
飞机系统件柔性敏捷制造单元构建方法
2020-12-08 03:08曾德标李国华李国进
航空制造技术 2020年21期
潘 登,曾德标,李国华,李国进,杨 阳
(1.航空工业成都飞机工业(集团)有限责任公司,成都 610092;2.四川省航空智能制造装备工程技术研究中心,成都 610092)
飞机系统件具有尺寸小,品种多的特点,由于飞机制造的特殊性,对系统件的需求存在小批量、多批次的特点。在传统的系统件生产模式下[1],生产计划由生产管理部门下发至车间,车间调度组分配至工段,工段再细分至数控工位,信息传递及资源配置与协调需要大量人工参与,对生产需求变更的响应能力较弱,组织效率较低。此外,数控加工过程对人工的依赖程度也较高,装夹定位、上下料、测量等环节均离不开人工操作,使生产效率、人力成本与质量控制等方面的提升存在瓶颈,通过局部的调整与优化难以有所突破。
针对上述问题,本文以信息化技术与工业自动化技术为基础,研究如何通过计算机与工业自动化设备提高生产资源的利用效率,加快生产过程的实施以及增强对生产需求快速响应能力,面向飞机系统件的制造特点,提出具备柔性制造和敏捷制造特性的制造单元构建方法,并对其中的关键技术进行分析阐述。
1 柔性敏捷制造单元总体架构
1.1 硬件架构
单元的硬件架构从功能上分为管理层、控制层与执行层,如图1所示。管理层主要由集成管控系统及其外设组成,控制层包括逻辑控制器、通讯模块及传感器等,执行层即是工业机器人、数控加工中心和测量机等现场设备的集合。
管理层的输入来自上游生产计划,通过对生产计划进行处理生成制造单元指令并输出至控制层,控制层则依据指令向各执行层的各设备发送控制信号并采集反馈信号,执行层则负责实现最终的操作,如物料的传递、加工与测量。
本文研究的柔性敏捷制造单元,除具备传统柔性制造系统对多品种加工对象的良好适应性外[2–4],还在现场布局与组织规模方面引入了柔性,通过运用“模块化设计”思想辅助规划布局,以满足不同生产规模的需要。并且,在规模需求发生变化时,可便捷地进行扩展或收缩。图2为柔性敏捷制造单元的布局方式,其中,机器人线性导轨、数控加工中心组与物料库相互平行排列,构成布局核心,此方式不仅便于机器人快速上下料,还可结合机器人线性导轨和物料库的模块化设计特点,实现物料库容量、机器人行程与数控加工中心数量的快速增减。
1.2 软件架构
制造单元的总体软件架构分为用户层、数据层、逻辑层和运行层,如图3所示。用户层包含系统的软件用户界面,如集成管控系统操作界面、装夹辅助引导界面以及数控加工中心监视界面等;数据层主要由数据库与通讯服务器组成,数据库中存储了支撑系统运行的各种数据表,通讯服务器则用于存储设备或系统间的交互数据;逻辑层涵盖了对现场设备进行协同控制的所有逻辑程序;运行层是现场设备的运行程序与配置文件的集合,如机器人示教程序、数控加工程序及测量机检测程序等。
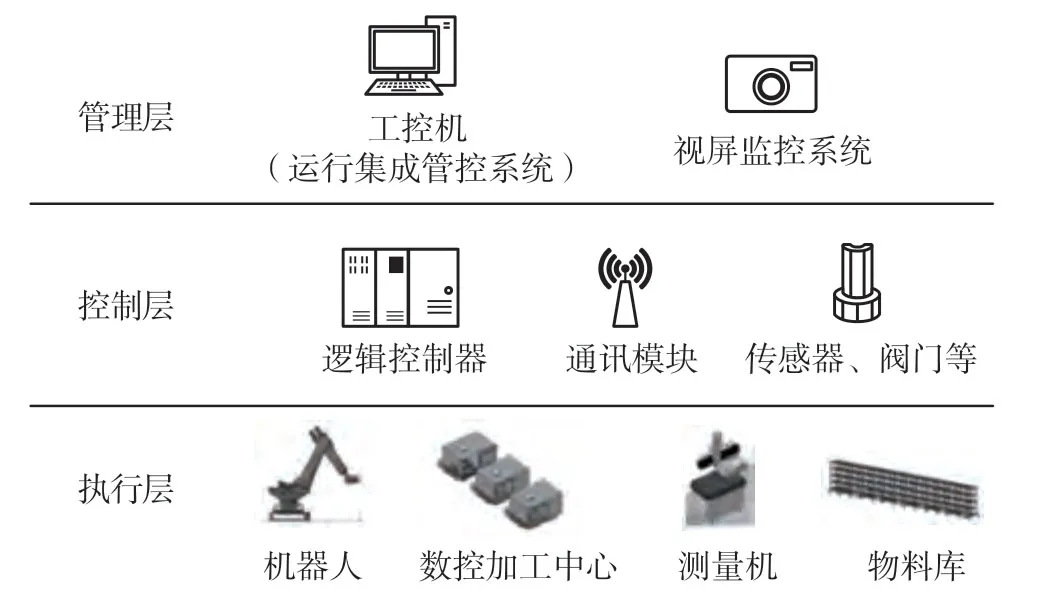
图1 硬件架构Fig.1 Hardware construction
从软件系统的运行方式来看,用户层是管控整个制造系统的平台,从生产任务管控、生产过程监控至现场设备操控均在此完成,用户下达的指令在该层被处理后传递至逻辑层,同时,由数据层记录过程信息,并在设备之间共享必要的数据。逻辑层中的程序根据接收到的指令,结合收集到的设备状态,触发运行层中的对应程序,从而完成系统的协同运作。
2 面向敏捷制造的集成管控技术
要实现对生产需求和计划变更的快速响应,使系统具备敏捷制造能力[5–7],核心是要解决系统的生产计划管控与现场设备控制问题。
2.1 生产计划管控
生产计划管控包括对生产需求的获取、生产计划的管理、生产任务的规划、生产变化的调整,以及生产过程与结果的反馈。现代制造企业越来越多地引进企业资源计划系统(Enterprise Resource Planning System,ERP)和制造执行系统(Manufacturing Execution System,MES)来对生产需求、资源和计划进行统一协调部署[8],这为实现敏捷制造打下了良好的基础,柔性敏捷制造单元的管控系统可以看作是将ERP 与MES的敏捷性转换为产品交付的敏捷性的纽带。因此,本文基于ERP和MES 研究了面向敏捷制造的集成管控技术,其简要运行原理如图4所示,ERP系统根据需求制定总体生产计划并配置资源,MES 对总体计划进行分解,提取产品制造工序并生成详细生产计划,柔性敏捷制造单元接收到详细生产计划后,可结合系统的资源准备情况自动规划单元生产任务,操作人员确认或根据需要调整后,即可启动系统进行零件自动加工。
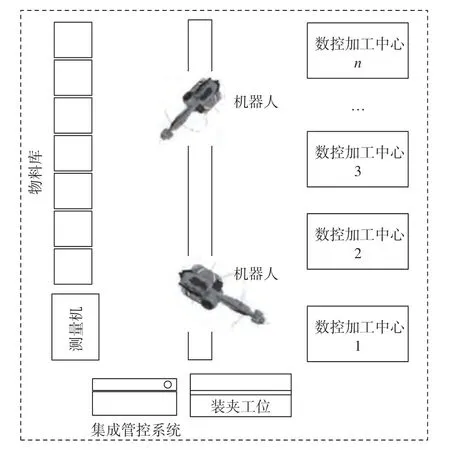
图2 制造单元布局方式示意图Fig.2 Manufacturing unit layout diagram

图3 软件架构示意图Fig.3 Software architecture diagram
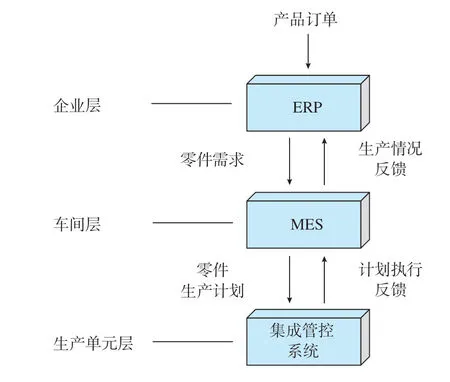
图4 生产计划管控原理示意图Fig.4 Production plan control principle diagram
该项技术中,ERP 在企业层,处理企业的产品需求,提出对具体零部件的需求;MES 处在车间层,处理零部件需求,生成零部件的生产计划并分配到各车间,并管控生产计划的执行情况;集成管控系统处在生产单元层,根据所分配的生产计划,规划出柔性敏捷制造单元的生产任务,若干个单元生产任务组合起来满足一个生产计划的要求。单元生产任务界定了一系列作业所要完成的零件制造工作,包含了零件图号、数量、工序、加工时长等确切信息,启动单元生产任务后,集成管控系统的作用将聚焦于控制现场设备按照既定的运行逻辑与流程完成零件加工。
2.2 加工运行机制
在系统软硬件架构与生产计划管控模式确定之后,如何落地实施零件的加工过程直接决定了制造单元的生产效率和质量。本文以“设备利用率最大化”为原则,提出了适用于柔性敏捷制造单元的加工运行机制,其核心是尽可能地使数控加工中心不间断地工作。如图5所示,完整运行一个单元生产任务包含生产任务建立、物料入库、零件加工、零件测量、补偿加工与调整及物料出库6个环节。
(1)生产任务建立:生产任务对生产计划具有适应性,规模大的生产计划可由多个单元任务分解完成,规模小的生产任务可合并在一个单元生产任务中完成。建立单元生产任务主要是使系统明确所加工零件的图号、数量、批次号,指定各类零件的加工优先级,测量方式以及指定的数控加工中心。
(2)物料装夹入库:任务启动后,集成管控系统将在装夹工位显示装夹辅助界面,用以提示操作人员选择合适的夹具与毛坯,并通过夹具结构和图像识别防止装夹错误,其优点是操作人员全程依照系统提示工作,无需考虑夹具选择、毛坯选择与数量统计等问题,装夹完成的物料由机器人搬运至物料库。
(3)零件加工:集成管控系统通过监测数控加工中心运行状态来判断是否需要控制机器人进行上下料,一旦机床处于空闲状态,系统则搜索出任务中的待加工零件进行上料。该模式优势在于逻辑简单明确,避免了复杂的排序算法,在零件种类多、约束条件复杂的情况下不易出现错误,且能够灵活应对生产任务的临时变化。
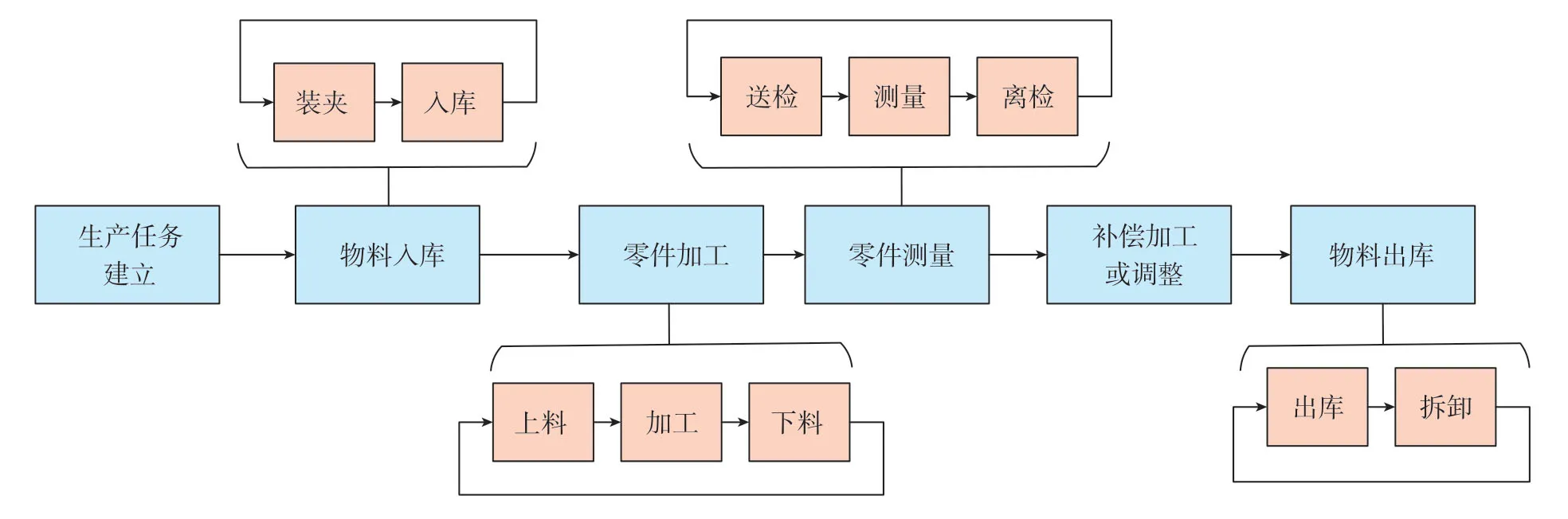
图5 单元生产任务运行机制Fig.5 Unit production task running mechanism
(4)零件测量:零件测量分为首件测量和自定义测量两种模式,首件测量时,单元中相同图号的零件加工工作将暂停,依据测量结果决定是否进行后续加工;自定义测量则是根据需要设置选择待测的零件图号、序号,并设置测量合格前是否暂停后续加工。
(5)补偿加工与调整:当出现不合格零件时,总控系统将分析测量机的测量结果文件,从零件的数控加工程序中提取不合格部位的程序段,通过设置刀具补偿参数进行补偿加工;对于无法通过切削加工修正的不合格品,需由人工介入,分析原因并采取调整措施。
(6)物料出库:物料出库是指由机器人将加工完成的零件从物料库中取出,由工人拆卸夹具并进行分拣归集,物料出库可与机器人上下料穿插进行,以提高机器人的使用率。出库完成后,集成管控系统将向MES系统上传生产信息,更新生产计划的进展情况。
3 基于零点定位系统与工业机器人的柔性装夹与转运技术
解决不同类型零件的高效装夹、准确定位与快速转运问题是实现柔性制造的关键,本文提出了基于零点定位系统和工业机器人的柔性装夹与转运技术。零点定位系统的定位精度通常可达到±0.005mm,能够满足飞机系统件的制造精度要求,通过设计标准化接口的物料托盘可实现不同零件在数控加工中心与测量机上的快速装夹定位,而无需重复对刀。如图6所示,托盘用于装夹毛坯(零件),其底部销钉与在零点定位系统的锁紧孔相配合,一旦确定了零点定位系统在数控加工中心或测量机工作平台上的位置,托盘的定位销钉在机床(或测量机)坐标系中的位置也随之确定。
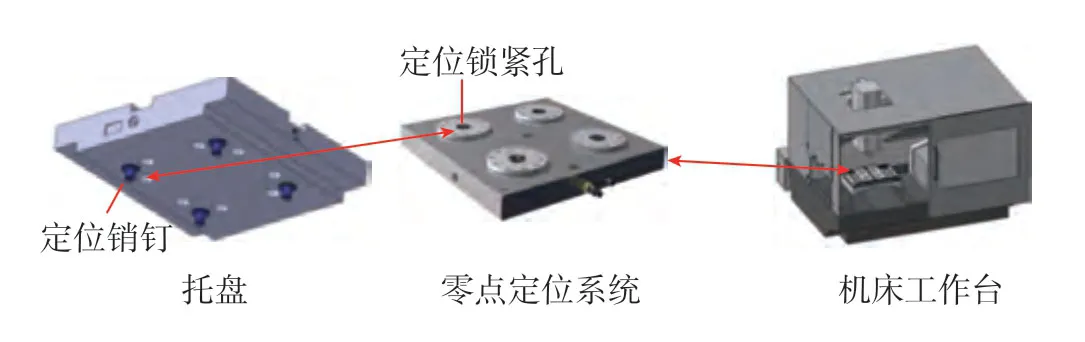
图6 装夹定位原理Fig.6 Clamping positioning principle
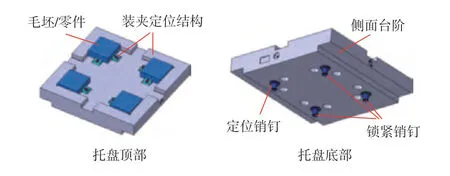
图7 托盘结构示意图Fig.7 Tray structure diagram
在此基础上,通过在托盘表面设计不同的装夹定位结构可以满足各种不同零件的装夹需求,如图7所示,且定位元素与托盘底部的定位销相对位置关系是明确的,因此,毛坯在机床(或测量机)坐标系中的位置是已知的,通过在数控加工程序中偏置加工坐标系即可准确地完成加工。
由于统一了物料托盘的外形,物料转运问题也得以简化,采用六轴工业机器人与线性导轨的组合方式可高效可靠地完成物料运送工作,但如何保证准确稳定的物料抓取是转运问题的关键。机器人抓取末端执行器的设计方案有很多,如依靠摩擦力夹紧、真空吸附、锁紧销钉等,由于零点定位系统锁紧孔和托盘底部销钉的配合间隙通常在0.3mm 以内,而机器人的重复定位误差通常在±0.2mm 之内[9],前述抓取方式容易在抓取与放置过程中产生强迫,甚至碰撞。针对此问题,本文提出了一种结合“托举”与“夹紧”两级动作的抓取技术。如图8所示,机器人末端执行器有两块固定的托板和两支活动的夹臂,抓取托盘时,机器人调整姿态使末端执行器的固定托板伸入托盘两侧的台阶结构下方,到达预设位置后竖直向上抬起托盘,当托盘完全离开零点定位系统后,夹臂向中间合拢夹紧托盘。放置托盘时,动作顺序相反,机器人移动至零点定位系统上方,夹臂打开后竖直向下运动,直至托板与托盘脱离接触,最后退出托盘区域。
该方法的优点在于,在抓取与放置过程中,托盘在水平方向上仅受因其自重产生的摩擦力,该约束力很小不会导致强迫或碰撞。并且,定位孔孔口与销钉端头均有倒圆结构,可提升对机器人定位偏差的容忍度,偏差较大时,在重力的作用下,倒圆结构会引导销钉进入。
4 示例
依托航空工业成都飞机工业(集团)有限责任公司的生产资源与设备资源,基于本文所研技术,构建了飞机系统件柔性敏捷制造单元,如图9所示。该制造单元由三台数控加工中心、一台工业六轴机器人(含线性导轨)、一组模块化物料库、装夹工位以及总控系统组成,具备生产任务管控、视觉装夹防错、自动上下料与自动数控加工等功能。
运用该制造单元完成了对5000余件法兰类、摇臂类和支座类飞机系统件的加工,验证了本文所研构建方法的有效性,实现了连续24h 无人值守加工,期间所加工的零件质量全部合格。通过对生产数据进行统计分析,与人工操纵数控加工中心的传统生产模式相比,柔性敏捷制造单元在生产效率、生产时间、残次品率、人力成本的方面均有显著优势,具体的统计指标见表1。
5 结论
本文针对飞机系统件制造过程中,传统数控加工在生产效率、质量控制与人力成本等方面的问题,研究了制造单元的集成管控技术,针对飞机系统件生产批量小、批次多、需求变化快等特点,提出了通过与企业ERP、MES 协同工作的敏捷制造方案;同时,针对飞机系统件尺寸小、品种多的特点,研究了基于零点定位系统与工业机器人的柔性装夹与转运技术,解决了不同类型零件的快速准确装夹定位与转运问题;结合图像识别、模块化设计、工业自动化等技术提出了柔性敏捷制造单元构建方法,并建设了一套制造单元。通过10000余项零件的加工测试,验证了技术可切实提升零件的生产效率,保障产品质量并降低人力成本。然而,在智能制造蓬勃发展的工业背景之下,本文的研究成果在人工智能、物联网与智能物流等技术的应用方面还存在较多不足与缺失,需在继续深入开展研究,探索相关先进技术的集成与应用方法。
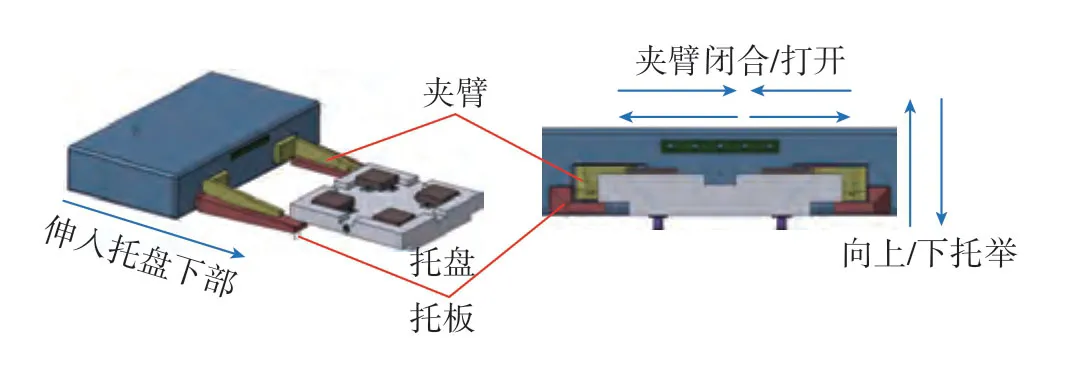
图8 机器人末端执行器原理示意图Fig.8 Robot end-effector principle diagram

图9 制造单元整体布局Fig.9 Manufacturing unit overall layout
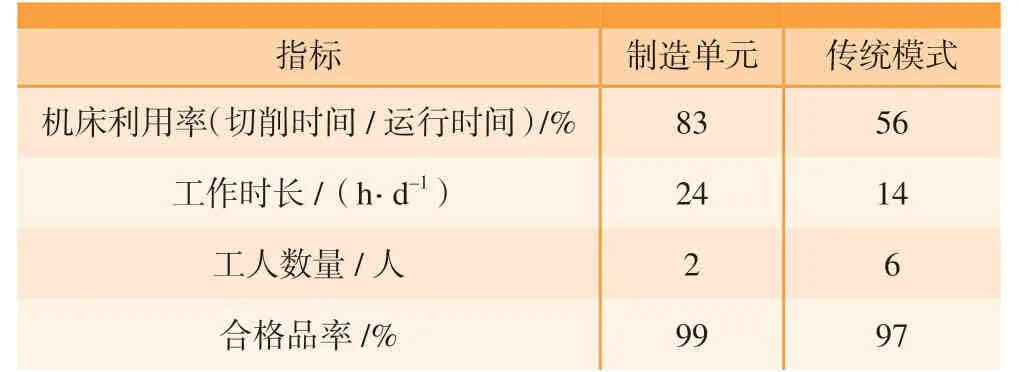
表1 制造单元与传统加工模式的生产统计数据比较Table1 Manufacturing unit compared with traditional processing mode of production statistics
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
中国特种设备安全(2022年3期)2022-07-08
石油沥青(2021年5期)2021-12-02
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年9期)2021-07-16
文化创新比较研究(2020年7期)2021-01-13
中国外汇(2019年22期)2019-05-21
智能制造(2017年5期)2017-10-11
