
基于三通道数码纺段彩竹节纱的面料设计
2020-12-15 12:58孙显强金淑兰
毛纺科技 2020年11期
孙显强,薛 元,金淑兰,罗 军
(1.江南大学 纺织科学与工程学院,江苏 无锡 214122;2.金华洁灵家居用品有限公司,浙江 金华 321037)
段彩竹节纱以其粗细变化的形态、明暗变化的色彩、松紧变化的捻度等要素赋予纱线及面料特殊的肌理与风格。段彩竹节纱的应用是时尚、新潮服饰及装饰用纺织品创新设计的重要手段[1-3]。段彩竹节纱是在竹节纱线密度变化的基础上辅以色彩分段变化而形成的花式纱线,其形态上由不同长度基纱段和竹节段交替排列组成,色彩上由不同颜色不同段长的纱段交替排列组成。结构上由捻度大结构较紧密的细节部分和捻度低结构较松弛的部分交替排列组成[4-6]。
本文采用三通道环锭细纱机,通过配置3根不同色彩组合的粗纱,调控成型纱线的线密度,改变三基色彩色纤维混纺比以及捻度来纺制段彩竹节纱。采用主牵伸通道和辅助牵伸通道相配合的方式纺制段彩竹节纱,通过主牵伸通道连续喂入1根或2根彩色粗纱,稳定牵伸线密度恒定的基纱部分;通过辅助通道断续式喂入1根或2根粗纱,非定常牵伸线密度较粗的竹节纱部分。
三通道环锭细纱机纺纱模式有2种:①采用1个主牵伸通道和2个辅助牵伸通道的段彩竹节纱纺纱模式,此时基纱部分由主牵伸通道输出1根须条经加捻形成较细段纱线,段彩竹节部分由2个辅助通道输出2根须条夹持由主牵伸通道输出的1根须条经加捻形成较粗段纱线。②采用2个主牵伸通道和1个辅助牵伸通道的模式,此时基纱部分由2个主牵伸通道输出的2根须条经加捻形成较细段纱线,段彩竹节部分由2个主牵伸通道输出的2根须条夹持由辅助牵伸通道输出的1根须条经加捻形成较粗段纱线。通过上述方法纺制出的竹节纱粗细不同,织出的织物表面具有竹节效应,通过改变喂入的三基色粗纱混纺比可在织物表面形成规律变化的色彩,通过捻度的变化可改变织物的表面风格。采用三通道环锭细纱机生产段彩竹节纱,具有更多的调节手段和更灵活的纺纱工艺,可带来更丰富的纱线形貌、色彩及风格的变化,适合于大小批量、多品种及个性化定制的生产加工需求[7-9]。
1 段彩竹节纱的制备机制
1.1 段彩竹节纱的组成


图1 段彩竹节纱示意图
(1)
式中:LAj为第j段基纱的长度,m;NAj为第j段基纱的线密度,tex;LBj为第j段竹节的长度,m;NBj为第j段基纱的线密度,tex。
结合上述竹节纱的纱线结构参数,可根据需要设计出符合要求的纱线,并在三通道环锭细纱机上完成段彩竹节纱的纺制[10-12]。
1.2 三通道环锭细纱机纺段彩竹节纱机制
三通道环锭细纱机纺制段彩竹节纱是通过各个部件运动规律的改变来实现的。设前罗拉、中罗拉、后罗拉速度分别为Vq、Vz、Vhi(i=1,2,3)(m/min),其中,Vh1、Vh2、Vh3(m/min)分别为3个后罗拉的表面线速度,锭子转速为nd(r/min),纺纱时间为t(s)。3根喂入粗纱颜色值分别为(R1,G1,B1)、(R2,G2,B2)、(R3,G3,B3)。成纱线密度ρs(tex)见式(2),各通道混纺比λi见式(3),成纱捻度Tw(捻/m)见式(4),各通道牵伸比Ezi见式(5),基纱段和竹节段的分段长度l(分段长度是指纺出的每一段纱线长度,包括基纱长度和竹节纱长度)见式(6),成纱颜色值见式(7)。段彩竹节纱的调控机制遵循式(1)~(6)。
(2)
(3)
(4)
(5)
l=Vq×t
(6)
(7)
式中:ρi为第i个通道喂入粗纱的线密度,tex;ρs为段彩竹节纱的线密度,包括基纱线密度和竹节纱线密度,tex;nd为锭子转速,r/min;Rs、Gs、Bs分别指段彩竹节纱对应的RGB色彩,包括基纱色彩和竹节纱色彩。
通过上述公式,可对段彩竹节纱基纱段和竹节段的分段长度、颜色值、线密度等纱线结构参数实现精确控制。
2 段彩竹节纱的花型及其工艺设计
2.1 设计方法
对于三通道纺纱来说,在段彩竹节纱设计中,设计方法的选择对于纱线成型起到重要的作用。根据反复的纺纱上机试验,现总结了以下4种适合生产段彩竹节纱的方法:①通道2连续喂入粗纱,通道1和通道3同步断续喂入粗纱;②通道1和通道3连续喂入粗纱,通道2断续喂入粗纱;③通道2连续喂入粗纱,通道1和通道3异步断续喂入粗纱;④通道2连续喂入粗纱,通道1或通道3断续喂入粗纱。
2.2 花型设计
为了实现多种颜色的混配,形成设计过程中所需的二次色或三次色的竹节纱花型。在花型设计过程中,段彩竹节纱的前纺工序选用原料为纯棉染色粗纱,其具体的设计方法可参照2.1。
1#段彩竹节纱示意图见图2,其由3根粗纱喂入后形成,其中,蓝纱为基纱段,黄纱和红纱为辅助纱,用于形成色彩多样的竹节段。

图2 1#段彩竹节纱示意图
2#段彩竹节纱示意图见图3,其由3根粗纱喂入后形成,其中,蓝纱为基纱段,黄纱和白纱为辅助纱,用于形成色彩多样的竹节段。

图3 2#段彩竹节纱示意图
3#段彩竹节纱示意图见图4,其由3根粗纱喂入后形成,其中,蓝纱为基纱段,白纱为辅助纱,用于形成色彩多样的竹节段。

图4 3#段彩竹节纱示意图
4#段彩竹节纱示意图如图5所示,其由3根粗纱喂入后形成的,其中,红纱为基纱段,黄纱为辅助纱,用于形成色彩多样的竹节段。

图5 4#段彩竹节纱示意图
5#段彩竹节纱示意图如图6所示,其由3根粗纱喂入后形成的,其中,黄纱为基纱段,红纱和蓝纱为辅助纱,用于形成色彩多样的竹节段。

图6 5#段彩竹节纱示意图
6#段彩竹节纱示意图如图7所示,其由2根粗纱喂入后形成的,其中,黄纱为基纱段,红纱为辅助纱,用于形成色彩多样的竹节段。

图7 6#段彩竹节纱示意图
1#~6#段彩竹节纱设计参数见表1。可知:1#~3#的周期长度较短,属于短片段的竹节纱;4#~6#的周期长度较长,属于长片段的竹节纱。

表1 段彩竹节纱的设计参数
2.3 段彩竹节纱的工艺设计
在上述段彩竹节纱花型设计基础上,其纺纱工艺参数可由式(2)~(7)计算得出。其中,混纺比指色纺粗纱在竹节纱线中所占质量百分比;纺纱时间可由分段长度换算得到;各通道的总牵伸倍数可由基纱段或竹节段的线密度和混纺比共同计算得到。
1#~6#段彩竹节纱的纺制均在JWF1551三通道数控环锭细纱机(经纬纺织机械股份有限公司)上进行,其中,1#~6#段彩竹节纱纺纱工艺参数如表2~7所示。
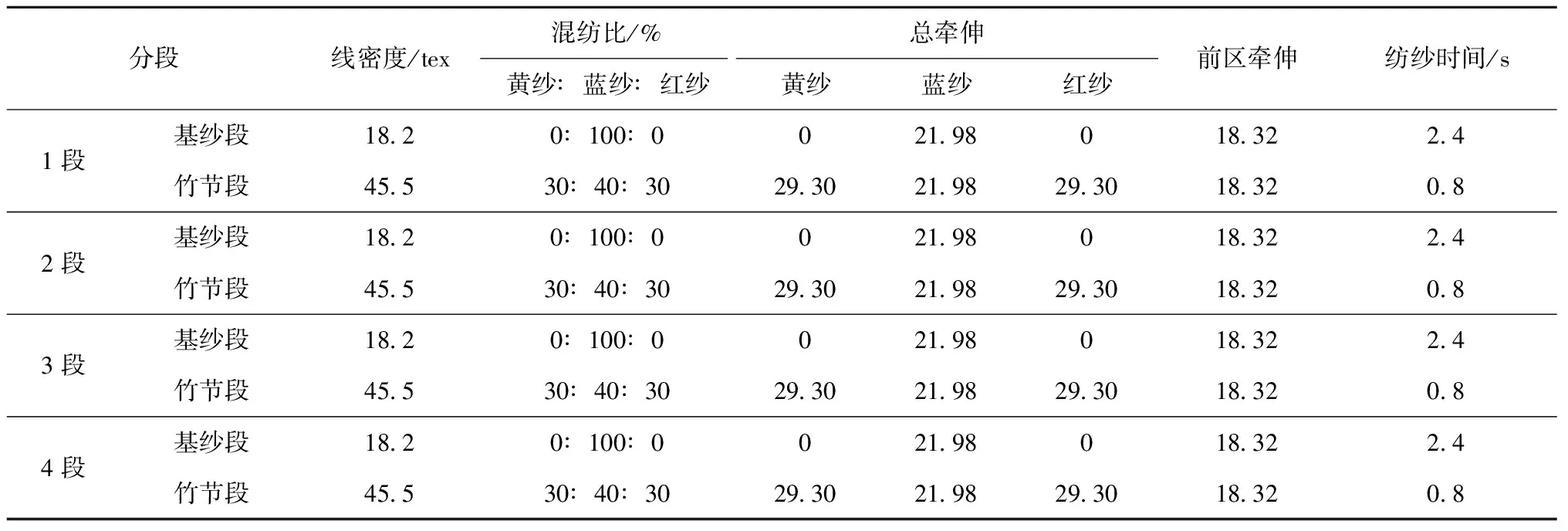
表2 1#段彩竹节纱工艺参数
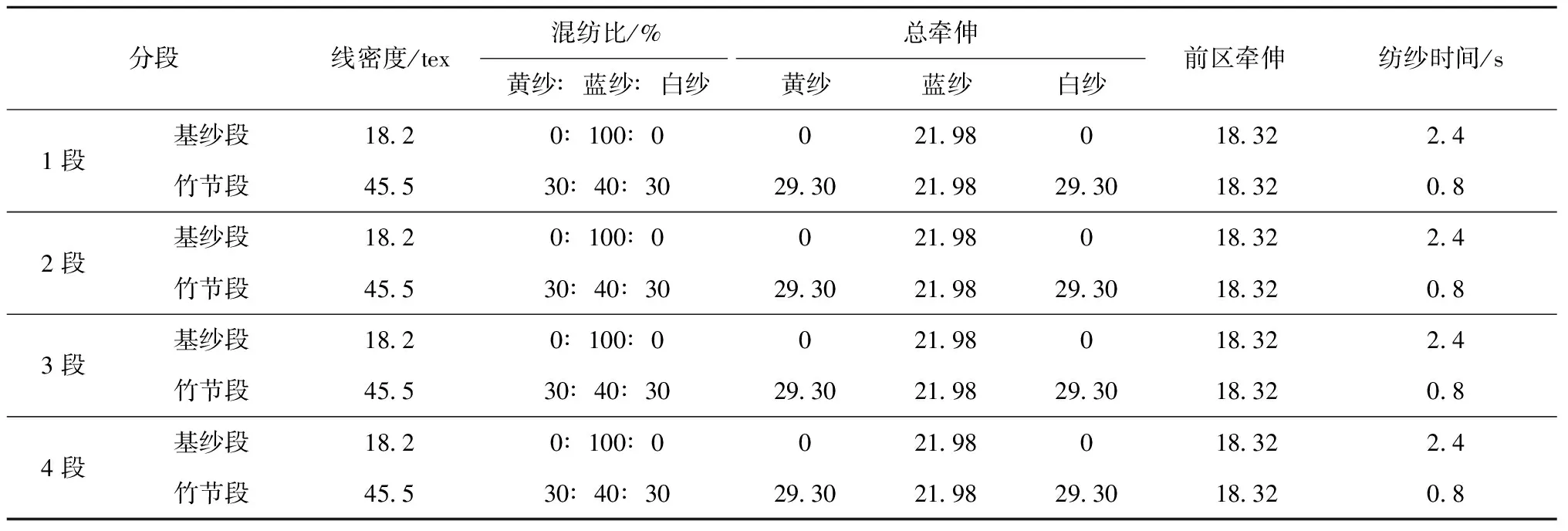
表3 2#段彩竹节纱工艺参数

表4 3#段彩竹节纱工艺参数
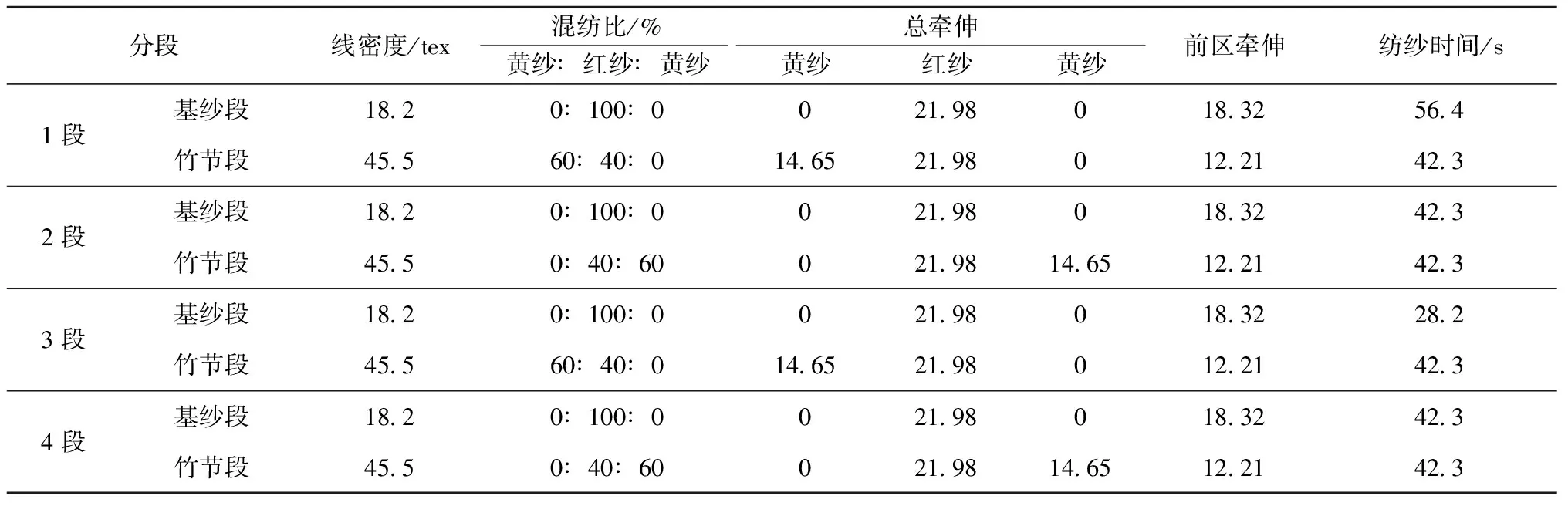
表5 4#段彩竹节纱工艺参数

表6 5#段彩竹节纱工艺参数

表7 6#段彩竹节纱工艺参数
3 段彩竹节纱的纺制及其织物展示
根据上述工艺参数可在三通道环锭细纱机上纺制6个品种段彩竹节纱样品。为了能更好地表现其层次感,将其分别织成相应的织物。为此,采用HC21K型纬编针织机(无锡市宏成纺织机械电子有限公司)对6个品种的段彩竹节纱进行上机织造。1#、2#、3#、4#、5#、6#段彩竹节纱的织物如图8所示,可以看出,织物布面分别呈现鳞片状和条纹状的效果。
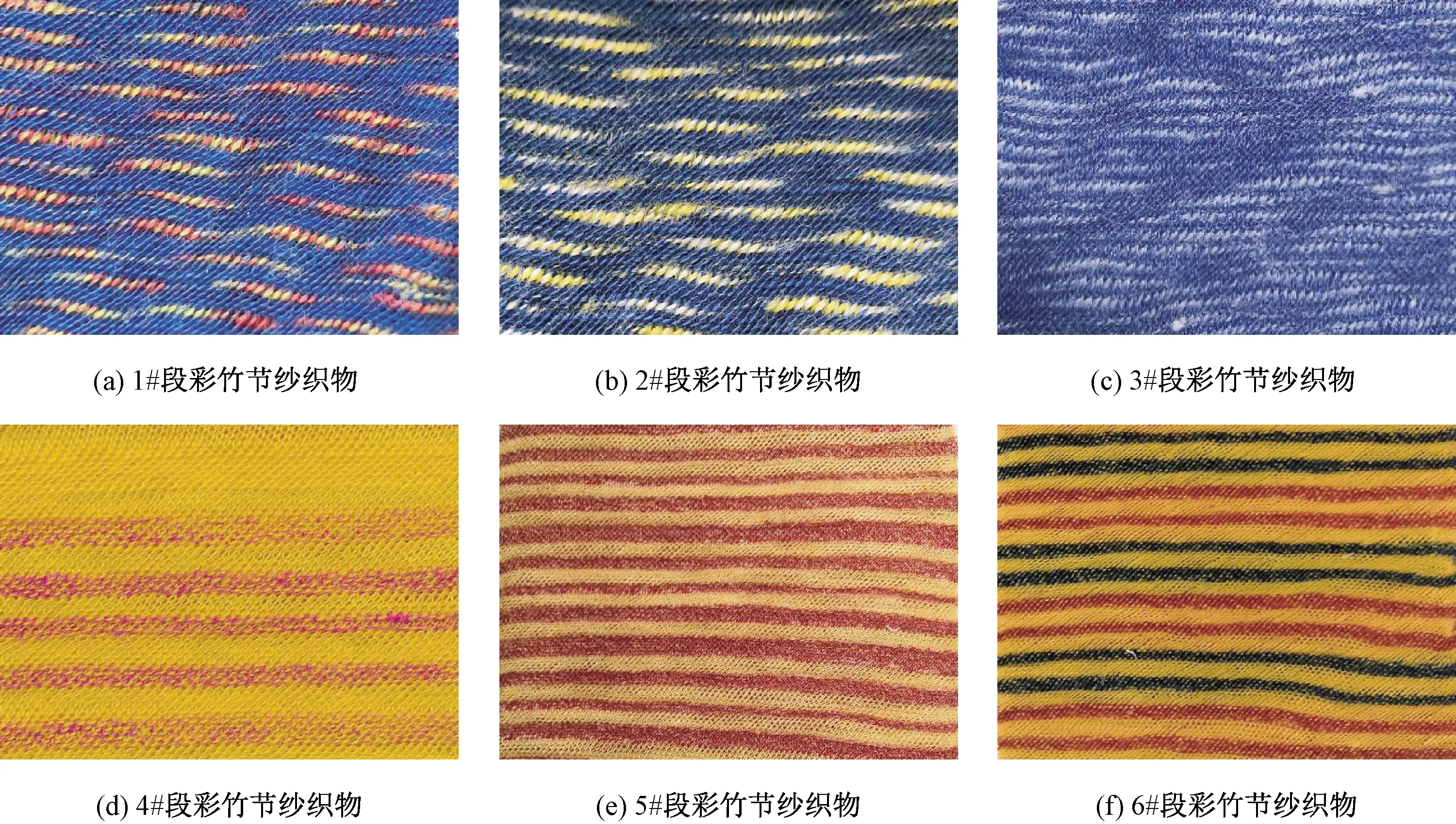
图8 段彩竹节纱织物
4 结束语
本文采用三通道环锭细纱机对设计好的6个品种的段彩竹节纱进行上机试验,纺制出相应的段彩竹节纱纱线并织成了相应的织物。通过该方法制备的织物具有明显的层次感和强烈的视觉冲击效果。段彩竹节纱的花型设计和纺纱工艺参数设计流程简短和方便,三通道环锭细纱机由多台伺服电动机控制,可由触摸屏输入并切换工艺参数,省去了更换齿轮的繁琐流程,节省了大量时间,提高了生产效率。此外,三通道环锭细纱机还可以通过改变基纱段的长度和颜色,来改变竹节段长度、颜色和粗细,生产出风格多样的段彩竹节纱。通过三通道环锭细纱机纺制的段彩竹节纱纱线品种丰富,具有十分广阔的应用前景。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
作文大王·中高年级(2022年3期)2022-03-21
纺织学报(2022年2期)2022-03-18
课堂内外·创新作文小学版(2022年2期)2022-01-28
小作家报·教研博览(2021年45期)2021-12-17
作文周刊·小学六年级版(2020年32期)2020-01-13
当代贵州(2019年41期)2019-12-13
作文评点报·中考版(2017年20期)2017-06-10
中国扶贫(2014年8期)2014-06-27
