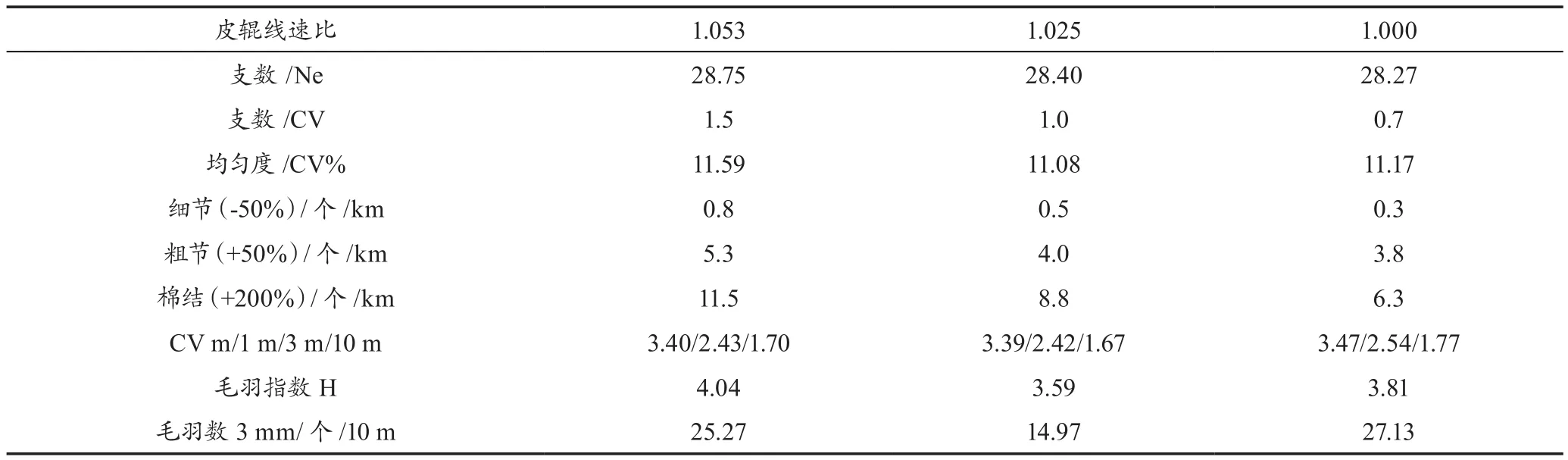
表3 T/R/C绪森集聚纺皮辊采用不同线速比的品质测试(32 s管纱)
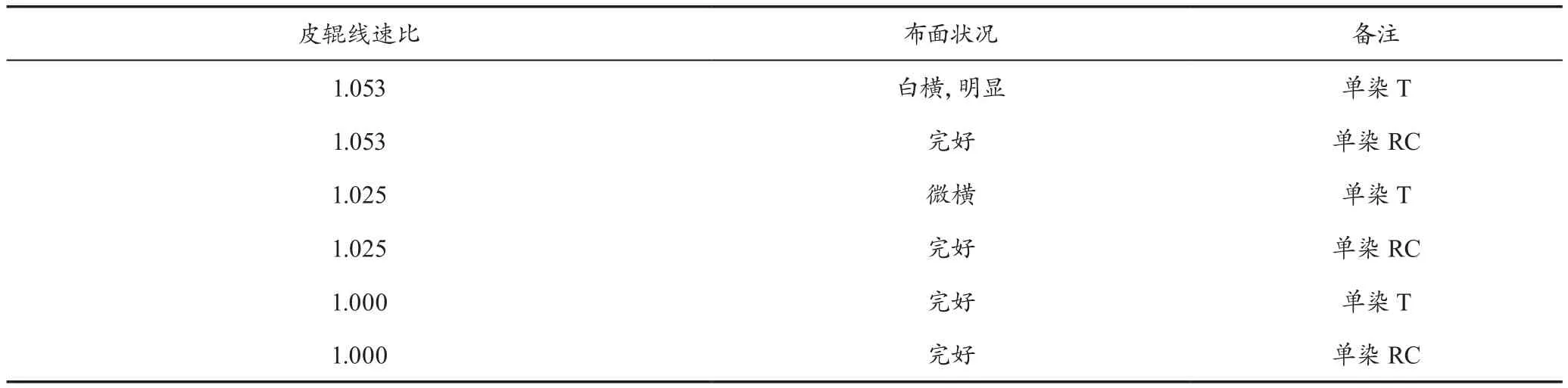
表2 相同T/R/C粗纱在绪森集聚纺不同线速比布面单染结果
3 多组分原料粗纱在四罗拉集聚纺上的优化组合
在实际生产中,有时对织物的毛羽和起毛起球有一定的要求,或者因车间机台配置等限制,只能采用四罗拉集聚纺或者赛络集聚纺,因此,对多组分原料粗纱在四罗拉集聚纺上的优化组合进行了实验研究。
鉴于实践经验,在使用四罗拉集聚纺时,选择最佳的吸风负压后,可以优选皮辊牵伸的组合部件来达到适合引导纤维的效果。对于引导皮辊,进行了比对试验,实验结果如表4所示。
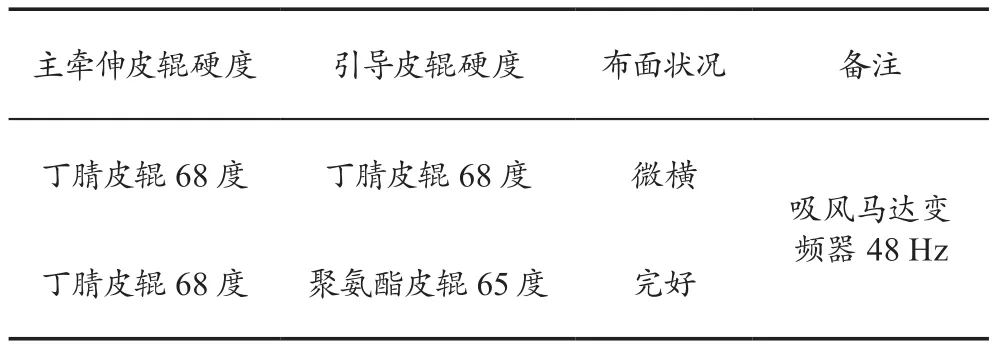
表4 相同粗纱在不同四罗拉集聚纺皮辊组合下生产的布面单染结果
经过反复对比实验可以发现,聚氨酯皮辊由于其表面柔韧,对纤维握持相对柔和。纤维位移比较稳定一致,保证纱线内纤维的均匀分布。因此,在多组分混纺时,若织物成品出现单染横档瑕疵,不能简单地认定这种深浅色档就是混纺比例的差异问题,还存在较多综合影响因素。
本研究以生产实例的分析过程为例(纱线生产主牵伸皮辊和引导皮辊均为丁腈皮辊68度)。
(1)布面呈现明显的规律性横档,如图2所示。

图2 布面呈现明显的规律性横档
(2)排除纱支捻度和成分异常,压织物胶片后并没有出现横档,如图3所示。
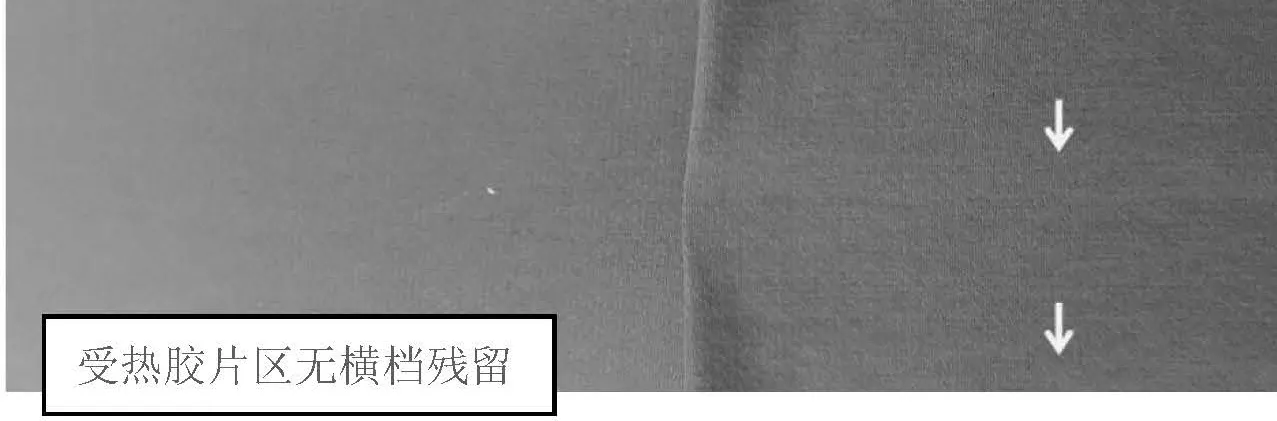
图3 横档织物压胶片热定型后胶片无残留横档
(3)拆解纱线后的织袜带,现象如图4所示。

图4 拆解纱线后的织袜带
(4)对纱线横断面进行切片观察,如图5所示,可明显看出,3种原料比例也基本相当,但是分布出现较明显的差异。深色纱线外围是棉黏胶多,浅色纱线相对较少,佐证了因牵伸因素导致纤维在纱线中分层的理论。
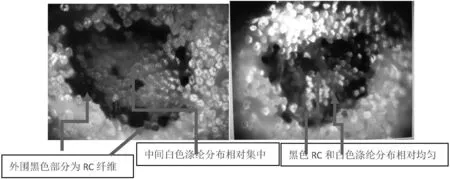
图5 HGO金相显微镜对纱线横断面放大600倍进行切片观察
通过上述实验,后专件优化配置为主牵伸皮辊为丁腈皮辊68度,引导皮辊为聚氨酯皮辊65度后相对稳定,此类横档基本不再出现。因此,实验较好地验证了皮辊的牵引对纤维在纱线结构内分布的影响。
4 结语
多组分原料的混纺,在前纺纤维混合均匀的基础上,细纱的牵伸对纤维的分布影响较大,要根据布面的需求进行合理的工艺配置。根据实验得出结论:(1)单染布种优先选用环锭纺或者环锭赛络纺。对毛羽要求较高的单染布面,细纱优先选用机械式集聚纺。(2)若在四罗拉负压式集聚纺生产需要实验比较合适的吸风负压,且配合使用高弹低硬度的引导皮辊加以改善。(3)若在三罗拉负压式(绪森型)集聚纺生产则需要考虑减小牵伸比。另外,多组分原料混纺纱由于原料的性能差异较大,会造成所纺的纱内部积聚应力,应力的存在和后道的释放也会影响起横的效果。因此,在有条件的情况下,可以选择管纱蒸纱、加湿定捻等方式来消除应力,让布面更趋于完美。
猜你喜欢
收藏与投资(2022年9期)2022-10-13
青海湖(2022年5期)2022-07-25
青海湖(2022年5期)2022-07-25
重庆大学学报(2022年4期)2022-04-23
汽车实用技术(2022年6期)2022-04-02
小哥白尼·野生动物画报(2021年6期)2021-07-14
内燃机与配件(2020年3期)2020-09-10
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
北京汽车(2019年3期)2019-07-19
