低温钛合金材料应用现状及发展趋势
2020-12-08 06:01:30许爱军万海峰梁春祖牛雨曈陶强汤泽军
精密成形工程 2020年6期
许爱军,万海峰,梁春祖,牛雨曈,陶强,汤泽军
(1.北京卫星制造厂有限公司,北京 100090;2.南京航空航天大学 机电学院,南京 210016)
随着航天事业的进一步发展及对深空领域的不断探索,航天器结构件对低温材料的性能要求进一步提高。一方面,航天器结构材料在低温下必须具备足够的强度和韧性以及优良的热学性能;另一方面,考虑到航天器结构件形状的复杂性,材料必须具有良好的可加工性能[1—2]。与传统低温材料相比,钛合金低温下具有更高的屈服强度,为不锈钢3 倍以上,同时其密度只有不锈钢的1/4~1/2。此外,钛合金还具有热传导率低、膨胀系数小、无磁性等一系列优点,因此非常适合作为新型低温材料应用于航天领域[3]。
目前,低温钛合金已经初步应用于液体火箭发动机领域,主要作为氢氧发动机储氢罐、氢泵叶轮等结构材料,大幅度提高了液体火箭发动机的推重比、工作寿命及可靠性。低温钛合金应用的最大问题在于低温环境下钛合金伸长率及断裂韧性大幅度下降[4],表现出明显的低温脆性,因此,如何降低钛合金的低温脆性,提高钛合金低温条件下的韧塑性成为低温钛合金研究的重中之重。国内外学者为解决这一问题进行了大量研究,发现通过降低C,H,O 等间隙元素含量、降低铝元素含量两种方法可有效提高钛合金的低温性能[5—8]。通过这两种方法,国内外开发了一系列性能优异的新型低温钛合金[9—11]。
1 国内外低温钛合金发展现状
前苏联曾致力于低温钛合金的研发及应用。通过降低铝元素的含量,前苏联开发了一系列低铝低温钛合金,其中应用比较广泛的有OT4 及BT5-1。OT4合金曾被用于航天器轨道对接件、液体火箭管道及燃烧室结构件中;BT5-1 合金曾用于液氢容器的制造[9]。为了进一步提高液体火箭发动机脉冲推动比,俄罗斯某研究所进行了适用于−253 ℃极低温环境的高强度高塑性低温钛合金的研发。前苏联及俄罗斯开发的钛合金种类及性能如图1 所示[10]。

图1 前苏联及俄罗斯开发的钛合金及性能Fig.1 Cryogenic titanium alloys developed by the former Soviet Union and Russia and corresponding properties
美国对于低温钛合金的研究重要集中于α型钛合金TA7 ELI(Extra low interstitial,超低间隙)、以及α+β型钛合金TC4 ELI。通过降低间隙元素含量,两种钛合金极低温下强度及韧性获得了显著提升。TA7 ELI 作为一种近α型钛合金,在20 K 低温条件下仍具有良好的韧性、较低的热导率以及缺口敏感性,目前已经成功用于低温容器、低温管道以及液体火箭发动机叶轮等结构[2,11]。阿波罗计划中,TC4 ELI作为液氢容器、液氢导管的主要材料被大量应用并取得了较好的效果。除此之外,美国学者还对低温钛合金断裂机理、氢脆等一系列问题展开了基础性研究,获得了TA7 ELI,TC4 ELI 等多种低温钛合金的力学性能及断裂机理数据,为低温钛合金的进一步发展及应用奠定了基础。美国研发的低温钛合金性能如图2所示。

图2 美国研发的低温钛合金及性能Fig.2 Cryogenic titanium alloy developed by the USA and corresponding properties
在低温钛合金研发领域,相比于美俄等发达国家,中国起步晚、技术相对落后。近年来,随着航天事业的发展,我国开始进行低温钛合金的研究。“九五”期间,我国先后开展了Ti-2Al-2.5Zr,Ti-3Al-2.5Zr,CT20 等多种低温钛合金的研发工作[12],我国研发的低温钛合金性能如图3 所示。CT20 合金是我国第一种拥有全部自主产权的低温钛合金,可在20 K 极低温条件下使用。该合金在低温下具有良好的力学性能,20 K 低温下强度大于1100 MPa,伸长率大于10%,同时该合金还具有优良的成形性能,可加工成棒材、板材、管材及丝材。目前为止,CT20 合金已成功应用于某航天器低温管路。与此同时,张忠、杜宇、范承亮等[6,13—15]学者探究了间隙元素对CT20 合金低温力学性能的影响,为CT20 钛合金性能的进一步提高提供了参考。
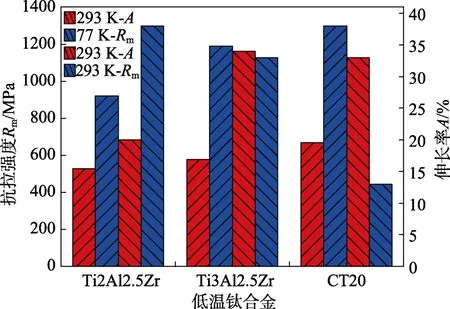
图3 国内研发的低温钛合金种类及性能Fig.3 Types and properties of cryogenic titanium alloys developed in China
2 主要低温钛合金的变形机理研究
2.1 TA7 ELI 低温钛合金的变形机理研究
TA7 ELI 是在TA7 钛合金的基础上,通过减少C,H,O 等间隙元素含量,改善了普通TA7 合金极低温条件下韧性及强度不足的缺点。相比于传统低温材料不锈钢及铝合金而言,TA7 ELI 具有热导率低、比强度高(在超低温下约为铝合金和不锈钢的2 倍)等优点[9],除此之外,TA7 ELI 还具有优良的焊接性能。基于上述优点,TA7 ELI 钛合金广泛应用于航空航天领域,作为航天器或导弹低温高压容器及氢氧发动机叶轮等结构材料。目前,TA7 ELI 的力学行为研究主要集中在变形机理方面。在低温环境下TA7 孪晶变形更易发生,因此,低温下TA7 ELI 的塑性变形是由滑移与孪晶共同作用的结果[16—18]。Sun 等[24]研究了293 K 及77 K 温度下Ti-5AI-2.5Sn ELI 应力应变行为,发现在293 K 温度条件下,Ti-5AI-2.5Sn ELI 应力应变曲线为连续光滑曲线,而在77 K 温度条件下为锯齿状波动,如图4a 所示,同时在77 K 下微观结构中还观察到大量孪晶。Skoczen 和Aldo Ghis 等[19—20]认为锯齿状波动与滑移剪切应力有关。一方面,随着温度的降低,HCP 晶格临界剪切应力升高很快,阻碍了晶界滑移,增加了变形所需的应力。另一方面,在变形过程中孪晶与滑移的发生将产生形变热,由于钛合金比热容很低,局部温升明显,降低了滑移剪切应力。热软化效应与加工硬化效应交替作用形成锯齿状波动曲线。Moskalenko 和Conrad 等[21—22]认为,应力的上升是由于滑移受阻引起应力集中导致,应力的下降是由于变形过程中产生的绝热增温引起位错坍塌导致,而位错坍塌形核过程中必然伴随孪晶,所以锯齿波是滑移与孪晶共同作用导致的。张忠等[23]研究了20 K 极低温条件下TA7 ELI 的单向拉伸力学行为,发现其拉伸塑性应变区有明显的锯齿状波动,同时发现试样在不同位置出现多处颈缩。对于这种现象,张忠等认为极低温条件下,颈缩区的应力集中可能诱发金属微结构的变化,产生局部强化的效果。Sun 等[24]在77 K 条件下拉伸试样中观察到大量孪晶,如图5所示,确定孪晶在低温变形中起着重要作用。此外,Sun 等还确定77 K 条件下存在{10-11},{10-11},{11-22}这3 个方向的孪晶。郑桂钧等[25]对不同组织形态的TA7 ELI 进行了研究,发现不同显微组织在不同温度下力学性能表现不同。在室温下等轴组织的塑性最好,而在20 K 温度下塑性却最差。针状组织和网篮组织在室温与20 K 低温环境下塑性都居中,而室温下塑性最差的片状组织在20 K 低温下塑性却最好。同时在液氮温度(77 K)下,与室温和液氢温度相比,片状组织与等轴组织性能差异缩小,说明随着温度降低,Ti-5AI-2.5Sn 变形方式逐渐由滑移过渡为孪晶。Aldo Ghisi 等[26]探究了温度对TA7 ELI 变形机制的影响,发现无论是在室温环境还是低温环境,Ti-5Al-2.5Sn 断裂形式均为韧性断裂,并未发生低温下的韧脆转变。Reytier 等[27]对比了光滑TA7 ELI 试样与缺口TA7 ELI 试样在液氦温度下的断裂机理,其结果如图6 所示,与光滑试样相比,缺口试样断口有大量长条状韧窝,而光滑试样断口以等轴状韧窝为主。Reytier 等认为这些韧窝的变化与孪晶变形有关。与Reytier 等不同,Stone 等[28]在研究TA7 合金在液氮温度下断裂机理过程中发现试样韧窝以长条状为主,对于这种现象,陈廉等[29]认为,TA7 钛合金晶格滑移系与滑移方向不同,从而表现变形的各向异性,导致韧窝沿某一特定的方向生长。
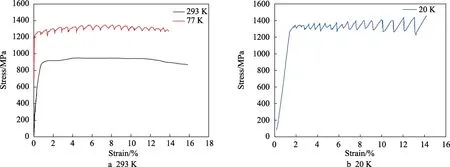
图4 Ti-5Al-2.5Sn ELI 在不同温度下的单向拉伸曲线Fig.4 Uniaxial tensile curves of Ti-5Al-2.5Sn ELI at different temperature

图5 Ti-5Al-2.5Sn ELI 不同温度下单向加载微观组织Fig.5 Microstructure of Ti-5Al-2.5Sn ELI under uniaxial loading at different temperature

图6 Ti-5Al-2.5Sn ELI 液氦温度断口形貌Fig.6 Fracture morphology of Ti-5Al-2.5Sn ELI at liquid nitrogen temperature
2.2 TC4 ELI 低温钛合金变形机理的研究
TC4作为典型的α+β型钛合金,其组织由密排六方结构的α相及体心立方结构的β相组成,因此TC4合金变形机理受α相及β相的综合影响。考虑到α相与β相结构的不同,滑移会从α相晶粒开始,受到β相的影响,逐渐向周围的β转变组织扩展[30]。与α型钛合金相同,Ti-6Al-4V在低温下孪晶也是重要的变形机制[31—33]。Upadrasta等[34]研究了20 K温度下Ti-6Al-4V的变形,发现其具有与Ti-5A1-2.5Sn相似的锯齿状波动,Upadrasta等将其归因于局部发热软化与加工硬化交替作用。Ambard等[35]研究了20 K温度下α相形态对Ti-6Al-4V变形模式的影响,发现当α相为球状时,主要滑移系统是棱柱体系统,而当α相为板条状时,主要滑移系统为基底滑移,α相形态决定低温变形模式。同时,Ambard等在变形过程中并未观察到孪晶,因此认为Ti-6Al-4V合金20 K下的主要变形机制为滑移。与Ambard等不同,Iorio等[36]研究Ti-6Al-4V在20 K条件下的变形时,发现了{10-12},{5-61-3}<4153>,{10-11}<10-12>这3个方向的孪晶,如图7所示,这种差异可能是由于材料内部间隙元素含量不同导致。当材料内部无足够的间隙元素抑制孪晶时,孪晶则为低温条件下的主要变形机制。左景辉等[37]探究了不同组织Ti-6Al-4V低温力学性能,与Ti-5A1-2.5Sn不同的是,双态组织的试样在低温条件下性能最好。与此同时,刘志丹[38]研究了不同温度下Ti-6Al-4V的断裂特征,发现从室温至77 K断裂形式均为韧性断裂,但是韧窝的形状尺寸不同,温度显著影响韧窝尺寸均匀性。在77 K温度下,韧窝均匀性较差,除少数较大尺寸的韧窝,大部分韧窝较浅,说明在低温条件下,钛合金韧窝来不及生长,导致伸长率降低,塑性下降。

图7 20 K 温度20%下应变量下Ti-6Al-4V 内部孪晶Fig.7 Internal twinning of Ti-6Al-4V at 20% strain at 20 K
2.3 CT20 低温钛合金变形机理的研究
CT20 是我国第一种具有全部知识产权的低温钛合金,由西北有色金属研究院设计,是一种新型Ti-Al-Zr-Mo 系低温钛合金。相比传统低温材料,CT20在低温下具有比强度高、导热率低、热膨胀系数小、介质相容性好、抗氢脆等一系列优点,目前已经成功应用于航天低温管路。杜宇等[39]探究了20 K 温度下CT20 的应变行为,发现孪晶是其低温下变形的主要机制。范承亮等[40]探究了合金元素对CT20 低温力学性能的影响规律,在20 K 条件下低氧当量及低间隙元素的试样中观察到{10-11},{10-11},{11-12}这3个方向的孪晶,同时发现显微组织显著影响低温变形机理,滑移在等轴组织变形过程中起主要作用,而双态组织变形过程中除了滑移,还伴随着少量的孪晶变形。在片状组织中,孪晶变形逐渐增多,开始占据主导作用,这与张智等[41]观察到的结果相一致。张智等还探究了20 K 条件下不同显微组织CT20 的断裂失效形式,如图8 所示,可以看到,在断裂过程中,4种组织都发生了颈缩现象,同时4 种组织断口均可观察到明显韧窝,说明断裂形式均为韧性断裂。同时,不同的组织断口韧窝形态不同,片状组织韧窝尺寸相比等轴组织明显较大,说明片状组织试样断裂过程中韧窝生长充分,进一步证明片状组织更适合低温环境下变形。
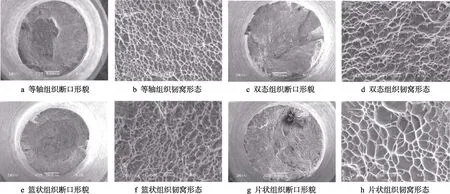
图8 不同组织的CT20 钛合金在20 K 的拉伸断口形貌Fig.8 Tensile fracture morphology of CT20 titanium alloy with different structures at 20 K
3 低温钛合金成形工艺研究现状
3.1 锻造工艺
锻造作为传统钛合金成形方法,其工艺简单,应用广泛,能够通过变形控制材料组织与性能。周立鹏等[42]探究了不同锻造工艺(如表1所示)对TA7 ELI室温性能及超低温性能的影响,发现室温下塑性最好的工艺低温下表现较差,而室温下表现最差的工艺低温下却表现最好,说明不同工艺锻造的TA7 ELI钛合金锻件室温力学性能和超低温力学性能各具优缺点,如图9所示,在实际应用过程中,应该根据产品的生产及服役环境选择合适的锻造工艺。王云等[43]研究了不同锻造组织的TA7 ELI钛合金力学性能,结果表明,使用始锻温度在950~980 ℃的试验工艺可得到等轴组织的材料,力学性能满足标准要求,但材料的不同位置组织存在差异。始锻温度在1030~1040 ℃的试验工艺没有能够得到理想的网篮组织的材料,且伸长率不合格。对此王云等认为[43],组织的不均匀性是由于锻造过程中的变形不均匀造成的,TA7 ELI显微组织形态其与锻造过程中的温度、变形量有很大关系。孙洪兰等[44]探究了模具与毛坯温差对TA7锻造工艺的影响,发现随着毛坯温度与模具预热温度温差的降低,TA7塑性显著提高。郭凯等[45]探究了锻造变形量对TA7棒材组织及性能的影响。结果表明,大变形量不适宜TA7钛合金锻造,原因在于大变形量导致TA7棒材宏观组织出现微观孔洞(如图10所示),降低了TA7的力学性能。

表1 TA7 ELI 锻造工序Tab.1 TA7 ELI forging process schedule
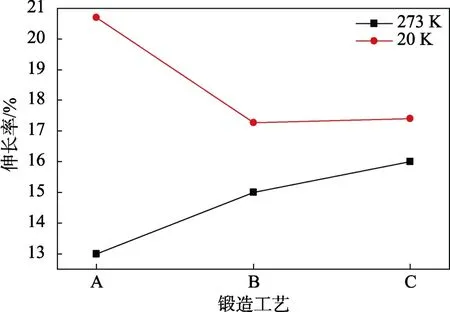
图9 不同锻造工艺下TA7 ELI 性能对比Fig.9 Comparison of TA7 ELI properties under different forging processes

图10 TA7 不同变形量下锻造微观组织Fig.10 Microstructure of TA7 under different deformation
3.2 铸造工艺
对于液氢涡轮泵等复杂低温结构件,锻造工艺并不能满足成形要求。相比于锻造,铸造成形可以获得更加复杂的形状,同时能够有效降低成本。刘时兵等[46]对TA7 ELI钛合金的铸造组织和力学性能进行了研究。结果表明,TA7 ELI铸态组织由α相组成,并呈片状分布,经热等静压处理后显微组织未有明显变化,缺陷弥合部位有再结晶现象,如图11所示,热等静压处理在提高塑性的同时,并未影响材料的强度及弹性模量。刘时兵等认为,热等静压工艺处理之后,能有效消除铸造工艺过程中产生的微孔洞、微裂纹等缺陷,从而减少变形过程中的断裂缺口,减小应力集中;另一方面,热等静压处理后材料的晶粒被充分压合,裂纹不易扩展,从而提高了材料的断裂韧性。图12显示了铸态试样与铸造后经热等静压工艺处理试样室温拉伸的显微组织及断口形貌。可以看出,铸造试样的组织为粗大的魏氏组织,内部有大量微观缺陷;经热等静压处理后试样的微观组织发生了很大变化,缺陷明显减少,组织更为均匀。从断口形貌可以看出,相比铸态组织,热等静压处理后的试样韧窝较多,韧窝尺寸大而深,同时发现在大韧窝中包含着大量小韧窝,说明经热等静压处理后的试样,断裂过程中韧窝充分生长,材料塑性的到极大改善。史昆等[47]研究了真空退火对铸造TA7 ELI 合金组织和性能的影响。结果表明,真空脱氢退火后,焊接试样的显微组织略显等轴化,熔合线处的显微组织趋于均匀,强度略有下降,但伸长率有所增加。黄金昌等[48]比较了TA7 ELI和TC4 ELI 在铸造和锻造状态下的力学性能,结果如表2 所示。经热等静压处理的铸态TA7 ELI 具有与锻造产品相同的优良低温塑性和断裂韧性。前者的强度和断裂韧性比后者低10%左右,而在4 K 时强度比锻造低25%。
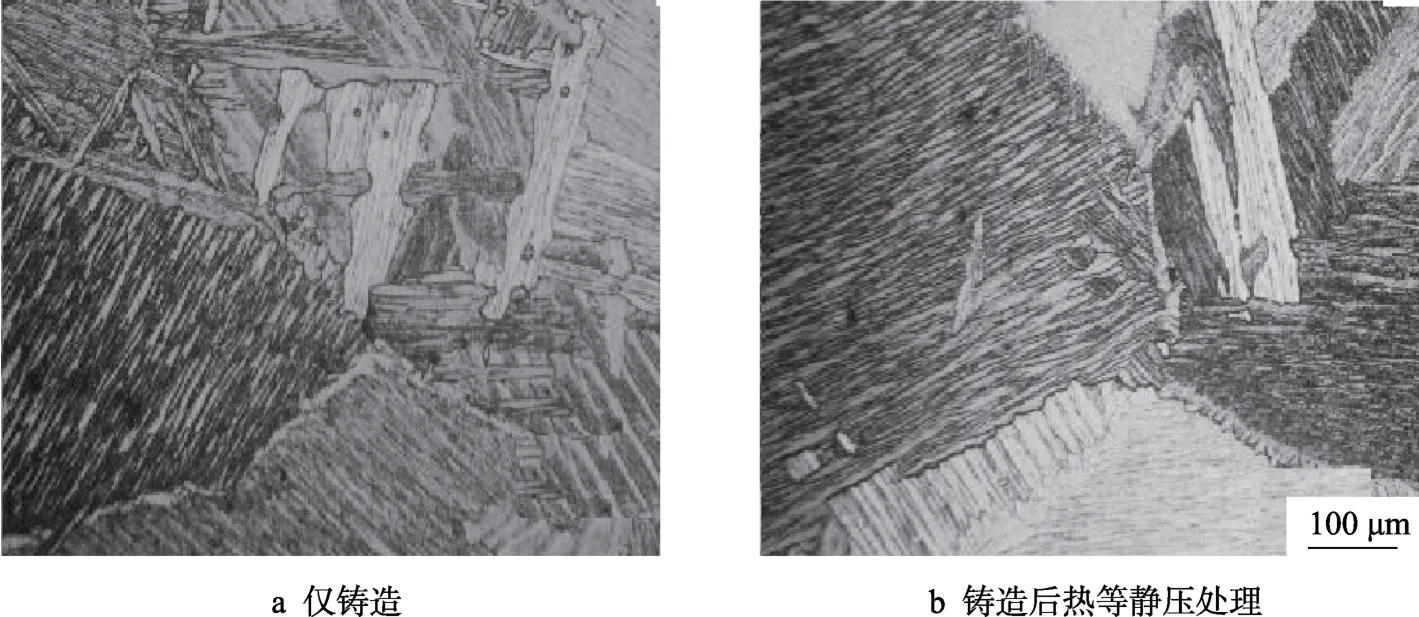
图11 铸造TA7 ELI 显微组织Fig.11 Microstructure of cast TA7 ELI

图12 TA7 ELI 单向拉伸断口形貌Fig.12 Fracture morphology of TA7 Eli under uniaxial tension

表2 TA7 和TC4 不同成形工艺的力学性能比较Tab.2 Mechanical properties of TA7 and TC4 in different forming processes
3.3 粉末热等静压成形
铸造工艺成本低,生产效率高,但材料利用率低,产品性能差,需要进一步处理才能使用。为提高产品质量同时保证生产效率,粉末热等静压成形(Hot isostatic pressing,HIP)工艺受到越来越多的关注。粉末热等静压成形是将粉末直接置于模具中给予各向同等压力,同时施加高温烧结,以获得模具形状相同的零件,其装置原理如图13 所示。相比于传统铸造工艺,粉末热等静压成形组织均匀,致密度高,无微观缺陷,性能可全面达到或超过锻件的水平;同时生产效率高,后续加工少,能生产各种复杂形状的零件,除此之外,热等静压成形材料利用率高,约为铸造成形的2 倍[49]。基于以上优点,热等静压技术受到各国的广泛关注。美国自20 世纪70 年代就开展了粉末热压工艺的研究,目前已经能利用热等静压技术快速、大规模生产火箭发动机、飞机以及各种复杂系统结构部件。图14 为美国Synertech PM 公司设计和制造的钛合金火箭发动机叶轮过程简图[50]。俄罗斯化工机械研究院研究了不同牌号钛合金粉末的发动机冠顶叶片及离心叶轮的热等静压工艺,获得了相对较好的成形质量及结果。此外,他们还探究了包套全自动计算机辅助近净成形设计、内孔型芯材料与合金粉末的扩散、热等静压工艺与成形性能关系等一系列问题,为后续热等静压的进一步推广奠定基础[51]。

图13 典型热等静压系统示意图Fig.13 Schematic diagram of typical HIP system

图14 Synertech PM 公司设计和制造钛合金火箭发动机叶轮过程Fig.14 Process diagram of designing and manufacturing titanium alloy rocket engine impeller by Synergtech PM company
近些年来,国内热等静压技术研究也取得了一定的进展。中国科学院金属研究所通过提高粉末纯度及优化粉末颗粒尺寸,解决了TA7 ELI 叶轮粉末热等静压成形过程中成形件性能不一致、可靠性低的技术难题,获得了力学性能优异的TA7 ELI 氢泵叶轮(见图15)[52]。李圣刚等[53—54]采用热等静压成形工艺,开展粉末冶金TA7 ELI 钛合金构件净成形技术研究,实现了大尺寸、薄壁、半封闭式火箭发动机低温转子高性能、高可靠性的整体净成形,他们发现通过等离子旋转电极方法制备的低温钛合金球形粉末,具有非常高的球形度和振实密度,同时可以根据实际需求将粒径控制在一定范围内;粉末热等静压成形零件性能达到锻造件性能水平,微观组织为等轴状组织。目前,李圣刚等通过粉末热等静压成形的低温钛合金氢泵叶轮已通过了某发动机型号的低温全程试车考核。在探索工艺的同时,国内外学者也对粉末热等静压成形机理展开了研究。徐磊等[55]研究了粉末在热等静压过程中的致密化行为,发现采用热等静压技术制备形状复杂的钛合金构件,其晶粒细小、组织均匀、无明显缺陷,后续生产过程中无需或仅需少量进一步加工。李一平等[56]研究了热等静压成形过程中TA7 ELI 合金的室温弥散系数和低温力学性能,如图16 所示,TA7 ELI 合金的低温伸长率和低温收缩率的弥散系数较高,李一平认为,其主要原因在于低温塑性对间隙元素含量比较敏感,而室温强度和低温强度的弥散系数较小,同时室温冲击能和断裂韧性的弥散系数较高。这是因为冲击能和断裂韧性属于准动态性质,对成分、晶粒尺寸、微气孔率等因素更为敏感。弹性模量的离散系数很低,只有0.4%,这是因为弹性模量主要与晶体结构有关,对结构和成分不敏感,所以非常稳定。
尽管以粉末热等静压成形为代表的粉末近净成形技术拥有传统成形无法比拟的优势,但考虑到航空航天领域高可靠性的特殊需求,粉末冶金零件目前并未获得大规模使用,然而,航空航天领域对于粉末冶金零件的潜在需求是毋庸置疑的。随着金属粉末制备技术及设备的发展,两年前粉末成形技术的成本降低了65%;同时,随着粉末热等静压技术的进一步发展,粉末热等静压件的质量也越来越稳定,在未来,粉末冶金部件必将在航天领域占据越来越多的份额。
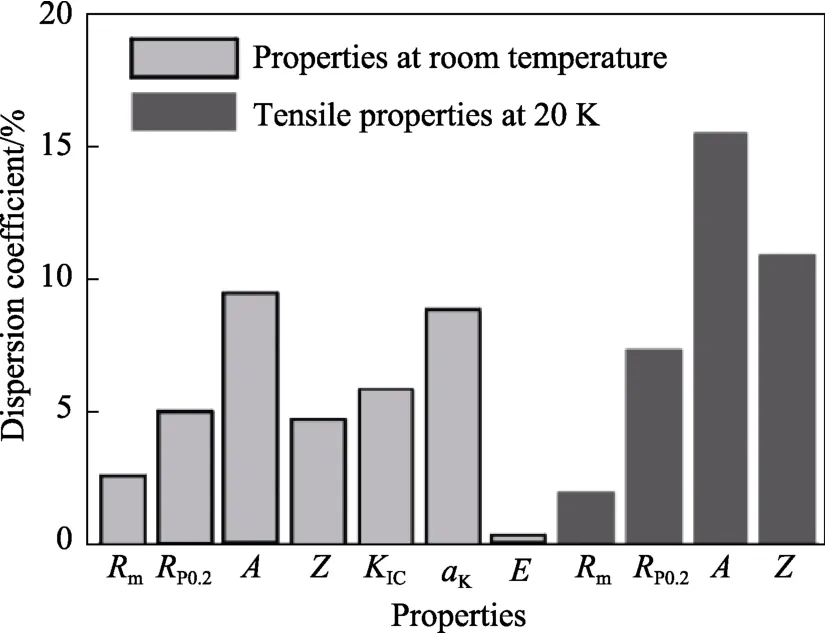
图16 TA7 粉末热等静压成形件力学性能离散系数Fig.16 Mechanical properties dispersion coefficient of TA7 powder hot isostatic pressing parts
3.4 真空扩散焊接工艺
真空扩散焊技术是将焊接件紧密结合,在一定的温度和压力下保持一段时间,使接触面之间的原子扩散形成连接的方法。与其他焊接工艺相比,真空扩散焊接工艺能最大限度地保持材料的原始性能,保证焊接接头具有高强度和高塑性。扩散焊技术广泛应用于低温钛合金锻件、铸件和热等静压零件的连接,以获得高强度、高转动性能。王江波等[57]通过热压和热等静压扩散焊工艺的结合,通过内置支撑模的设计和使用,控制焊接变形,提高焊接质量的均匀性,最终可获得焊接强度大于710 MPa、焊接变形小于1%的合格叶轮。王江波等[58]还探讨了焊接参数对TA7 ELI扩散焊叶轮的影响。结果表明,随着焊接压力的增加,材料强度逐渐提高,但是,当温度达到1000 ℃时,材料的强度和塑性达到最佳,然后材料的性能随着温度的升高而逐渐下降,如图17 所示。

图17 焊接温度及焊接压力对TA7 ELI 焊接质量的影响Fig.17 Effect of welding temperature and welding pressure on TA7 ELI welding quality
4 结论
目前,国内外通用的低温钛合金主要为近α型钛合金及含有少量β相的两相钛合金。由于其不含或仅含有少量β相,其工艺塑性差,致使涡轮等复杂零件难以成形。由于α钛合金不能通过热处理强化,只能用于受力较低的部件,例如液氢管道、氢泵等,对于叶轮等高速转动部件不能很好满足要求。同时随着深空领域探索的进一步开展,未来氢氧发动机推力将进一步提高,这就要求其低温部件具有更高的强度,因此对于更高性能的低温钛合金开发迫在眉睫。相比α钛合金,β钛合金强度更高,且成形性能好,更适合复杂形状零件,因此,低温钛合金发展趋势如下。
1)开发具有更高低温强度和塑性的钛合金,以满足更大推力氢氧发动机要求。同时,提高β相钛合金低温变形机理的研究,弄清楚β相钛合金韧脆转变的临界条件。
2)开发低成本民用低温钛合金。由于低温钛合金对间隙元素要求苛刻,导致成本高昂,目前民用较少,因此未来有必要进行低成本低温钛合金的研发。
3)开发新的成形技术及加工方法以满足航空航天零件要求。粉末冶金技术作为一种净近成形技术,相比传统铸造、锻造及热成形具有显著优势,除了此之外,其他粉末冶金技术,例如SPS 烧结,粉末注射成形等都应收到重视和发展。
猜你喜欢
上海工程技术大学学报(2021年3期)2022-01-22 15:43:50
建材发展导向(2021年15期)2021-11-05 08:21:16
高压物理学报(2021年4期)2021-07-25 08:20:22
齐鲁工业大学学报(2021年2期)2021-04-23 09:19:06
电焊机(2020年4期)2020-09-10 07:22:44
中国金属通报(2020年5期)2020-01-06 19:17:52
岩土工程技术(2019年6期)2020-01-06 03:19:36
制造技术与机床(2018年8期)2018-10-09 08:27:32
制造技术与机床(2018年9期)2018-09-19 06:47:44
四川师范大学学报(自然科学版)(2018年3期)2018-06-04 06:31:37