
侧滑槽支臂工艺及夹具设计
2020-12-04 02:52曹胜
学习周报·教与学 2020年51期
曹胜
摘 要:设计是以解决实际问题为主,理论知识与实际相结合运用于实际生产,设计内容主要为侧滑槽支臂工艺设计以及选定工装的夹具设计,首先对侧滑槽支臂进行结构分析和工艺分析,确定工艺方案。选定的工装夹具进行定位元件的选择、结构分析和工艺分析确定工艺方案。选定的工装夹具进行了定位元件的选择。选定方案后,通过查阅相关资料书籍,最终完成零件的工艺设计。
关键词:侧滑槽支臂工艺设计;夹具设计;定位;设计说明
一、引言
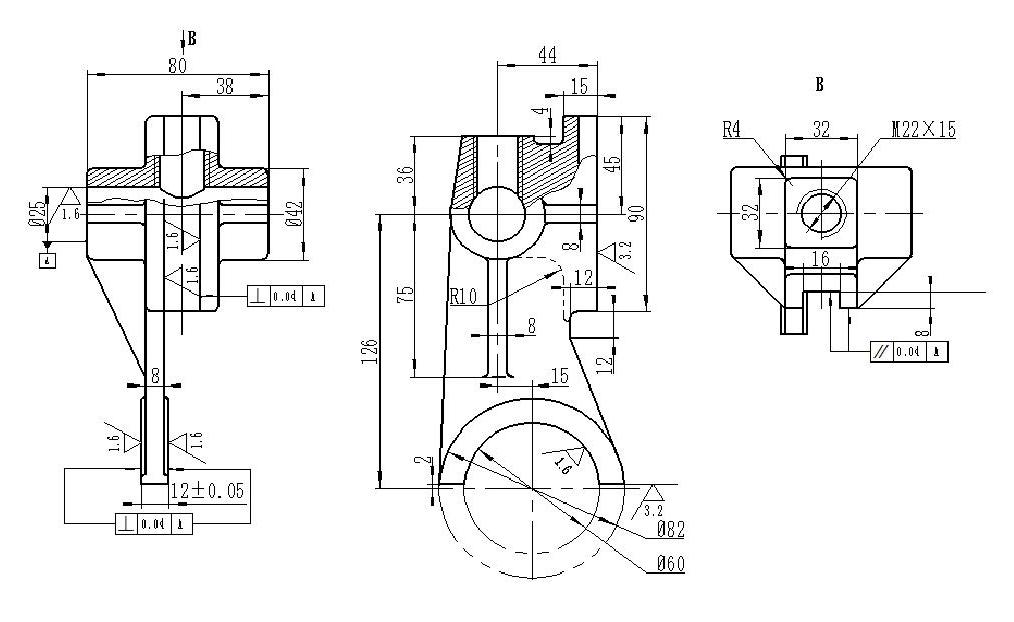
侧滑槽支臂,材料为HT200,月生产3000件、生产类型为大批量生产。任务要求为:(1)并编制一套既能保证产品质量又能适应零件批量生产需要的零件工艺;(2)在工艺设计加工中,选择车加工进行专用工装设计;(3)全套工艺方案拟定:夹具方案。
二、工艺设计
(一)任务:侧滑槽支臂,材料为HT200,大批量生产。
(二)零件结构分析
由零件的材料,灰铸铁最低抗拉强为200Pa,但塑性和韧性低、不易开裂流动性能好,因此适宜铸造结构复杂的铸件和薄壁铸件。所以选择铸造加工毛坯。
(三)零件工艺方分析案选择
根据对零件工艺分析,为确保在加工中零件的尺寸精度、表面精度及形位公差要求,提高产品质量,提高生产率,降低成本的原则,零件加工工艺安排如下:
00制造毛坯: 砂型铸造。
05检验: 对毛坯进行检验
15粗车: 车零件42mm左端面及25mm的内孔。用φ42mm外圆定位,夹紧,车床:CA6140,刀具:镗孔刀和45°刀,量具:游标卡尺。粗加工左端面,保证Φ42mm长度为83±0.3mm,粗糙度为Ra3.2。镗Φ25mm的内孔,粗加工时保证尺寸在Φ24mm,粗糙度为Ra3.2。
20粗车: 车42mm右端车面,车床:CA6140,刀具:45°刀,量具:游标卡尺。粗加工42mm右侧面到80±0.3mm
25粗铣: 铣16mm槽底面两侧面及两端面,立式摇臂铣床:XY-3HG刀具:15mm立式铣刀,量具:游标卡尺,铣槽底面到10mm,粗糙度为Ra3.2,铣两侧面到14mm一边留1mm余量,粗糙度为Ra3.2,铣槽两端面,直接加工到尺寸15mm,粗糙度为Ra3.2。
30铣: 铣32mm端面,立式摇臂铣床:XY-3HG刀具:15mm立式铣刀,量具:游标卡尺,铣掉3mm保证尺寸到25mm中心线为36mm,粗糙度为Ra3.2。
35钻孔: 钻M22mm螺纹的孔底孔及攻螺纹。立式钻床刀具:麻花钻、扩孔钻、M22mm丝锥,量具:游标卡尺,钻M22螺纹孔到21mm,粗糙度为Ra6.3,镗M22螺纹孔到22mm,粗糙度为Ra3.2。
40精车: 精车零件φ25mm的内孔。以φ42mm外圆定位,夹紧,车床:CA6140,刀具:镗孔刀,量具:游标卡尺。镗Φ25mm的内孔,精加工保证尺寸在Φ25±0.1mm,粗糙度为Ra1.6。
45精车: 车拔叉Φ60mm右侧。车床:CA6140,刀具:45°刀,量具:游标卡尺,车右侧面,保证尺寸12±0.2mm,粗糙度为Ra1.6。
50精铣: 铣16mm槽底面及两侧面。立式摇臂铣床:XY-3HG刀具:15mm立式铣刀,量具:游标卡尺,铣槽底面深度9±0.2mm,粗糙度为3.2,铣兩侧面宽为16±0.2mm,粗糙度为Ra1.6。
55精铣: 铣槽两端面,立式摇臂铣床:XY-3HG刀具:15mm立式铣刀,量具:游标卡尺,精加工槽两端面保证尺寸到槽底深度为8±0.2mm,平行度为0.04mm,粗糙度为Ra3.2。
60镗孔: 镗M22mm螺纹及攻螺纹。立式钻床:刀具:扩孔钻、M22mm丝锥,量具:游标卡尺,镗M22mm螺纹孔到22mm,粗糙度为Ra3.2。
三、选定工装设计说明
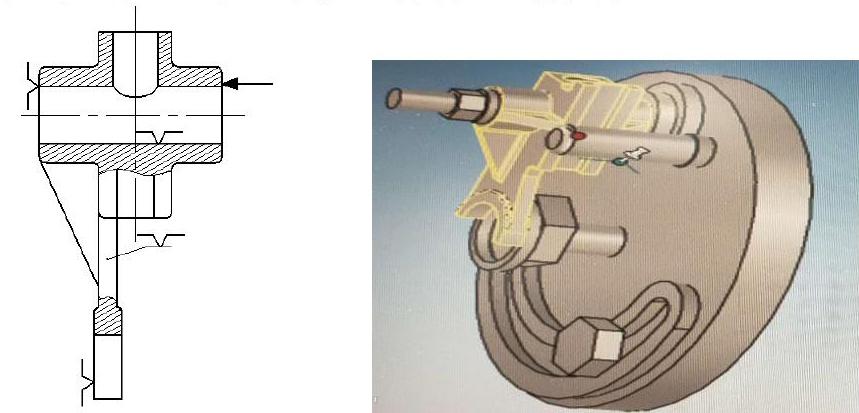
(一)本工序的加工内容选定的工装设计为车床夹具设计
该工序是加工拔叉端面及孔Φ60±0.03mm保证尺寸12±0.05mm,126±0.05mm,粗糙度Ra1.6要求Φ60mm孔端面与基准A轴线垂直度。
(二)定位分析
由于孔与基准AΦ25mm的轴线有一个126mm的尺寸,所以采用基准重合的原则。选用Φ25mm孔轴作为定位,另外选择Φ25mm的左孔端面为主定位基准,从右端面进行夹紧。
(三)定位元件选择与分析根据定位分析
由于夹紧力由右端向左端进行夹紧,使用Φ25mm孔左端面作为主定位面,选用定位元件大端面限制Z轴的移动、x轴转动、y轴转动,用短心轴定位限制x轴移动、Y移动、挡销控制z轴的转动。从右端向左端实施夹紧,所以采用一个大端面、一个短销、一个挡销、限制零件的六个自由度是完全定位,所以该定位形式满足加工要求。
(四)夹紧装置分析
夹具采用螺旋夹紧机构。
(五)夹具安装
夹具跟机床安装的时候设计专用过渡盘,过渡盘一面靠止口与机床主轴法兰盘连接,过渡盘有一个找正环找正与机床主轴中心重合,安装时,首先过渡盘跟法兰盘止口进行连接用四个M25螺栓拧上带上一定夹紧力其次打表找正环跟机床主轴中心重合锁紧M25的螺母最后实施夹具跟机床的连接。
(六)夹具评价
该夹具采用螺纹夹紧机构与完全定位限制它的六个自由度,具备了缩短辅助时间提高生产劳动力,降低加工成本,保证加工精度,稳定加工质量,降低对工人的技术要求,减轻工人的劳动强度,保证安全生产,该夹具符合加工批量较大的零件。
参考文献:
[1]吴拓.机床夹具设计[M].第二版.北京:机械工业出版社,2018.
[2]张萍.机械设计基础[M].第二版.北京:化学工业出版社,2010.
猜你喜欢
学校教育研究(2020年16期)2020-08-20
福建基础教育研究(2019年11期)2019-05-28
东方教育(2018年18期)2018-08-23
杂文选刊(2018年1期)2018-01-09
中学课程辅导·教学研究(2017年21期)2017-11-14
中学课程辅导·教学研究(2017年8期)2017-06-30
中学生数理化·高一版(2017年1期)2017-04-25
课程教育研究·下(2016年5期)2016-06-22
雕塑(1996年3期)1996-07-12
