潘集选煤厂高灰粉矸石回收环节工艺测试结果分析
2020-12-16 05:09董爱民朱再胜桂洋洋吴大为丁光耀苑金朝
煤炭加工与综合利用 2020年11期
董爱民,朱再胜,桂洋洋,吴大为,丁光耀,苑金朝
(1.北京国华科技集团有限公司,北京 101300;2.淮南矿业集团选煤分公司 潘集选煤厂,安徽 淮南 232082)
1 概 述
淮南矿业集团所属的潘集选煤厂是于2018年全面竣工投产的年处理能力为12.00 Mt的特大型炼焦煤选煤厂,采用的是预先不脱泥、不分级无压给料三产品重介质旋流器选煤工艺,主厂房内共有4套生产系统,每2套生产系统共有1个高灰粉矸石回收环节,其工艺流程见图1。矸石磁选机尾矿由泵输送到水力旋流器,旋流器溢流自流至二段浓缩机,底流由高频筛脱水回收,作为粉矸石与重选矸石汇合后出厂,高频筛下水也自流至二段浓缩机,浓缩机底流由压滤机脱水回收[1-3]。
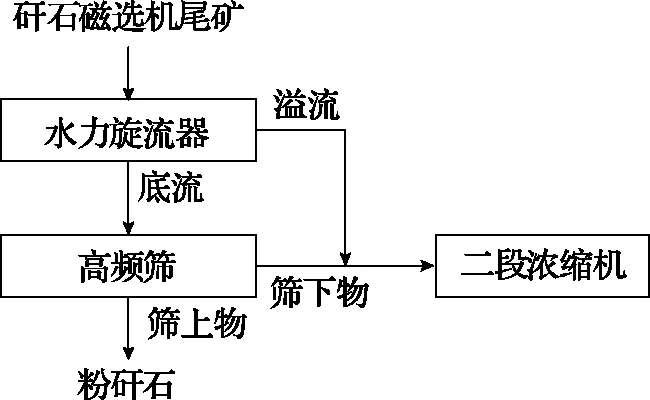
图1 粉矸石回收工艺流程示意
水力旋流器和高频筛技术规格见表1。
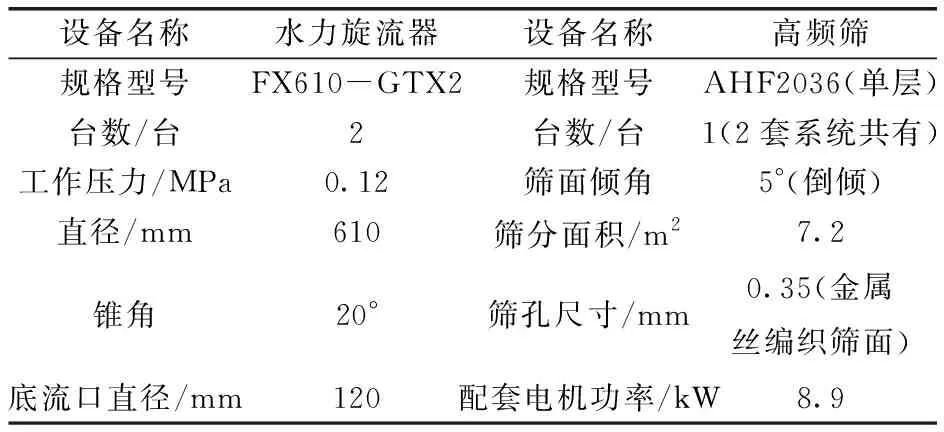
表1 设备技术规格
2 入料粒度组成
水力旋流器的入料即为粉矸石回收环节入料,其粒度组成见表2。由表2可知:
(1) 实际入料灰分78.28%,接近80%。安徽省潘集选煤厂周边煤田的围岩是碳化程度低的沉积岩,所以采用三产品无压给料重介质旋流器分选时,能用单一低密度重悬浮液分离出高密度级灰分近于85%的纯矸石来。水力旋流器入料来自于矸石磁选机尾矿,而该磁选机的入料源自于矸石脱介筛筛下水,所以水力旋流器—高频筛环节所要回收的粉矸石正是重介选所排除矸石组成的一部分。
(2) 实际入料中0.5~0.25 mm粒级产率为34.15%,是主导粒级,大于0.5 mm粒级数量也不少,二者合计产率高达62.87%,相比之下,小于0.075 mm的细煤泥产率不足10%。
(3) 大于0.5 mm粒级灰分高达82.11%,随粒径变细灰分随之递减趋势明显,0.25~0.075 mm粒级灰分下降为71.80%,而0.075 mm以下的3个粒级灰分剧降10个百分点。
以上简析可知,粉矸石回收环节的工艺要求是将规定粒级定为0.075 mm,以其作为分界点,也就是将大于0.075 mm粒级看为是粗粒,小于0.075 mm粒级看为是细粒,对于大于0.075 mm粒级应该尽可能多地回收后与重介选的矸石一起作排弃处理,尤其是当原料煤中混有易泥化的黏土类矿物时,更应如此,以避免恶化全厂的煤泥水处理工作[4-6]。对于灰分小于60%的小于0.075 mm的粉矸石,可由二段浓缩机沉淀后,由压滤机回收。
3 水力旋流器工艺效果
水力旋流器的工艺效果可以从分级效果和浓缩效果2个方面评定[7]。
3.1 分级效果
3.1.1 分级效率和平均分配误差
参照MT/T 738—1997《选煤厂水力分级设备工艺效果评定方法》[8],可根据入料及产物粒度组成计算出底流、溢流的产率,进而获得粗粒分配率(见表3),以此可绘制分配曲线(见图2)。
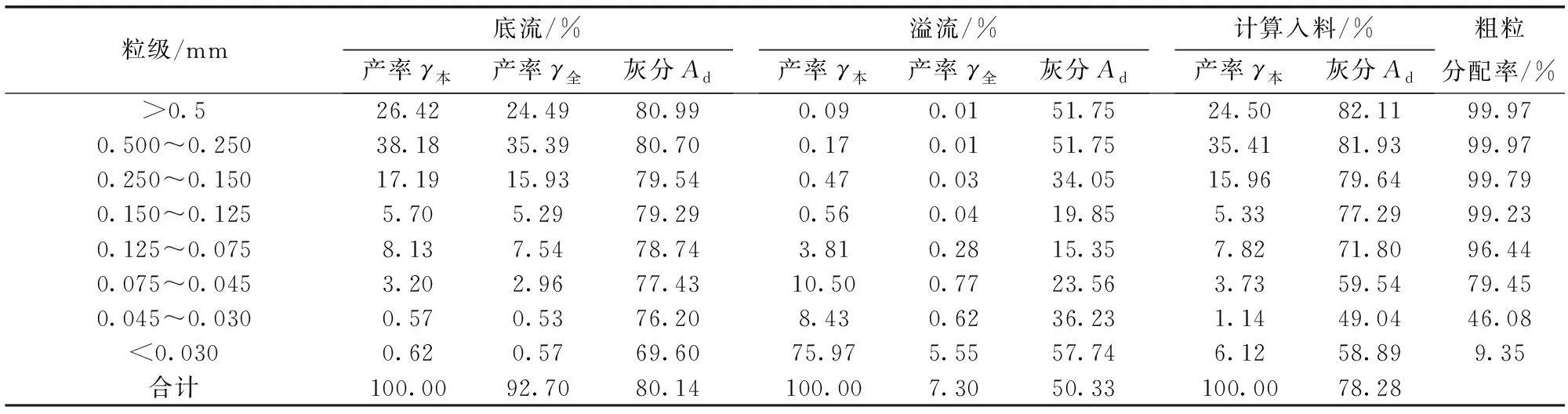
表3 水力旋流器的产物粒度组成及粗粒分配率(均方差σ=1.97)
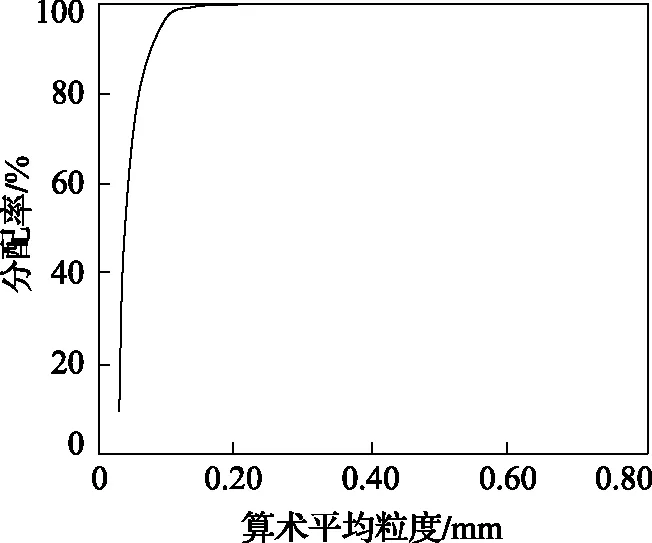
图2 水力旋流器分配曲线
从表3可看出:
(1)溢流的粒度组成是极细的,基本杜绝了大于0.25 mm粒级;
(2)大于0.075 mm各粒级粗粒分配率相当接近100%,符合对规定粒度为0.075 mm的工艺要求;
(3)底流固体产率高达92.70%,完全符合既定目标;
(4)用均方差来核实实际入料与计算入料的准确性,本次水力旋流器测试均方差σ=1.97,小于临界值3.00,表明了数据可靠、可信、有效。
由图2可知:
(1)分配曲线的形状可以直观地反映颗粒按粒度大小进行分级的精确程度,在理论条件下,分配曲线的中间段是通过分配粒度的垂线,图2中曲线前半段比较陡直;
(2)平均分配误差PEm是对分配曲线中间段垂直程度的量化指标,当分配曲线为垂线时,则PEm=0,图2中曲线的PEm=0.011 mm,这定量地表明分离精度是比较高的;
(3)分配粒度Sp是指该粒径的颗粒分配到底流或溢流中的概率皆为50%,由图2可知Sp=0.037 mm,表明该水力旋流器的分级粒度是极细的。
3.1.2 分级效率
分级效率这项指标将分级设备的分离精度进一步具体化、形象化。它是一项综合分离的指标,从全方位角度来评定分级的工艺效果。从工艺上看,分级效率越接近100%越好[9]。
分级效率计算式为:
η=Ec+Ef-100
(1)
从工艺上讲,粗粒产物正配效率越接近100%越好。粗粒产物正配效率的定义是:粗粒产物中粗粒物料占计算入料中粗粒物料的百分率,其计算式为:
式(1)、(2)中:η—分级效率,%;
Ec—粗粒物正配效率,%;
Ef—细粒物正配效率,%;
ru—底流产物产率,%;
uc—底流产物中粗粒物含量,%;
Fc,r—计算入料中粗粒物含量,%。
按照工艺要求,大于0.075 mm颗粒称为粗粒,根据表3,ru=92.70%,uc=95.61%,Fc,r=89.01%,则Ec=99.57%,此值相当之高,几乎所有的粗粒都正配到底流之中。
细粒产物正配效率也是越接近100%越好。细粒产物正配效率的定义是:细粒产物中细粒物料占计算入料中细粒物料的百分率,其计算式为:
式中:uf——底流产物中细粒物含量,%;
Ff,r——计算入料中细粒物含量,%。
根据表3,uf=4.39%,Ff,r=10.99%,则Ef=62.96%,此值看似小一些,但从工艺讲,注重的是粗粒在底流中回收数量。
则水力旋流器分级效率η=99.57%+62.96%-100%=62.53%。众所周知,对于所有分级设备而言,分级粒度越低,分级效率就越低,该水力旋流器分级粒度为0.037 mm,所获得这样的分级效率就很不错了。
3.2 浓缩效果
按照浓度平衡原则,根据下式建立联系方程:


a——入料浓度,%;
b——底流浓度,%;
c——溢流浓度,%。
实测入料浓度a=9.30%,底流浓度b=69.5%,溢流浓度c=0.78%,则r′=87.60%,即旋流器溢流携带了85%以上的固液量:

则r1=95.83%,溢流液体产率也就是脱水率,它表征溢流携带的水量占入料水量的百分比值。
综上可知,潘集选煤厂的粉矸石回收环节中的水力分级旋流器工艺效果是令人满意的,溢流中最大颗粒基本上能控制在0.125 mm以下,大于0.075 mm颗粒近乎100%地分配到底流中,小于0.075 mm粒级60%以上从溢流中脱除。溢流脱水率在95%以上,底流浓度高达69.5%,为高频筛制造了良好的生产条件。
需要指出的是,本次测试是在水力旋流器入料压力在0.2 MPa,入料流量近于200 m3/h的工作条件下进行的。由于旋流器入料口断面积是固定值,所以矸石磁选机尾矿桶在正常生产时必须保持稳定的液位,才能使旋流器处于正常工作状态。故此,建议增设尾矿桶液位控制系统,保证水力旋流器入料压力稳定。
4 高频筛工艺效果
4.1 分级效果
4.1.1 分配粒度与平均可能偏差
参照GB/T 15716—2005《煤用筛分设备工艺性能评定方法》,可根据其入料及产物粒度组成,计算出筛上物、筛下物的各自产率,进而获得粗粒分配率(见表4),以此可绘制分配曲线,见图3。
从表4可知:
高频筛回收情况不理想,相当一部分物料透筛而过,筛下物产率竟达45.55%(为粉矸石回收环节入料的42.22%),其中近乎一半的是大于0.25 mm粒级。这些物料进入二段浓缩机有以下坏处:高密度粗颗粒沉降速度快,是“压耙子”的隐患;若混有易泥化的黏土类矿物,不利于煤泥水澄清、净化,不利于压滤机正常工作。
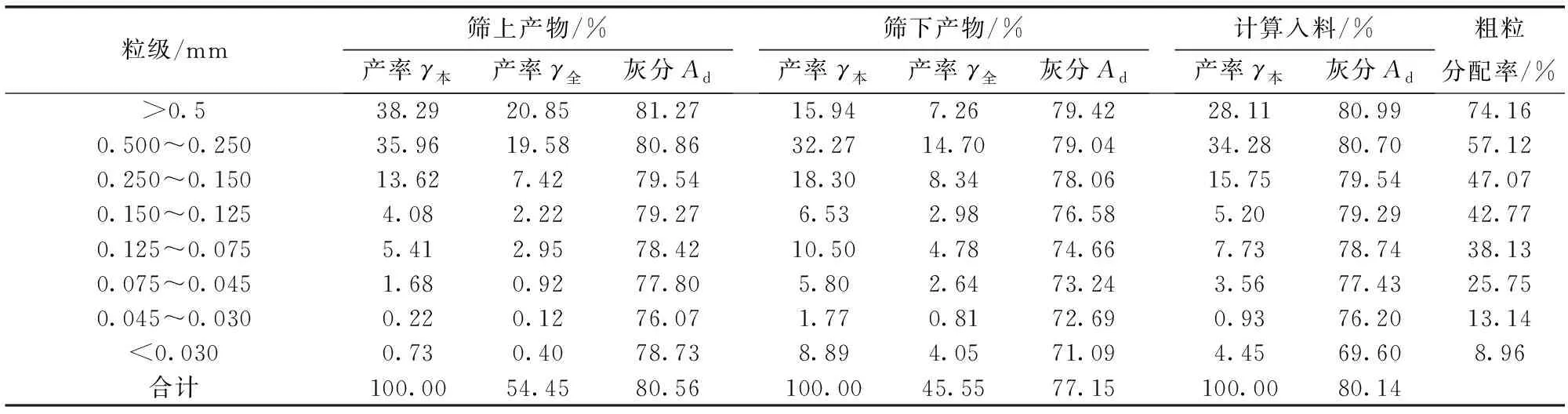
表4 高频筛产物的粒度组成及粗粒分配率(均方差σ=2.25)
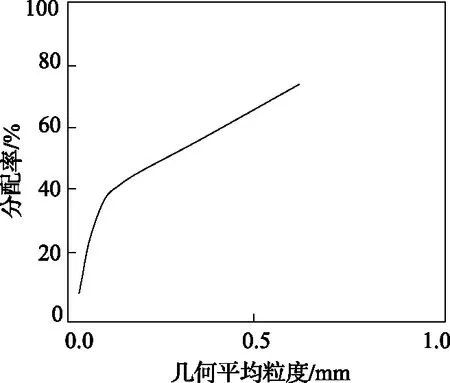
图3 高频筛分配曲线
从图3上可以看到该曲线大致由2条斜线组成,即粗粒段较倾斜,细粒段较陡直,其可能偏差值较大。高频筛的主要功用是脱水回收,并非分级,但入料含水量较低,水分已为30.50%,物料呈团块状在筛面上移动,分级精度偏低。
分配粒度较粗Sp=0.236 mm,这与金属丝编织筛网孔径有关。
4.1.2 筛分效率
根据工艺要求,规定粒度Sd仍为0.075 mm,按照表4数据可得粗粒正配效率Ec=58.63%,细粒正配效率Ef=84.16%,高频筛的筛分效率η=42.79%,分级效率低的原因是筛下物中粗粒含量过多的缘故。
4.2 脱水效果
生产测试高频筛入料浓度a=69.50%,筛上物浓度b=79.90%,筛下水浓度c=16.89%,按式(4)、式(5)可计算出筛下物流体产率r1=68.22%。也就是说高频筛有2/3以上的水被脱除,筛上细粉矸水分为20.10%,其效果是良好的。
该高频筛的金属丝编筛网孔径为0.35 mm,之所以有数量可观的大于0.5 mm粒级透筛,主要有以下3种可能性。
(1)筛网局部破损,但从图3的分配曲线分析,可排除此可能性。众所周知,筛分过程是颗粒直径与筛孔尺寸的比例按概率进行分级的过程,所以可将平均粒径与分配率的各个坐标点连成1条光滑曲线,如果筛网局部破损,就打破了此规律,因此这种可能性可以排除。
(2)筛网质量有问题,存在筛孔变形的欠缺。
(3)筛网长期使用致使磨损或筛网与筛框紧固不够严密。
对于后两者,建议予以重视。解决筛下物跑粗严重的根本措施是更换成孔径较小(例如0.25 mm)的筛网。笔者以测试数据为基础建立回归方程来预测更换筛面后的效果。
5 用回归方程来预测筛分效果
根据表3的各粒级粗粒分配率的数据,将它转换为相对粒度d值与粗粒分配率r的关系(见表5)并以此绘制d-r关系曲线(见图4)。

表5 d值与r值关系
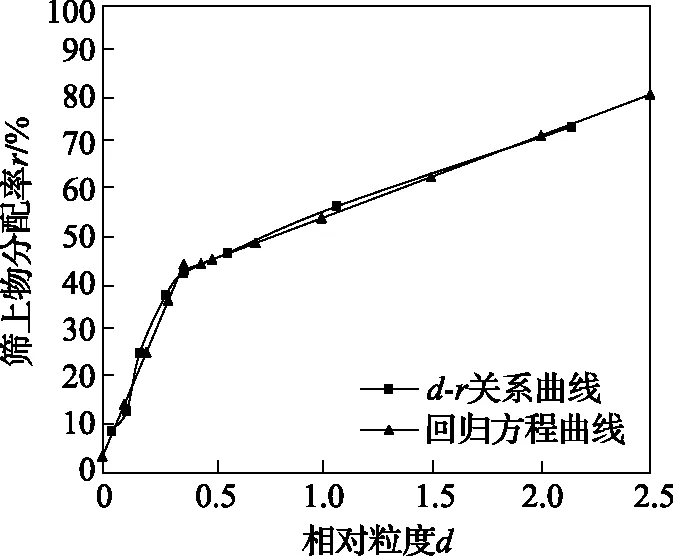
图4 d-r关系曲线
从图4d-r关系曲线的形状来看,它大致上由2条斜直线所组成,右侧平缓,左侧陡峭,其交点为d=0.37,r=42.77%的坐标点,为此可推导这2条斜线的回归方程,右侧斜直线的回归分析见表6。

表6 d1与r关系线的回归分析计算(d≥0.37)

自由度φ=4-2=2,查表α=0.01,R0.01=0.990,即R大于R0.01,表明筛上物分配与相对粒度之间存在正相关关系,在R0.01水平是显著的,线性相关可靠性在99%。

则筛上物分配率r与粒筛比d之间的回归方程为:
y=a+bx,即r=36.87+17.70d1,%
(用于d≥0.37)
(6)
这表示d1每增加0.01,r随之增加1.77个百分点。
按同样方法推导了左侧斜直线的回归方程,其可靠性为99%。
r=3.52+111.29d2,%
(用于d<0.37)
(7)
这表示d2每增加0.01,r就增加11.13个百分点。
0.25 mm筛孔的筛分产物粒度组成预测见表7,分别按(6)(7)式计算的粗粒分配率列于该表第4纵栏。由表7可知,当筛孔孔径由0.35 mm改为0.25 mm时,经预测,筛上物产率为68.52%,增加了14.07个百分点,粗粒正配率为70.11%,上升了11.44个百分点。需要指出的是,上述2个回归方程生产条件中,包含高频筛筛孔孔径可能变形及筛网紧固不够紧2个因素,如果采取措施消除他们的影响,那么实际效果可能比预测值更佳。
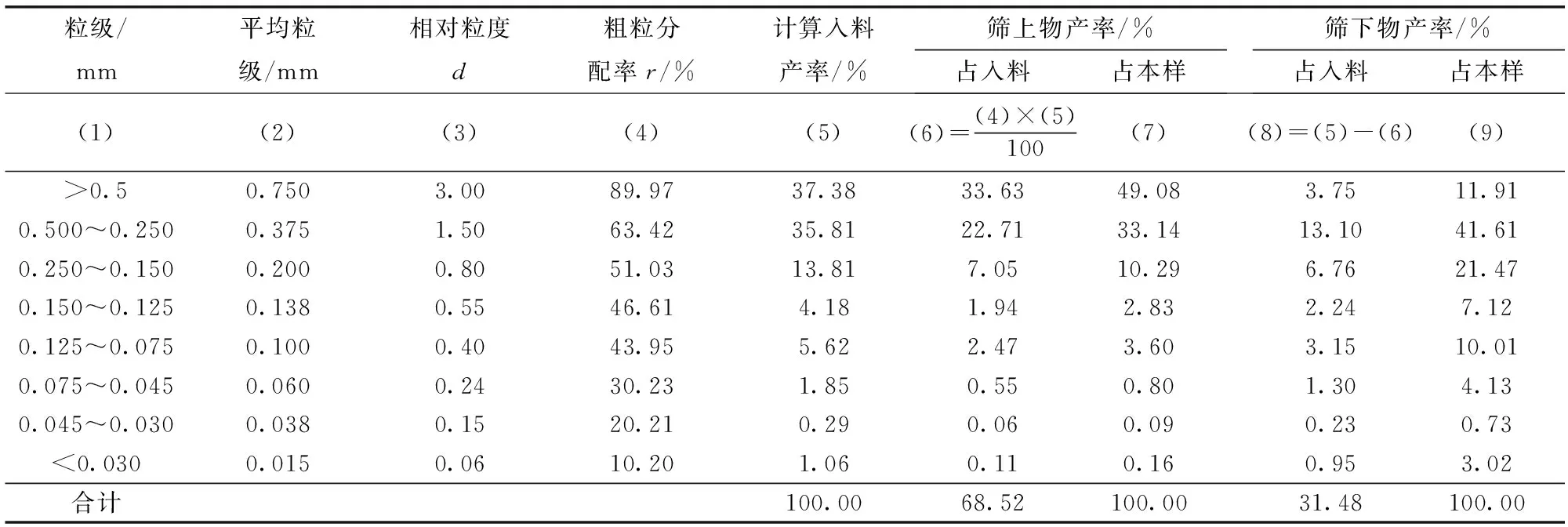
表7 0.25 mm筛孔的筛分产物粒度组成预测
众所周知,筛孔孔径缩小后,筛网开孔率随之减小,高频筛的脱水效果是否受影响?
据生产测试得知,高频筛入料量为17.2 t/h,浓度为69.50%,携带水量7.6 m3/h,脱水量仅仅5.2 m3/h,高频筛筛面面积7.2 m2,单位面积实际脱水量只有0.72 m3/h,远远没达到设计能力,所以这台高频筛是具有脱水潜力的。实测其筛上物水分为20.10%,现使筛孔变细,水分增2~3个百分点,由于粉矸石量小,掺到重选矸石中后,也产生不了很大的影响。
6 结 语
选煤厂通过工业性测验取得翔实的数据,对各工艺环节可进行深入的定量分析,有利于精细化的生产技术管理。
对于潘集选煤厂的粉矸石回收环节的技术分析表明,水力旋流器工艺效果是令人满意的,它的分级粒度细,底流浓度高,符合工艺要求;高频筛具有生产潜力,但筛下物产率过高、粒度粗,未达到期望值。
建议将高频筛的金属丝编织筛面的孔径由0.35 mm改为0.25 mm,笔者通过各平均粒径与筛上物分配率对应数据,推导出数理统计的回归方程,用它来预测其使用效果。
猜你喜欢
矿产保护与利用(2022年3期)2022-08-12
西安交通大学学报(2021年11期)2021-11-16
矿冶(2021年4期)2021-08-25
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
矿冶(2021年1期)2021-04-22
导弹与航天运载技术(2021年1期)2021-03-01
热带作物学报(2020年5期)2020-06-19
贵州大学学报(自然科学版)(2020年1期)2020-02-06
科学与财富(2017年6期)2017-03-19