活化MDEA 脱碳过程的模拟及优化
2020-12-15 02:15:14刘建明
石油石化绿色低碳 2020年5期
刘建明
(陕西延长中煤榆林能源化工有限公司,陕西靖边 718500)
1 概述
醇胺法脱碳工艺是目前工业上应用较广泛的净化方法[1],具体有一乙醇胺(MEA)法、二乙醇胺(DEA)法、活化甲基二乙醇胺(MDEA)法等。由于MDEA 具有溶解性大、蒸汽压低、腐蚀性小、不易变质等优势[2],特别是通过加入活化剂进一步提高脱碳吸收速率后,在投资费用、公用工程、物料消耗等方面与其他脱碳方法相比更加经济,具有很强的竞争性[3]。
高炉是用于铁矿石、焦炭等高温冶炼设备,从位于炉子下部沿炉周的风口吹入经预热的空气。在高温下焦炭中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,还原得到铁。炉顶工艺气中不仅含有一氧化碳和氢气,还含有相当数量的二氧化碳。
某厂采用MDEA脱碳装置除去炉顶工艺气中的二氧化碳,返回至高炉中回用。由于炉顶工艺气中二氧化碳含量很高(体积分数~25%),采用常规的MDEA无法脱除高含量的二氧化碳[4],因此胺液中加入了哌嗪作为活化剂,以提高二氧化碳的吸收速率。原装置采用了常规的一段吸收+再生工艺,常见的活化MDEA 法还有二段吸收+再生工艺即半贫液工艺,半贫液工艺具有净化度高、再生能耗较低、腐蚀性小的优点[5]。国内很多学者对半贫液脱碳工艺进行过分析和模拟,花亦怀等[6]在实验的基础上利用Aspen Hysys 分析了胺浓度、哌嗪浓度对二氧化碳吸收效果的影响,取得了较优的参数;邰晓亮[7]等利用Aspen Hysys 对半贫液脱酸工艺与传统脱酸工艺在能耗、设备数量等方面进行了分析比较,结果表明半贫液脱酸工艺在高酸气负荷方面具有很大的应用潜力;陈南翔[8]对不同活化MDEA对二氧化碳的吸收效果进行了对比分析,结果表明以哌嗪作为活化剂适用于高含量二氧化碳的处理,并对多种脱碳工艺进行分析对比,得到了不同工艺的适用范围。文章利用流程模拟软件建立了活化MDEA脱碳装置的模型,并在此基础上对原工艺进行了分析和优化,达到了优化工艺流程及降低装置能耗的目的,为实际工艺的优化提供了理论基础。
2 工艺流程
活化MDEA脱碳装置工艺流程如图1所示。炉顶工艺气经加压后进入气液分离器将其中的凝液分离,气液分离器顶部气相进入吸收塔底部,与塔顶进入的贫胺液逆流接触,传热传质,吸收其中的二氧化碳;吸收塔顶气体经过滤器过滤后作为净化气进入其他工段,吸收塔底富胺液经贫/富胺液换热器加热后进入再生塔中上部。再生塔顶部气相经再生塔顶空冷器冷却后将酸性气外排,冷凝后的液相经再生塔回流泵加压后返回再生塔顶部作为回流,再生塔底部为贫胺液,经与吸收塔底来的富胺液换热后与补充脱盐水和补充胺液混和,经贫胺液循环泵加压后返回吸收塔顶部作为二氧化碳吸收剂回用。
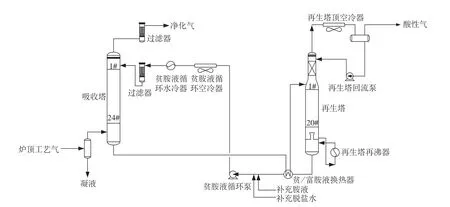
图1 活化MDEA脱碳装置工艺流程
3 过程模拟及验证
3.1 过程模拟
Aspen Hysys、PROII、AMSIM 等商业软件均可以对醇胺脱碳过程进行模拟计算,其中AMISM是采用严格的非平衡态塔板模型及PR 状态方程模拟吸收塔和解吸塔的操作,包含Kent-Eisenberg 热力学模型[9]和Li-Mather[10]电解质模型,可以准确模拟醇胺脱碳过程[5],其中Aspen Hysys和PROII中也集成了AMISM的计算方法,其中Li-Mather模型更先进,可适用于混合胺液的脱硫脱碳计算。文章利用Aspen Hysys 软件对该厂炉顶工艺气脱碳过程进行了模拟计算,其中物性包选择DBR Amine-Pkg,热力学模型选择Li-Mather,炉顶工艺气组成如表1所示。

表1 炉顶工艺气组成及进料条件
3.2 模拟过程的验证
利用Aspen Hysys 建立的模型对该厂活化MDEA 脱碳装置进行了模拟,表2 为实际操作值与模拟值的对比,表3 为吸收塔顶净化气及再生塔顶酸性气组成的对比,从中可以看出实际值与模拟值的符合性较好,说明所建立的模型比较准确。

表2 实际操作值与模拟值的对比
4 流程分析及优化
4.1 半贫液循环
原装置中吸收塔胺液进料仅有塔顶贫胺液,该次优化增加了半贫液循环,用于对炉顶工艺气进行初步吸收。半贫液自再生塔的中部抽出,经半贫液循环泵加压后经半贫液循环空冷器冷却,然后进入吸收塔中下部。半贫液循环量及循环温度与净化气中二氧化碳含量的关系见图2。

图2 半贫液循环量及循环温度与净化气中二氧化碳含量的关系

表3 吸收塔顶净化气及再生塔顶酸性气组成的对比 %(v)
从图2 可以看出,随着半贫液循环量的增大及循环温度的减小,净化气中二氧化碳含量减小,但增大循环量会增加半贫液循环泵及半贫液循环空冷器的负荷,塔顶净化气满足要求即可,考虑到半贫液冷却采用空冷,循环温度控制在45℃,半贫液循环量165 t/h。
图3 为吸收塔半贫液进料位置与净化气中二氧化碳含量的关系。从图3 可以看出,随半贫液进料位置的下移,净化气中二氧化碳含量先减小后增大,在16#塔板进料时净化气中二氧化碳含量最低,说明贫胺液存在一个最优的进料位置,这是由于胺液对二氧化碳的吸收速率与温度、压力、组成等均有关系[2],半贫液进料位置选为16#塔板较为合适。

图3 吸收塔半贫液进料位置与净化气中二氧化碳含量的关系
图4 为再生塔半贫液抽出位置与净化气中二氧化碳含量的关系。从图4可以看出,随半贫液抽出位置下移,净化气中二氧化碳含量先减小后增大,在10#塔板抽出时净化气中二氧化碳含量最低,说明贫胺液存在一个最优的抽出位置,这与贫胺液的抽出浓度及进料处的组成有关,半贫液的抽出位置选为10#塔板较为合适。

图4 再生塔半贫液抽出位置与净化气中二氧化碳含量的关系
4.2 补充水优化
由于净化气中分压及酸性气冷后温度的原因,不可避免会造成循环胺液中水分的损失,因此要对循环胺液补充一定量的水以保证系统的水平衡。该次优化通过在再生塔底部通入低压蒸汽进行补水,不仅可以降低再沸器的负荷,且可以增大酸性气在气相中的分压,有利于胺液的再生。经核算,需补充低压蒸汽量889.5 kg/h,优化前再生塔再沸器负荷35 940 kW,低压蒸汽用量61 017 kg/h,优化后再生塔再沸器负荷33 570 kW,低压蒸汽用量56 993 kg/h,整体蒸汽消耗降低3 134.5 kg/h。
4.3 活化剂浓度优化
MDEA溶液常用于选择性脱硫,这是因为MDEA与H2S反应较为迅速,而MDEA不会与二氧化碳直接反应,只有二氧化碳与水先形成碳酸氢盐后才能与MDEA 发生反应,因此单纯的MDEA 吸收二氧化碳速率较慢,添加了哌嗪作为活化剂后可以大大提高MDEA吸收二氧化碳的速率。
图5为胺液中活化剂浓度与净化气中二氧化碳含量的关系。从图5可以看出,随着胺液中活化剂浓度的增加净化气中二氧化碳的含量降低,说明提高胺液中活化剂的浓度有利于提高胺液的吸收速率,但考虑到装置的腐蚀性问题,一般控制哌嗪浓度<5%(w)[3],因此将胺液中活化剂浓度控制在4.5%~5%(w)较为合适。

图5 胺液中活化剂浓度与净化气中二氧化碳含量的关系
综合以上分析,对活化MDEA脱碳装置进行了优化改造,确定了较优的工艺参数:增加再生塔半贫液抽出循环,抽出位置为第10#塔板,新增半贫液循环泵及空冷器,半贫液进入吸收塔第16#塔板;将贫胺液补水方式由补充脱盐水改为通过再生塔塔釜直接通入低压蒸汽补水;将贫胺液中活化剂浓度提高到4.5%~5%(w)。优化后工艺流程见图6。
5 优化效果

图6 优化后活化MDEA脱碳装置工艺流程
优化改造后,贫胺液循环量降低至568 t/h,装置整体负荷降低了3 436 kW,相较于原装置降低了4.78%,综合能耗降低了6.59%,每年可降低操作费用360 万元,具有较好的节能效果和经济效益,优化前后的操作参数及负荷对比见表4、5,由于优化后工艺增加了直接汽提蒸汽,因此在核算负荷时按照0.45 MPa低压蒸汽进行了折算。

表4 优化前后工艺参数对比
6 结论
1)利用Aspen Hysys流程模拟软件建立了活化MDEA 脱碳装置的模型,物性包选择DBR Amine-Pkg,热力学模型选择Li-Mather,结果表明模拟值与实际值的符合性较好。

表5 优化前后负荷对比
2)利用建立的模型,对活化MDEA 脱碳装置进行了优化改造,增加再生塔半贫液循环,分析及优化了半贫液循环量、循环温度、抽出位置及进料位置;将贫胺液补水方式由补充脱盐水改为通过再生塔塔釜直接通入低压蒸汽补水;分析了贫胺液中活化剂浓度对吸收效果的影响,并得到了较优的操作参数。
3)经过优化,贫胺液循环量降低至568 t/h,装置整体负荷降低了3 436 kW,相较于原装置降低了4.78%,综合能耗降低了6.59%,每年可降低操作费用360万元,具有较好的节能效果和经济效益。
猜你喜欢
石油学报(石油加工)(2022年6期)2022-11-16 13:14:22
石油炼制与化工(2021年8期)2021-08-17 03:00:30
水泵技术(2021年3期)2021-08-14 02:09:24
石油学报(石油加工)(2020年4期)2020-09-27 09:20:10
化工进展(2020年3期)2020-04-01 10:04:30
石油化工设备技术(2019年5期)2019-09-05 12:04:12
中国化工贸易·中旬刊(2018年11期)2018-10-21 20:12:20
中国海上油气(2018年4期)2018-09-11 09:46:06
化工进展(2016年12期)2016-12-10 08:18:32
中国糖料(2016年1期)2016-12-01 06:49:01