
步进梁加热炉耐热垫块的改进
2020-12-09 13:17高争一
冶金设备 2020年1期
高争一
(马钢股份有限公司第四钢轧总厂 安徽马鞍山243000)
1 前言
马钢四钢轧热轧2250加热炉自2007年9月份投产使用以后运行状态一直比较稳定,但是从2015年炉内水梁垫块开始出现脱落状况。随着设备状态的老化,炉内水梁垫块脱落的情况日益恶化,甚至造成加热炉被迫停产维修。通过对其他钢厂加热炉水梁垫块使用情况的了解和调研,并与加热炉相关设计公司进行探讨后,对水梁垫块的结构以及焊接工艺进行了改进,最终解决了加热炉炉内水梁垫块的脱落问题。
2 加热炉概况
2.1 加热炉炉体概况
马钢四钢轧2250加热炉是带上下供热的步进式加热炉,炉体尺寸为56.4m×13.84m;加热能力为冷装标准板坯370t/h;板坯坯料为厚度230mm,宽度为900mm-2130mm,长度为9m-12m,最大坯料单重为45t;钢坯加热温度为1150-1300℃。炉内活动梁由4根组成,固定梁在出料段有6根,在装料段有5根。支承梁由厚壁无缝钢管制作,纵向支承梁采用双水管结构。支承梁立柱是双层套管结构,均用20#钢材质的厚壁无缝钢管制作。
2.2 加热炉水梁垫块
按炉子原设计,为了减少和消除水管处“黑印”,在炉内支承梁上设置耐热垫块将水冷管低温面与加热的板坯相隔开。根据不同炉段的温度要求采取不同高度和材质的耐热合金垫块。位于预热段的垫块为矩形结构,材质为Cr25Ni20,直接焊接在炉底管上(如图1);加热段垫块材质为Co-20;第二加热段和均热段采用超高垫块,高度100 mm,其材质为Co-50。三种垫块在炉底水梁长度上所占的比例为:Cr25Ni20材质垫块为10%;Co-20材质为30%;其余60%均为Co-50耐热合金垫块;为降低炉底梁对板坯黑印的影响,加热段垫块采用交错布置的卡块结构(如图2)。
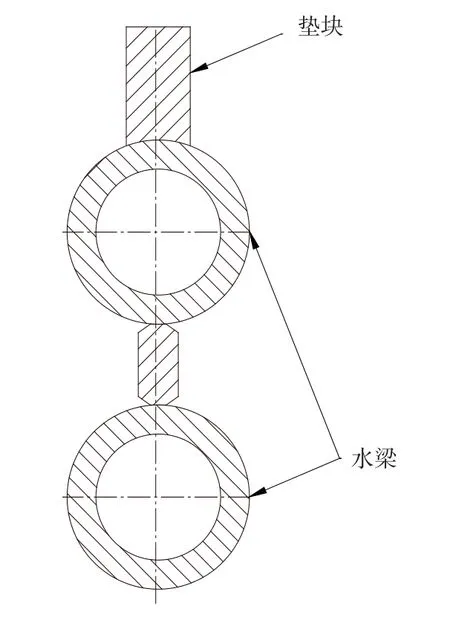
图1 预热段垫块安装形式

图2 高温段垫块安装形式
3 垫块的脱落对生产的影响
3.1 垫块脱落对板坯跑偏的影响
加热炉水梁的垫块如果出现脱落的情况,需要进行及时的修补,保证炉内水梁的垫块在同一水平面上。但是由于生产线的产量问题以及检修计划的安排不能及时修补,则板坯在加热过程中可能在垫块脱落的不平整区域发生变形,尤其是板坯的头尾部可能出现下弯塌头,塌头的板坯在步进前行时可能会将边部水梁的垫块刮落,造成大面积垫块的脱落,板坯在凹凸不平的水梁上前行时头部和尾部逐渐不平行,最终造成跑偏现象。当跑偏的板坯到达炉头时,出钢机6根出料杆只能有其中几根能接触板坯并抬升出钢,可能在出钢的过程中板坯滑落;或者在板坯放在出料辊道出现大角度的歪斜,辊道无法正常将板坯输送,需要操作工耗费一定的时间将板坯纠正,严重影响了出钢速度以及生产节奏。
3.2 垫块脱落对其他设备的影响
加热炉炉内水梁分为定梁和动梁,动梁纵梁下部穿过炉底裙罩和水封槽与炉底平移框架钢结构相固定。水封槽安装于平移框架上,随平移框架一起运动,刮渣板固定在炉子下部钢结构上,靠水封槽内的水将炉底和炉膛隔开,起到密封炉气的作用。当动梁水梁垫块脱落掉入炉底时,可能有部分垫块落入水封槽槽内。水封槽和刮渣板的间隙小于垫块的高度,导致卡在水封槽与刮渣板中间的垫块或者将水封槽顶裂漏水,或者将与刮渣板联接的裙罩顶变形破裂。水封槽漏水或者裙罩损坏都无法密封炉气,导致炉内吸入冷风,无法保证板坯的加热质量。
3.3 垫块脱落造成的停炉时间
2015年加热炉开始出现垫块脱落的现象,并且随着时间的推移脱落的情况日益恶化,并且造成的炉子停产甚至停炉进行维修,其中影响生产时间见表1。
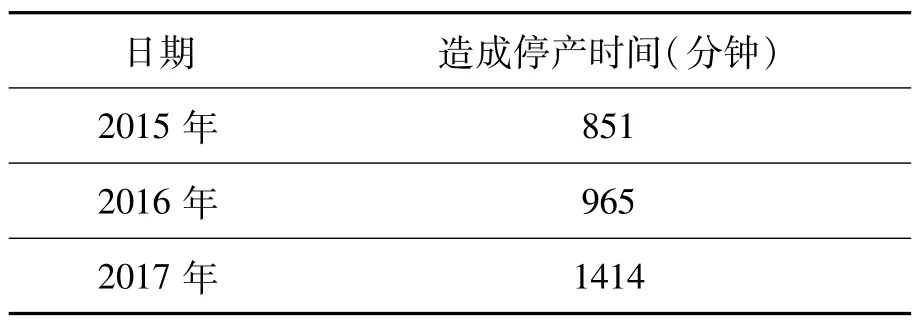
表1 2015年-2017年停机时间表
4 垫块脱落的原因分析
4.1 垫块的安装方式
通过长时间的观察发现,预热段焊接在水梁上的垫块基本上没有发生脱落的现象,而加热段骑卡式固定方式垫块出现脱落情况,尤其是高温段的垫块情况尤其严重。原设计采用四点压块骑卡式,滑块底部紧贴水梁,左右各用两块压块(如图3)将滑块边部压紧,然后将压块焊接在水梁上,达到固定滑块的目的。这样的固定方式造成压块与水梁的焊接面积很小,容易松动脱落,垫块无压块固定则脱落。所以垫块的安装方式导致其使用寿命周期缩短的最主要原因。
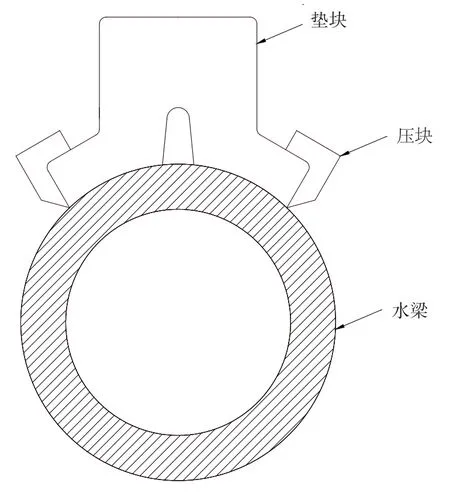
图3 垫块压块脱落部位图
4.2 耐材的影响因素
垫块的压块在焊接完毕后的工序是对水梁耐材的施工,水梁耐材敷设高度需在垫块顶面下部2cm左右,将压块应完全包裹在其中。通过对脱落垫块与没有脱落垫块的对比,发现被耐材覆盖良好的垫块仍然留在水梁上,而没有耐材的垫块已大部分脱落。脱落垫块的压块焊缝已经裂开,甚至已经出现烧损烧熔的现象。由于压块的材质为0Cr25Ni20,其不能连续在高于1100℃环境中使用。失去耐材的压块及其焊缝暴露在1250-1300℃的环境中,对其状态稳定和使用使用寿命有极大的影响。
5 垫块的改进措施
5.1 垫块安装方式的改进
在水梁垫块脱落的原因分析中,可知压块式的安装方式不能满足炉况的需求。经过分析和考虑,决定在加热段和均热段都采用与预热段同样的固定方式,将垫块满焊在水梁上部(见图4)。但是将垫块直接焊在水梁上存在以下问题:首先由于材质的不同,在焊接时的产生的应力不易消除;其次在高温段的焊缝容易开裂,可能引起水梁开裂。对于以上问题采取以下措施解决:
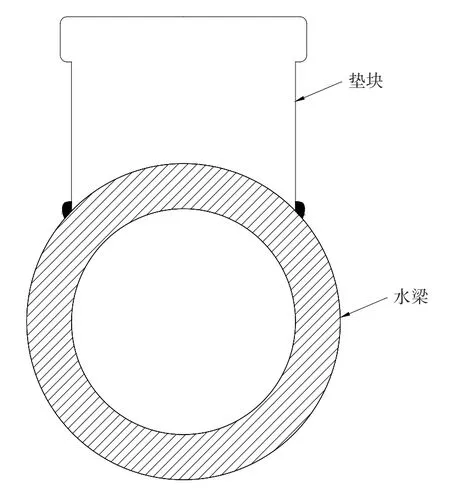
图4 改进后的垫块安装方式
(1)合理选择垫块的材质。常用的垫块材质主要有Co合金系列,如Co50,Co20等;有高镍铬合金系列,如Cr25Ni20,Cr28Ni48等;优质碳钢系列,如20#,45#钢等。由于炉型,板坯规格,钢种及加热要求不同,另外结合耐磨性,高温力学性能和抗氧化能力,同时还要考虑经济性,在不同炉温段选择不同的材质。低温段采取与原来的材质不变,高温段采用Co40。
(2)确定垫块的外形与尺寸。考虑钢坯原料最大长度,宽度及重量,以及垫块上下温差产生的内应力来计算垫块的单位面积承压能力,最终确定采用“蘑菇头”形状的圆柱体,顶面直径为110mm,不同温度段区间在高度分别在60mm-100mm之间。
(3)严格按照焊接工艺规程实施工。根据垫块与水梁的材质,垫块与水梁的底部接触角度和焊接坡口等,制定焊接工艺。在焊接施工中,严格遵守焊接工艺规程。
(4)焊接验收。垫块焊接完成后,对安装尺寸以及焊接质量进行验收。对焊缝进行射线探伤,确保焊缝无质量缺陷。
5.2 垫块的耐材包扎
在水梁垫块安装完毕后,必须对水梁以及垫块外敷耐材隔绝高温。水梁采用双层包扎方式,里面一层包耐火纤维,外层浇注50mm的自流浇注料。耐材焊缝完全覆盖,高度直至垫块最高面下部20mm左右,并且要有一定的坡度,保证氧化铁皮滑落,不堆积在垫块的顶部及周边。根据耐材的不同,一定要保证其养护时间,并且考虑烘炉曲线使耐材烘干质量,保证其使用寿命。
6 结束语
加热炉的水梁垫块改造以后,基本上解决了滑块脱落的问题,从此没有发生应为垫块脱落问题而被迫停炉从而影响生产的情况。依据统计,2018全年没有因为垫块造成停产时间和停机时间。由此不仅保证了设备的稳定运行,提高了生产线的产量以及板坯的加热质量,还减少了停炉检修次数以及延长了大中修的间隔时间,不仅创造了经济效益,还为公司的降本增效也做出了贡献。
猜你喜欢
机械工程师(2022年4期)2022-04-28
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
综合智慧能源(2018年2期)2018-03-21
中国集体经济(2018年5期)2018-01-30
中国非金属矿工业导刊(2016年1期)2016-07-05
中华骨与关节外科杂志(2016年5期)2016-05-17
中国资源综合利用(2016年10期)2016-01-22
船舶标准化工程师(2015年1期)2015-12-12
太阳能(2015年7期)2015-05-15
中国新技术新产品(2014年16期)2014-04-26
